

Статистические исследования контроля качества в автоматизированных
..pdfВ случае, когда воспроизводственный процесс находится в статистически управляемом состоянии, при использовании двустороннего критерия считаем объективным выделение пяти зон качества:
а) зона Т (целевая): выборочное среднее арифметическое находится между верхней и нижней предупреждающими границами; б) зоны W+ и W– (предупреждающие): выборочное среднее арифметическое находится соответственно между верхней предупреждающей границей и верхней границей регулирования или между нижней предупреждающей границей и нижней границей регу-
лирования; в) зоны А+ и А– (критические): выборочное среднее арифмети-
ческое находится соответственно выше верхней или ниже нижней границы регулирования.
Если хотя бы одна точка попала в верхнюю критическую зону А+ или в нижнюю критическую зону А–, то это свидетельствует о том, что регулируемый процесс вышел из-под контроля, то есть является неустойчивым. Возникает необходимость определения и устранения причины выхода процесса из статистически управляемого состояния.
Если установленное количество последовательных точек попадает в одну из предупреждающих зон – верхнюю W+ или нижнюю W–, то это служит сигналом о возможном выходе процесса изпод контроля, возникает необходимость в его корректировке.
Для построения контрольной карты используются верхние инижние границы устойчивости для управляемого процесса. Долю несоответствующих единиц q1 для процесса в статистически неуправляемом состоянии и долю несоответствующих единиц q1 для процесса встатистическиуправляемомсостоянии q0 определяют поформулам:
|
|
|
q |
=2 |
1 – F( |
TВ − μ0 |
|
) |
; |
|
|
|
||
|
|
|
|
|
|
|
||||||||
|
|
|
0 |
|
|
|
σ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
q1 |
=1 – F( |
TВ − μ1 |
) + 1 – F( |
μ1 − TН |
) = 1 – F( |
|
μ-1 − TН |
) + 1 – F( |
TВ − μ-1 |
), |
||||
σ |
|
|
σ |
|||||||||||
|
|
|
|
|
σ |
|
|
|
σ |
|
|
|||
181
где F – функция стандартного нормального закона распределения; Tн, Tв – верхняя и нижняя границы допуска уровня устойчивости управляемого процесса.
Величины Tн и Tв определяются, как правило, процентом допустимого несоответствия q1. Нежелательное отклонение от нормального значения (центрального целевого уровня процесса T0 или μ0 ), учитываемого при контроле процесса, можно принять равным
5 % (в технике), что определит собой коридор волатильности контролируемого параметра (или ±5 %). При этом формулы расчёта величин Tн и Tв имеют вид:
Tв = T0 + 0,05 · T0;
Tн = T0 – 0,05 · T0,
где T0 – целевой уровень воспроизводственного процесса. |
|
||||||||
Используя правило трех сигм, где |
δ = |
μ1 − TН |
= |
TВ − μ-1 |
> 3 , |
||||
|
σ |
σ |
|||||||
преобразуем выражение: |
|
|
|
|
|||||
|
|
|
|
|
|
||||
1 – F( |
μ1 − TН |
) = 1− F( |
TВ − μ–1 |
|
) . |
|
|
|
|
|
|
|
|
|
|
||||
|
σ |
σ |
|
|
|
|
|
||
Следовательно, математическое ожидание генеральной совокупности для определения границ по двустороннему критерию примет вид:
μ1 = TВ − σ z1−q1 ;
μ-1 = TН + σ z1−q1 ,
где z1− q1 – квантиль стандартного нормального закона распределе-
ния уровня (1 – q1).
Эффективность статистического управления процессом может быть оценена через средние длины серий выборок. Средняя длина серии выборок (ARL) процесса – это среднее число выборок,
182
которые будут извлечены до получения сигнала о неуправляемом состоянии процесса при неизменном уровне процесса. Значения ARL имеет максимальное значение, когда уровень процесса совпадает с целевым уровнем, а значение ARL резко уменьшается, когда уровень процесса отклоняется от целевого. Контрольная карта рассчитывается при соблюдении двух условий:
– при совпадении уровня процесса с целевым уровнем μ0 ,
средняя длина серий выборок обозначается L0 и должна принимать большое значение, что обеспечивает низкую вероятность возникновения ложных сигналов о выходе процесса из статистически управляемого состояния;
– при уровне процесса со значениями μ0 , μ–1 средняя длина
серий выборок обозначается L1 и должна принимать малое значение, что позволяет быстро обнаружить неудовлетворительное состояние процесса (табл. П7.4, приложение 7).
Для одностороннего критерия (с одной границей – А+, W+ или А–, W–) в табл. П7.1–П7.3 (приложение 7) в строке δ n = 0 даны значения ARL, равные L0, и значения ARL, равные L1, – в строках, соответствующих различным значениям δ n , как функции от К,
В1, В2 и δ n . При выборе L0 и L1 необходимо установить несколько вариантов В1 и В2, из них, насколько это возможно, выбирают те, которые дают максимальное значение отношения L0 / L1.
Для двустороннего критерия следует использовать табл. П7.1–П7.4 (приложение 7). Для процесса в статистически управляемом состоянии значения ARL, равные L0, определяют из
табл. П7.4 в строке δ n = 0 . Для процесса в статистически неуправляемом состоянии значения ARL, равные L1, определяют по табл. П7.4 при δ n < 1 и по табл. П7.1–П7.3 при δ n ≥1, так как
δ n ≥1 значения ARL для двустороннего критерия совпадают со значениями ARL для одностороннего критерия (см. табл. П7.1). При этом для значений δ n, отсутствующих в табл. П7.1–П7.4, соответствующие значения L1 получают путем линейной интерполяции.
183
Вкаждом практическом случае различные экспериментальные комбинации объёма выборки (n) и периода взятия выборок (t) должны быть тщательно проанализированы при построении контрольной карты и определении окончательных значений
параметров L0 и L1. Контрольная карта с окончательными значениями L0 и L1 должна быть оценена с учетом прошедшего протекания процесса.
Вбольшинстве случаев предварительный выборочный план (n, t) может служить в качестве базовой пробной комбинации. Другие пробные значения можно сравнить с ним путем сопоставления получающихся значений L0 и L1 и затрат.
Если есть несколько планов статистического управления процессом, удовлетворяющих установленным требованиям, то из них необходимо выбрать план, обеспечивающий максимум от-
ношения L0 / L1. Если значение отношения L0 / L1 высокое (больше или равно 40) для нескольких планов, то рекомендуется выбрать вариант с наименьшим значением L1.
Пример 5.17. Рассмотрим пример контроля экономического показателя воспроизводственного процесса в аграрной экономике
страны, представляющего собой отношение потребления (руб.) к накоплению (руб.). Оптимальным соотношением потребления и накопления ( μ0 ) считают пропорцию, полученную на основе «зо-
лотого сечения», то есть μ0 = 1,618.
Решение. В качестве допустимого уровня несоответствия контролируемого параметра принято значение 5 % – коридор волатильности (изменчивости) μ0 (или ±5 %). Формула расчёта примет
вид (T0 аналог μ0 ):
Tв = T0 + 0,05 · T0 = 1,699;
Tн = T0 – 0,05 · T0 = 1,537.
Исходные данные для построения контрольной карты представлены в табл. 5.19.
184

Таблица 5 . 1 9
Исходные данные для построения модифицированной контрольной карты Шухарта
Год |
μ0 |
Год |
μ0 |
1994 |
4,12 |
2004 |
2,64 |
|
|
|
|
1995 |
2,63 |
2005 |
1,92 |
1996 |
3,35 |
2006 |
2,38 |
|
|
|
|
1997 |
3,60 |
2007 |
2,29 |
1998 |
4,16 |
2008 |
1,92 |
|
|
|
|
1999 |
2,65 |
2009 |
2,00 |
2000 |
2,35 |
2010 |
1,82 |
|
|
|
|
2001 |
1,55 |
2011 |
1,92 |
2002 |
1,74 |
2012 |
2,03 |
|
|
|
|
2003 |
2,75 |
– |
– |
Таким образом, с учетом рассмотренной выше методики построения модифицированной контрольной карты Шухарта итоговые расчётные показатели сведены в табл. 5.20.
Таблица 5 . 2 0
Расчётные показатели для построения контрольной карты с предупреждающими и критическими границами
Показатель |
Значениепоказателя |
|||
1 |
2 |
|||
|
|
|
2,516 |
|
|
x |
|||
σ |
0,779 |
|||
|
n |
1 |
||
μ1 |
0,417 |
|||
μ0 |
1,618 |
|||
μ–1 |
2,819 |
|||
В1, В2 |
Согласноконтрольнымзначениям |
|||
ГОСТР50779.41-96 (ИСО7873-93) |
||||
|
|
|
||
|
δ |
1,541 |
||
185
|
|
|
|
|
|
|
|
|
|
Окончание табл. 5 . 2 0 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
2 |
|
|
|
||
|
|
|
q0 |
|
|
|
|
|
|
0,95 |
|
|
|
||
|
|
|
q1 |
|
|
|
|
|
|
0,05 |
|
|
|
||
|
|
|
Tв |
|
|
|
|
|
|
1,699 |
|
|
|
||
|
|
Tн |
|
|
|
|
|
|
1,537 |
|
|
|
|||
|
|
z1− q1 |
|
|
|
|
|
|
1,645 |
|
|
|
|||
|
|
L1 |
|
|
|
|
|
|
12 |
|
|
|
|||
|
|
L0 |
|
|
|
|
|
|
300 |
|
|
|
|||
|
|
δ |
|
n |
|
|
|
|
|
|
1,541 |
|
|
|
|
|
|
Далее на основе табл. П7.1–П7.4 (приложение 7) были опре- |
|||||||||||||
делены величины K, В1, В2 и δ n |
(табл. 5.21), а также рассчитаны |
||||||||||||||
предупреждающие и критические границы регулирования. |
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 5 . 2 1 |
||
|
|
Коэффициенты для определения предупреждающих границ |
|||||||||||||
|
и границ регулирования для воспроизводственного процесса |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
K = 3 |
|
|
|
|
|
K = 4 |
|
|
|
В1 |
L0, L1 |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
В2 |
|
|
|
|
|
В2 |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1,25 |
1,5 |
1,75 |
2,0 |
|
1,0 |
|
1,25 |
1,5 |
1,75 |
2,0 |
|
3,00 |
|
L0 |
|
– |
620,1 |
711,0 |
734,6 |
|
– |
|
624,1 |
730,9 |
738,3 |
739,4 |
|
|
|
L1 |
|
– |
7,2 |
8,9 |
10,6 |
|
– |
|
7,8 |
9,4 |
10,9 |
11,3 |
|
3,25 |
|
L0 |
|
618,6 |
1176,0 |
1567,8 |
– |
|
904,0 |
|
1454,7 |
– |
– |
– |
|
|
|
L1 |
|
6,5 |
8,5 |
11,3 |
– |
|
7,4 |
|
9,5 |
– |
– |
– |
|
Таким образом, в результате расчётов обозначилось несколько планов статистического управления процессом, удовлетворяющих установленным требованиям. Поэтому из них необходимо выбрать план, обеспечивающий максимум отношения L0 / L1 (табл. 5.22).
Значение отношения L0 / L1 высокое (больше 40) для нескольких планов, следовательно, необходимо выбрать вариант с наименьшим значением L1, то есть:
186
Таблица 5 . 2 2
Сценарии управления воспроизводственным процессом
|
|
|
K = 3 |
|
|
|
K = 4 |
|
|
||
B1 |
L0/L1 |
|
B2 |
|
|
|
|
B2 |
|
|
|
|
|
1,25 |
1,5 |
1,75 |
2,0 |
1,0 |
1,25 |
|
1,5 |
1,75 |
2,0 |
3,00 |
L0/L1 |
– |
86,13 |
79,89 |
69,30 |
– |
80,01 |
|
77,76 |
67,73 |
65,43 |
3,25 |
L0/L1 |
95,17 |
138,35 |
138,74 |
– |
122,16 |
153,13 |
|
– |
– |
– |
К = 3; В1 = 3,25; В2 = 1,25.
Границырегулированияопределяютсяследующимизначениями:
A+ = 1,618 + 3,25 0,7791 = 4,15;
A− = 1,618 − 3,25 0,7791 = −0,914,
где А – граница регулирования; B1 – коэффициент, определяющий расположениеграницрегулирования(приложение7); n – объём выборки.
Для предупреждающих границ:
W+ = 1,618 + 1,25 0,7791 = 2,592;
W− = 1,618 − 1,25 0,7791 = 0,644.
Отразим на рис. 5.42 полученные данные воспроизводственного процесса аграрной экономики.
Таким образом, все точки находятся внутри границ регулирования A, но не все из них попадают в область с границами W. Поскольку число точек, не попадающих в предупредительные границы регулирования W, больше трёх (критерий K = 3), то этот факт свиде-
187
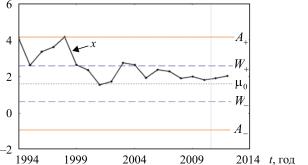
Рис. 5.42. Модифицированная контрольная карта Шухарта для воспроизводственного процесса аграрной экономики РФ
тельствует о необходимости принятия определённых корректирующих мер по стабилизации воспроизводственного процесса в аграрной экономике страны.
5.12.ПОСТРОЕНИЕ КОНТРОЛЬНЫХ КАРТ
ВПРОГРАММЕ «STATISTICA 8»
5.12.1.Контрольные карты для регулирования по количественному признаку
5.12.1.1. Метод медиан и индивидуальных значений
Сформируем исходные данные в программе «STATISTICA 8» (рис. 5.43).
Найдем медиану x в каждой выборке, для этого в меню «Statistics» выберем пункт «Basic Statistics/Tables» (рис. 5.44).
В появившемся окне выбираем пункт «Descriptive Statistics» (рис. 5.45).
Далее (после нажатия кнопки «OK») появляется окно (рис. 5.46), содержащее несколько вкладок, в которых задается переменная (дискретныйряд) ипроизводитсярасчёт всехнеобходимыхпараметров.
188
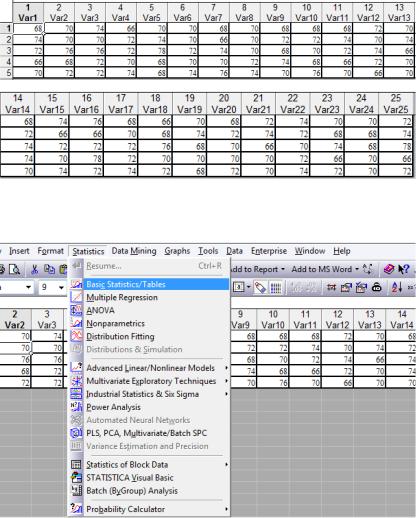
Рис. 5.43. Исходные данные
Рис. 5.44. Меню «Statistics»
189
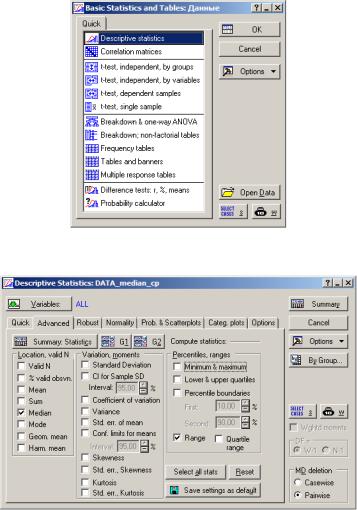
Рис. 5.45. Окно выбора «Basic Statistics and Tables»
Рис. 5.46. Выбор величин для расчёта
Выбрав на вкладке «Advanced» необходимые расчётные параметры и нажав кнопку «Summary», получим соответствующие результаты (рис. 5.47). В нашем случае это медиана – x (Median) и размах – R (Range).
190