

Статистические исследования контроля качества в автоматизированных
..pdfp = pn ,
n
где pn – общее число единиц брака, n – общее число испы-
туемых изделий.
Используя это p , получаем контрольные пределы для числа бракованных единиц X:
|
|
|
|
|
UCL = |
|
|
+ 3 |
|
|
|
(1− |
|
|
); |
|||
|
|
|
|
|
pn |
pn |
||||||||||||
|
|
|
|
|
p |
|||||||||||||
|
|
|
|
|
LCL = |
|
− 3 |
|
|
(1− |
|
), |
||||||
|
|
|
|
|
pn |
|
pn |
|||||||||||
|
|
|
|
|
|
p |
||||||||||||
|
|
|
k |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
( pni |
ni |
) 100 % |
|
|
|
|
|
|
|
||||||
где pn = |
i=1 |
|
, k – количество мгновенных выборок. |
|||||||||||||||
|
|
|||||||||||||||||
|
|
|
||||||||||||||||
k
Пример 5.14. Рассмотренная выше контрольная карта называется контрольной картой pn. Построим её на основе данных табл. 5.16.
Решение. Алгоритм построения контрольной карты:
♦Производится выборка и классифицируется продукция по качеству на годную и бракованную в соответствии со стандартом. Выборка берется такого объёма, чтобы в среднем на каждую группу попадало от 1 до 5 негодных изделий. Необходимо собрать 20–25 таких групп.
♦В бланке контрольной карты на шкалу по ординате наносят деления для числа дефектных изделий pn, а по абсцисс – номера выборок.
♦На карту наносим точки чисел pn каждой выборки.
♦Вычисляем среднее pn от pn:
pn = 7525 = 3 % (центральная линия).
171
♦Вычисляем p = pn = 150 = 0,03,
n 25 200
♦Вычисляем координаты границ регулирования pn:
UCL = 3 + 3 3(1− 0,03) ≈ 8,11;
LCL = 3− 3 3(1− 0,03) ≈ − 2,11.
|
|
|
Таблица 5 . 1 6 |
|
Данные для построения контрольной карты pn |
||||
|
|
|
|
|
№ |
Объём |
Число дефектных |
Доля дефектных |
|
выборки k |
выборки n |
изделий pn |
изделий р, % |
|
1 |
200 |
10 |
5 |
|
2 |
200 |
4 |
2 |
|
3 |
200 |
6 |
3 |
|
4 |
200 |
0 |
0 |
|
5 |
200 |
4 |
2 |
|
6 |
200 |
6 |
3 |
|
7 |
200 |
4 |
2 |
|
8 |
200 |
8 |
4 |
|
9 |
200 |
12 |
6 |
|
10 |
200 |
2 |
1 |
|
11 |
200 |
4 |
2 |
|
12 |
200 |
6 |
3 |
|
13 |
200 |
8 |
4 |
|
14 |
200 |
6 |
3 |
|
15 |
200 |
12 |
6 |
|
16 |
200 |
8 |
4 |
|
17 |
200 |
2 |
1 |
|
18 |
200 |
4 |
2 |
|
19 |
200 |
6 |
3 |
|
20 |
200 |
2 |
1 |
|
21 |
200 |
12 |
6 |
|
22 |
200 |
4 |
2 |
|
23 |
200 |
6 |
3 |
|
24 |
200 |
10 |
5 |
|
25 |
200 |
4 |
2 |
|
Всего |
|
150 |
75 |
|
172

Рис. 5.38. Контрольная карта pn
Если LCL превращается в отрицательное число, то в этом случае приравниваем его к нулю, то есть LCL = 0 (рис. 5.38).
5.11.3.5. Контрольная карта суммарного числа дефектов «c»
Если производственный процесс стабилен, можно воспользоваться тем, что число дефектов на единицу площади c подчиняются распределению Пуассона, и получить контрольную карту c.
Таким образом, c – среднее («число дефектов на единицу площади (длины и т.п.)» в соответствующей группе).
Поскольку нижний контрольный предел контрольной карты c = c − 3 c , то, в этом случае при получении c < 9 нижний кон-
трольный предел не определяется. В этом случае его вообще можно не учитывать.
Оформление контрольных карт осуществляется в следующей последовательности:
1.При постоянном объёме измерения берут 20–25 выборок
ивыявляют число дефектов с в каждой выборке. Предусматривается такой постоянный объём выборки, который после предварительного подсчета числа дефектов для данного технологического процесса содержал бы 1–5 дефектов.
173

2.На ось ординат бланка контрольной карты наносят деления для числа дефектов с, а по абсцисс – номера выборок k (постоянного объёма измерения).
3.На контрольную карту наносят точки, отражающие число дефектов с.
4.Вычисляют среднее арифметическое c от значений с в вы-
борках:
c = c , k
где c – общее числодефектоввовсех выборках; k – числовыборок. 5. Вычисляют координаты границ регулирования:
UCL = c + 3 c ; LCL = c − 3 c .
6. Наносят в контрольную карту границы регулирования. Пример 5.15. Построить контрольную карту с на основе дан-
ных контрольной карты, представленной ниже.
Решение.
1. Возьмем 20 выборок, имеющих постоянный объём измерения. Вычислим число дефектов c в каждой выборке.
Таблица 5 . 1 7 Листок данных контрольной карты
№ |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
выборки k |
||||||||||||||||||||
Число |
4 |
8 |
10 |
14 |
6 |
10 |
8 |
4 |
10 |
12 |
6 |
14 |
4 |
10 |
12 |
6 |
4 |
8 |
12 |
10 |
дефектовc |
2.Нанесем на контрольную карту деления для числа дефектов c по вертикали, а по горизонтали – номера выборок k (постоянного объёма измерения).
3.Нанесем на контрольную карту точки, отражающие число дефектов с.
4.Вычислим среднее арифметическое c от значений с в вы-
борках:
174
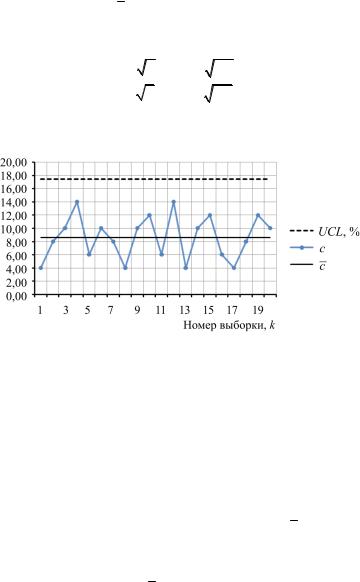
c = c = 172 = 8,6. k 20
5. Вычислим координаты границ регулирования:
UCL = |
|
|
+ 3 |
|
|
|
= 8,6+ 3 |
8,6 ≈17,4; |
|
c |
c |
||||||||
LCL = |
|
− 3 |
|
= 8,6− 3 |
8,6 ≈ − 0,2. |
||||
c |
c |
||||||||
6. В контрольную карту нанесем границы регулирования
(рис. 5.39).
Рис. 5.39. Контрольная карта доли дефектных изделий
Таким образом, данный технологический процесс не нуждается в корректировке, поскольку ни одна из точек не выходит за границы регулирования.
5.11.3.6. Контрольная карта числа дефектов на единицу продукции «u»
Если производственный процесс стабилен, можно воспользоваться тем, что число дефектов на одно изделие u подчиняются распределению Пуассона, и получить контрольную карту «u»,
u = u , k
175
где u – общее число дефектов в испытуемых изделиях; k – общее
число измерений на испытуемых изделиях.
Поскольку нижний контрольный предел контрольной карты u = u − 3 u / n , то в этом случае при получении u / n < 9 нижний контрольный предел не определяется. В этом случае его вообще можно не учитывать.
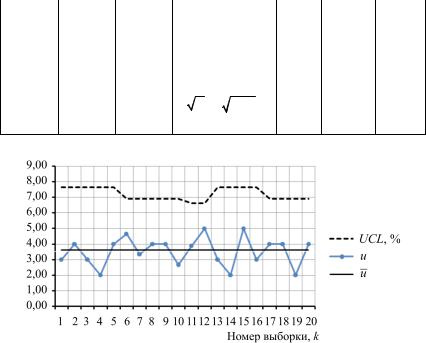
Пример 5.16. Имеем листок данных контрольной карты u (табл. 5.18). Построить контрольную карту.
Решение.
1. Способ составления карты u почти идентичен способу составления контрольной карты с, но поскольку объём выборки непостоянен, сначала вычисляют число дефектов u, приходящихся на каждую единицу объёма выборки для каждой отдельной выборки, а затем вычисляют координаты границ регулирования.
Взяв 20–25 выборок, выявляют число дефектов с в объёме каждой выборки.
2. Определяют долю дефектности:
u = c / n.
3.В бланк контрольной карты (рис. 5.40) наносят точки u.
4.Вычисляют среднее арифметическое u от значений u в вы-
борках:
u = |
c |
, |
(5.18) |
n |
где c – общее число дефектов во всех выборках; n – суммарный объём выборок,
u= 52,1882 = 3,60.
5.Вычисляем координаты границ регулирования:
176
UCL= |
|
+ 3 |
|
u |
|
; |
LCL= |
|
− 3 |
|
u |
|
. |
(5.19) |
|
u |
u |
||||||||||||||
|
|
|
|
|
|
||||||||||
|
|
|
n |
|
|
|
n |
|
|||||||
Если отношение n к n не превышает значений ½…2 раза или около этого, то делают вычисления, пользуясь n , по формуле (5.19) и пересчитывают границы при помощи n по формуле (5.18) только для тех точек, которые бывают близки к границам регулирования,
установленным по формуле (5.19): |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
+ 3 |
|
|
|
; LCL= |
|
− 3 |
|
|
|
|
|
, |
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
UCL= |
|
u |
u |
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
u |
u |
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
n |
|
|
|
|
|
|
|
|
n |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
n |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
где |
n = |
. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
k |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 5 . 1 8 |
||||||
|
|
|
|
|
|
|
Листок данных контрольной карты u |
|
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
Номер |
|
Объём |
Число |
|
Числодефектов |
|
|
1 |
|
|
|
3 |
|
|
1 |
|
|
||||||||||||||
|
выборки, |
выборки, |
дефектов, |
наединицуобъёма |
|
|
|
|
|
|
UCL |
|||||||||||||||||||||
|
|
u |
||||||||||||||||||||||||||||||
|
|
|
n |
n |
||||||||||||||||||||||||||||
|
|
|
k |
|
|
n |
c |
|
|
выборки, u |
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
1 |
|
|
|
2 |
3 |
|
|
4 |
|
|
|
5 |
|
|
|
6 |
|
|
7 |
|||||||||||
|
|
1 |
|
|
|
2,0 |
6 |
|
|
3 |
|
|
|
0,707 |
|
4,023 |
|
7,623 |
||||||||||||||
|
|
2 |
|
|
|
2,0 |
8 |
|
|
4 |
|
|
|
0,707 |
|
4,023 |
|
7,623 |
||||||||||||||
|
|
3 |
|
|
|
2,0 |
6 |
|
|
3 |
|
|
|
0,707 |
|
4,023 |
|
7,623 |
||||||||||||||
|
|
4 |
|
|
|
2,0 |
4 |
|
|
2 |
|
|
|
0,707 |
|
4,023 |
|
7,623 |
||||||||||||||
|
|
5 |
|
|
|
2,0 |
8 |
|
|
4 |
|
|
|
0,707 |
|
4,023 |
|
7,623 |
||||||||||||||
|
|
6 |
|
|
|
3,0 |
14 |
|
|
4,667 |
|
|
|
0,577 |
|
3,283 |
|
6,883 |
||||||||||||||
|
|
7 |
|
|
|
3,0 |
10 |
|
|
3,333 |
|
|
|
0,577 |
|
3,283 |
|
6,883 |
||||||||||||||
|
|
8 |
|
|
|
3,0 |
12 |
|
|
4 |
|
|
|
0,577 |
|
3,283 |
|
6,883 |
||||||||||||||
|
|
9 |
|
|
|
3,0 |
12 |
|
|
4 |
|
|
|
0,577 |
|
3,283 |
|
6,883 |
||||||||||||||
|
|
10 |
|
|
3,0 |
8 |
|
|
2,667 |
|
|
|
0,577 |
|
3,283 |
|
8,219 |
|||||||||||||||
|
|
11 |
|
|
3,6 |
14 |
|
|
3,889 |
|
|
|
0,527 |
|
2,999 |
|
6,599 |
|||||||||||||||
|
|
12 |
|
|
3,6 |
18 |
|
|
5 |
|
|
|
0,527 |
|
2,999 |
|
6,599 |
|||||||||||||||
|
|
13 |
|
|
2,0 |
6 |
|
|
3 |
|
|
|
0,707 |
|
4,023 |
|
7,623 |
|||||||||||||||
|
|
14 |
|
|
2,0 |
4 |
|
|
2 |
|
|
|
0,707 |
|
4,023 |
|
7,623 |
|||||||||||||||
|
|
15 |
|
|
2,0 |
10 |
|
|
5 |
|
|
|
0,707 |
|
4,023 |
|
7,623 |
|||||||||||||||
|
|
16 |
|
|
2,0 |
6 |
|
|
3 |
|
|
|
0,707 |
|
4,023 |
|
7,623 |
|||||||||||||||
177
Окончание табл. 5 . 1 8
1 |
2 |
3 |
4 |
5 |
6 |
7 |
||||
17 |
3,0 |
12 |
4 |
0,577 |
3,283 |
6,883 |
||||
18 |
3,0 |
12 |
4 |
0,577 |
3,283 |
6,883 |
||||
19 |
3,0 |
6 |
2 |
0,577 |
3,283 |
6,883 |
||||
20 |
3,0 |
12 |
4 |
0,577 |
3,283 |
6,883 |
||||
|
|
|
|
|
|
|
= 3,60 |
|
|
|
|
|
|
u |
|
|
|||||
Всего |
Σn = 52,2 |
Σc = 188 |
3 |
|
= 3 |
3, 60 = |
|
|
||
u |
|
|
||||||||
= 5, 69
Рис. 5.40. Контрольная карта u
5.11.3.7. Модифицированная контрольная карта Шухарта
Рассмотрим модифицированную контрольную карту Шухарта (ГOCT P 50779.41-96 (ИСО 7873-93)) для арифметических средних с предупреждающими границами, отличающуюся высокой чувствительностью к сдвигам уровня процесса. Данная контрольная карта позволяет фиксировать даже самые небольшие сдвиги уровня процесса на основе дополнительной информации, получаемой из точек, попавших в предупреждающую зону.
Сущность модифицированной контрольной карты Шухарта выражается в определении арифметического среднего с предупреж-
178

дающими и критическими границами регулирования. При этом необходимо учитывать следующие ограничения:
–выборочное среднее арифметическое x распределено по нормальному закону распределения;
–индивидуальные измерения, используемые для вычисления
x, предполагают деление шкалы измерительного инструмента, ко-
торое не превышает σ / 2 (σ – среднеквадратичное отклонение нормально распределенной случайной величины);
–неизвестное значение математического ожидания μ выборочных средних x характеризует текущий уровень процесса.;
–использование двустороннего критерия целевого уровня μ0
соответствует центру поля допуска на контролируемый параметр;
–стандартное отклонение σ контролируемого параметра является постоянным;
–используется двусторонний критерий (μ1 > μ0 или μ–1 < μ0 ,
где μ0 – известное значение параметра, а μ1 , μ–1 – математическое ожидание для генеральной совокупности), следовательно, целевой уровень процесса равен μ0 , а для оценки уровня устойчивости используется нежелательное отклонение уровня процесса;
–целевая линия процесса имеет предупреждающие границы
играницы регулирования.
Границы регулирования контрольной карты рассчитываются по формуле
A = μ0 ± B1 |
σ |
, |
|
||
|
n |
|
где А – граница регулирования; B1 – коэффициент, определяющий расположениеграницрегулирования(приложение7); n – объём выборки.
Предупреждающие границы определяем по формуле
W = μ0 ± B2 |
σ |
, |
|
||
|
n |
|
179
где W – предупреждающая граница; B2 – коэффициент, определяющий расположение предупреждающих границ (приложение 7).
При этом среднеквадратичное отклонение нормально распределенной случайной величины рассчитывается по формуле
n
(xi − x)
σ = |
i=1 |
|
. |
|
|
n − 1 |
|
Выход значений из статистически управляемого состояния характеризуется показателем δ, определяемым по формуле
δ= μ1 − μ0 = μ0 − μ-1 .
σσ
Для оценки устойчивости исследуемого процесса осуществляют контроль ключевого индикативного показателя в заданных границах (рис. 5.41).
А+ |
|
μ0 |
+ B1 σ/ |
n |
|
Граница неустойчивого |
|
|
развития |
||||
|
|
|
|
|
|
|
W+ |
|
μ0 |
+ B2 σ/ |
n |
|
Граница относительно |
|
|
устойчивого развития |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Допустимые |
|
μ0 |
|
|
Граница нормального |
Т |
значения |
|
|
|
||
|
|
|
устойчивого развития |
|||
|
параметра |
|
|
|
|
|
|
|
|
|
|
|
|
W– |
|
μ0 |
− B2 σ/ |
n |
|
Граница относительно |
|
|
|||||
|
|
устойчивого развития |
||||
|
|
|
|
|
|
|
А– |
|
μ0 |
− B1 σ/ |
n |
|
Граница неустойчивого |
|
|
развития |
||||
|
|
|
|
|
|
|
Рис. 5.41. Зоны качества регулирования исследуемого процесса (односторонний критерий – верхняя граница)
180