

Статистические исследования контроля качества в автоматизированных
..pdfРис. 5.79. Контрольная карта c
Вывод: все точки находятся внутри границ регулирования, следовательно, технологический процесс находится в стабильном состоянии.
5.12.2.5. Контрольная карта «u»
Исходные данные для контрольной карты u представлены на рис. 5.80.
При этом найдем ui по формуле
ui = u . n
Полученные данные сведём в таблицу (рис. 5.80).
Найдем u по формуле
u = ui ; k
u = 1,15.
211
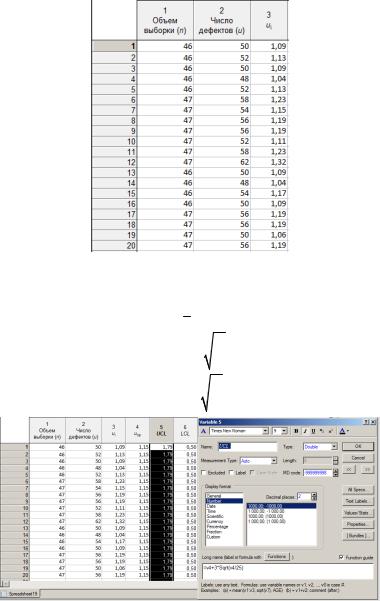
Рис. 5.80. Исходные данные и расчёт параметра ui
Вычислим координаты границ регулирования (рис. 5.81):
– центральная линия CL = u ;
– верхняя граница UCL = |
|
|
+ 3 |
|
|
|
u |
|
= 1,79 ; |
||||
u |
|||||||||||||
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
n |
||||||
|
|
|
|
|
|
= 0,5 . |
|||||||
– нижняя граница LCL = |
|
|
− 3 |
u |
|||||||||
u |
|||||||||||||
|
|
|
|
|
|||||||||
|
|
|
|
|
n |
||||||||
Рис. 5.81. Расчёт параметров контрольной карты u
212

Согласно полученным данным построим контрольную карту
(рис. 5.82).
Рис. 5.82. Контрольная карта u
Вывод: все точки находятся внутри границ регулирования, следовательно, технологический процесс находится в стабильном состоянии.
5.12.2.6. Модифицированная контрольная карта Шухарта
Исходные данные для модифицированной контрольной карты Шухарта представлены на рис. 5.83.
Кроме того, известны следующие параметры:
–среднее значение: T0 = 61 581;
–верхняя граница: T0 верх = 63 114;
–нижняя граница: T0 ниж = 60 048;
–максимальный нежелательный уровень: hнеж.ур = 4553,4;
–стандартное отклонение: σ = 2713,8;
213
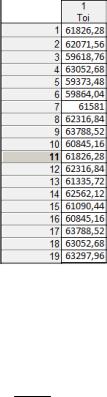
Рис. 5.83. Исходные данные
–объём выборки: n = 5;
–средние длины выборок: L0 (≥ 350) и L1 (< 15).
Для двухстороннего критерия находим q1 по формуле
q1 = hнеж. ур ; q1 = 0,07;
Т0
1 – q1 = 1 – 0,07 = 0,93.
Тогда квантиль стандартного нормального закона распределения (приложение 8)
z1− q = 1,471.
Вычислим μ1 и μ−1 по формулам:
μ1 = Tв − σ z1−q1 ;
μ−1 = Tн + σ z1−q1 ;
214
μ1 = −59122,00;
μ−1 = 64 040,00.
Вслучае двухстороннего критерия должно выполняться ра-
венство
|
μ − T |
|
|
|
T − μ |
|
|
|
|
|
|
|
|
||||
|
1 н |
|
= |
|
в −1 |
|
|
. |
|
|
|
|
|||||
|
σ |
|
|
|
|
|
||
|
|
|
|
σ |
||||
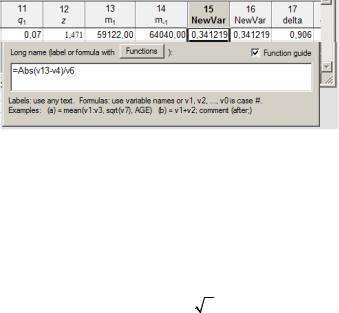
При расчёте в программе «STATISTICA 8» это равенство подтверждается путём присвоения колонкам 15 и 16 соответствующих значений (рис. 5.84).
Рис. 5.84. Проверка выполнения равенства для двустороннего критерия
Рассчитываем δ по формуле
δ = |
|
|
μ1 − μ0 |
|
|
= |
|
|
μ0 − μ−1 |
|
|
; |
|
|
|
|
|
|
|
||||||||
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
σ |
σ |
|
|
|
||||||
|
|
|
δ = 0,906. |
|
|
|
|
||||||
Находим значение выражения δ |
n = 2,026. |
||||||||||||
На основе табл. П5.1–П5.4 (приложение 5) выбираем значения B1, B2 и K, учитывая, что L1 < 15, а L0 ≥ 350 (рис. 5.85). Фрагмент таблицы представлен в табл. 5.25.
215

Таблица 5 . 2 5
Фрагмент таблицы выбора В1, В2, К
Варианты |
В1 |
В2 |
K |
L0 |
L |
|
1 |
2 |
3 |
4 |
5 |
||
|
||||||
1 |
3 |
2 |
2 |
556 |
4,1 |
|
2 |
3 |
1,25 |
3 |
442,5 |
3,6 |
|
3 |
3 |
1 |
4 |
535,4 |
4 |
|
4 |
3,25 |
1,75 |
2 |
481,5 |
3,7 |
|
5 |
3,25 |
1 |
3 |
448,7 |
3,5 |
Рис. 5.85. Выборка значений B1, B2 и K
Установленные данные приводят к неоднозначности плана контроля (получилось 5 вариантов). Согласно ГОСТ Р 50779.41-96 (ИСО 7873-93), учитывая отношение L0 / L1 > 40, выбираем план с минимальным L1, то есть вариант № 5:
B1 = 3,25; B2 = 1; K = 3; L0 = 448,7; L1 = 3,5
Вычисляем значения предупреждающих границ по формулам:
UCL |
= μ |
0 |
+ B2 |
σ |
; |
пр |
|
|
n |
|
|
|
|
|
|
|
|
LCL |
= μ |
0 |
− B2 |
σ |
; |
пр |
|
|
n |
|
|
|
|
|
|
|
|
UCLпр = 62 794,65; |
|
||||
LCLпр = 60 367,35. |
|
||||
216
Вычисляем значения границ регулирования по формулам:
UCLр = μ0 |
+ B1 σ |
; |
|
|
n |
LCLр = μ0 |
− B1 σ |
; |
|
|
n |
UCLр = 65 525,36;
LCLр = 57 636,64.
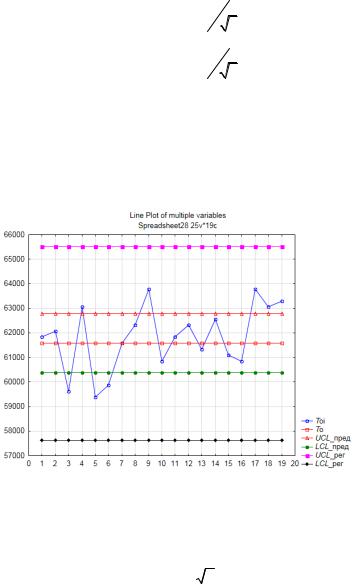
Согласно полученным данным построим контрольную карту
(рис. 5.86).
Рис. 5.86. Модифицированная контрольная карта Шухарта
Найдем ARL для данной контрольной карты. Для этого рассчитаем вероятности p и q по формулам:
p = B2 − δ n;
217

q = (B1 − δ n) − (B2 − δ n);
p = –1,03;
q = 2,25.
Значение ARL вычисляют по формуле
ARL = |
1− qK |
|
|
; |
|
1− p − q + pqK |
||
ARL = 0,87.
Вывод: все точки находятся внутри границ регулирования, следовательно, технологический процесс в целом находится в стабильном состоянии, однако имеется ряд последовательных точек (три точки, критерий K = 3), выходящих за пределы предупреждающих границ. Это свидетельствует о необходимости проведения предупредительных мероприятий (наладка или корректировка технологических процессов), направленных на стабилизацию контролируемого технологического процесса в будущем.
218
6. ДВА ПОДХОДА К КОНТРОЛЮ ЗА КАЧЕСТВОМ ПРОДУКЦИИ
Стабильность протекания технологических процессов зависит от различных факторов, среди которых трудно определить те, которые оказывают влияние на качество продукции. Поэтому важна роль всех видов контроля готовой продукции для предотвращения появления брака. В контроле качества можно выделить два подхода.
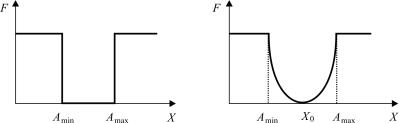
Первый подход основывается на методе Ф.У. Тейлора, согласно которому вся продукция является качественной, если значения каждого параметра находятся внутри заданного поля допуска. Иллюстрация этого подхода показана на рис. 6.1. Для контроля геометрических размеров достаточно использовать простые технические средства – калибры.
Второй подход основывается на методе Г. Тагучи и связан с появлением координатно-измерительных машин, сложных инфор- мационно-измерительных комплексов, включающих ЭВМ. В основе метода лежит оценка качества по отклонению размера от середины поля допуска (рис. 6.2).
Рис. 6.1. Функцияпотери |
Рис. 6.2. Функцияпотери |
качествапоТейлору |
качествапоТагучи |
219

Потеря качества оценивается квадратичной функцией:
F = (xi |
− |
Amax + Amin |
)2 |
, |
|
||||
|
2 |
|
|
|
где Аmax, Amin – поле допуска на параметр; xi – значение измеряемого параметра.
Величина отклонения параметра от середины поля допуска характеризует и величину потери качества.
Используя приведенную формулу определения величины потери качества, можно оценить качество труда исполнителя:
F = |
2 |
(xi |
− |
Amax + Amin |
)2 |
, |
|
|
|||||
|
T |
2 |
|
|
||
где Т = Аmax – Аmin.
При F = 0 получаем наилучшее качество труда, а при F = 1 – наихудшее, но допустимое Условия работы детали или сборочной единицы позволяют задавать граничную величину отличного качества. При заданном F ≤ 0,25 значения параметра должны укладываться в центральной части допуска:
Аmin + T/4 … Аmax – T/4.
Всоответствии с методом Г. Тагучи на предприятиях Японии
внаиболее ответственных случаях для обеспечения высокого каче-
ства продукции устанавливается требование Т/σТ ≥ 13. Это требование экономически обосновывается тем, что нет необходимости загружать продукцию в производственные мощности для ремонта.
Вметоде Ф.У. Тейлора уровень качества выпускаемой продукции оценивается по числу дефектных единиц на определенный объём продукции. Для производителей электронных компонентов в промышленности Японии «приемлемый уровень качества» принимается
вколичестве 10 дефектных единиц на 1 млн элементов, а соответст-
вующий показатель в США – от 50 до 500 дефектных единиц на 1 млн элементов. Для подтверждения этих требований необходимо дополнительное оценивание с помощью выборочного контроля.
220