

500 × 50 × 305 – Размеры круга (мм); 35 м/с – допустимая окружная скорость
Маркировка других абразивных инструментов имеет характерные особенности и расшифровка их маркировки возможна только с использованием справочных данных и стандартов.
8.3. Основные схемы шлифования
По характеру обрабатываемых поверхностей технологические схемы шлифования можно разделить на три основных вида:
1) Круглое шлифование - обработка наружных и внутренних поверхностей вращения;
2) Плоское шлифование - обработка плоских поверхностей;
3) Профильное шлифование - обработка сложных фасонных поверхностей.
● Круглое шлифование
К процессам круглого шлифования относится обработка поверхностей вращения: цилиндрических, конических и фасонных, гладких и ступенчатых, наружных и внутренних, сквозных и глухих.
П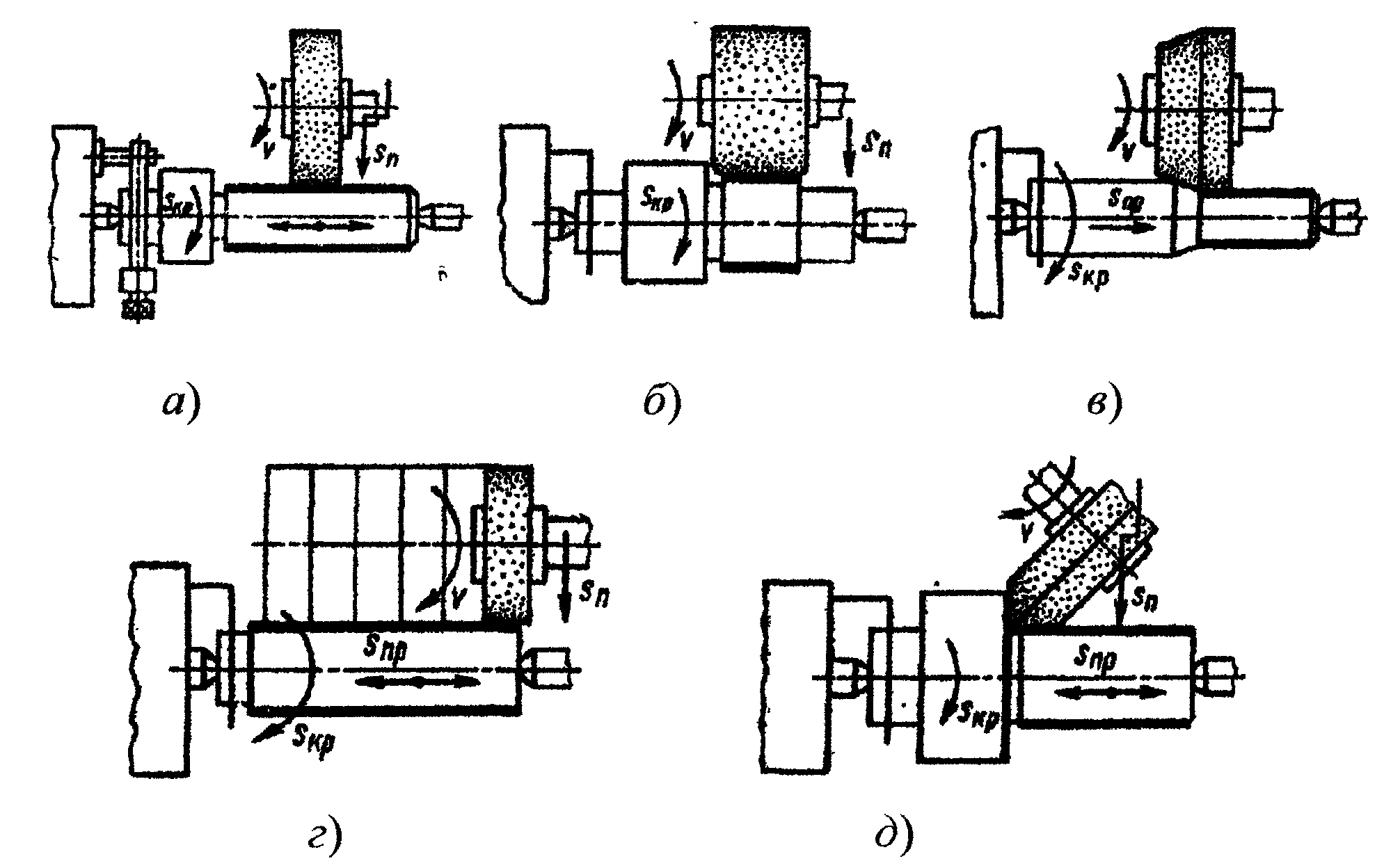 ри
круглом
шлифовании обрабатываемая деталь всегда
вращается вокруг своей оси (рис. 8.2).
ри
круглом
шлифовании обрабатываемая деталь всегда
вращается вокруг своей оси (рис. 8.2).
Рис. 8.2. Схемы круглого наружного шлифования
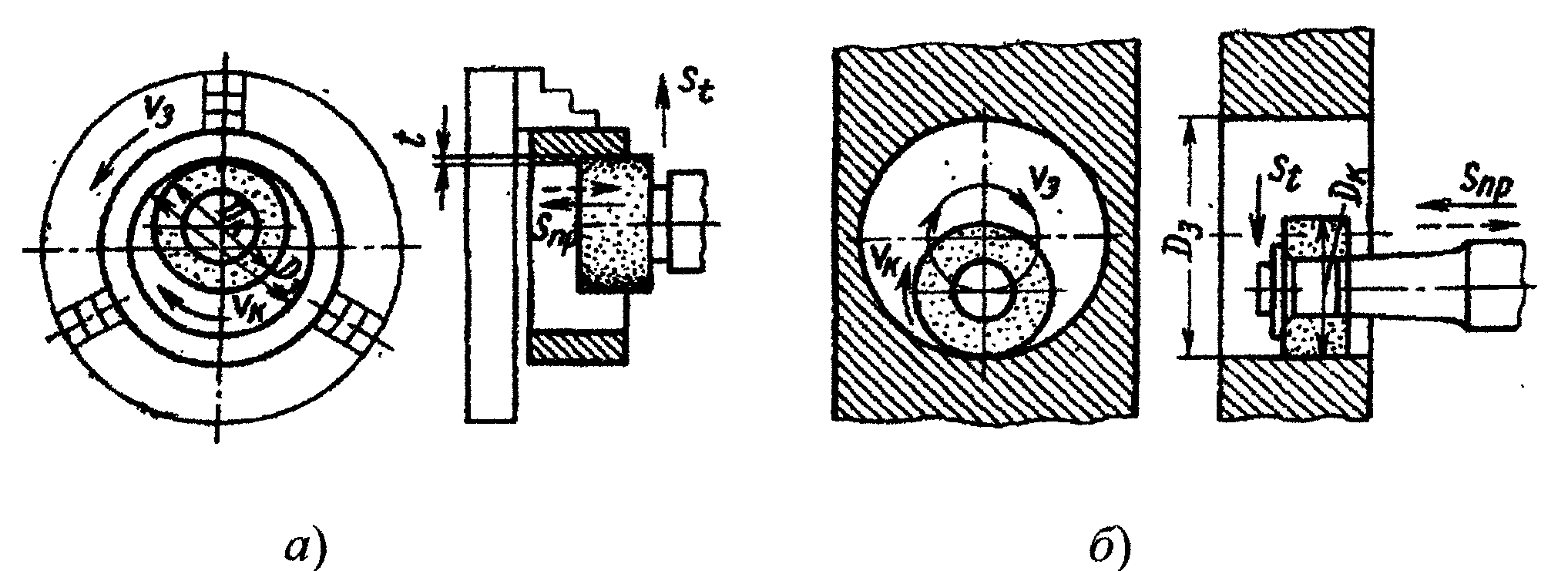
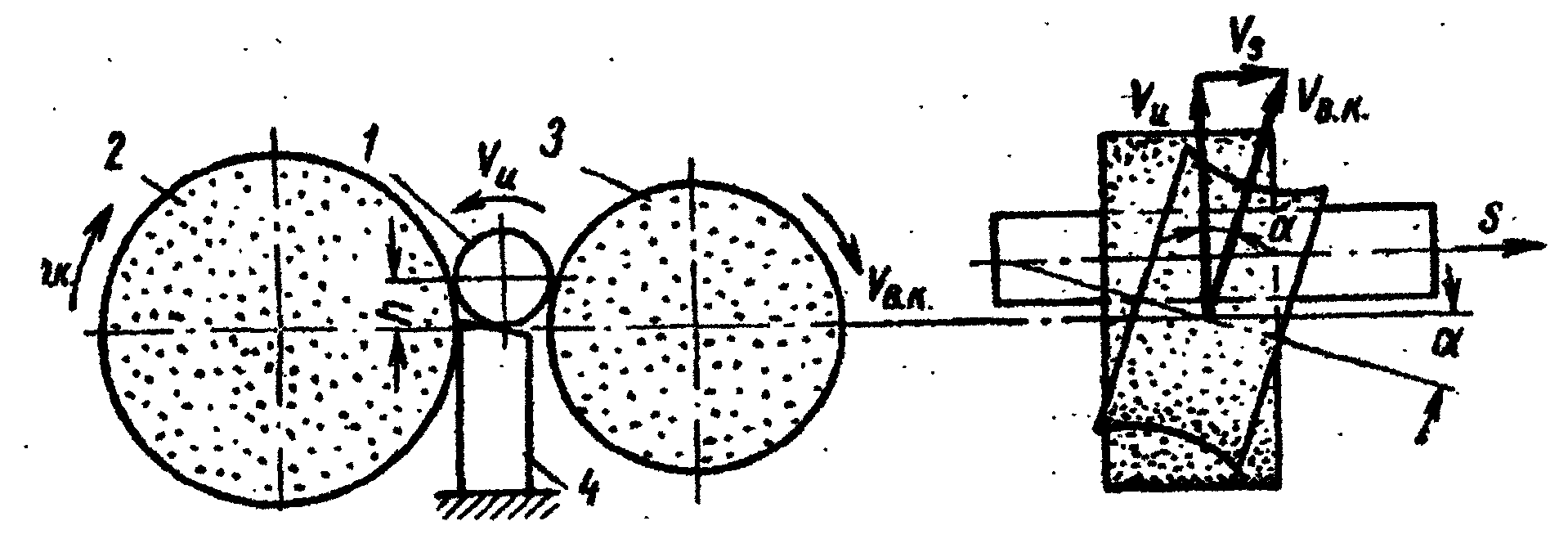
Рис.8.3. Схемы круглого внутреннего шлифования.
Рис. 8.3. Схема круглого бесцентрового шлифования
В зависимости от способа крепления заготовки и вида обрабатываемой поверхности круглое шлифование может быть различным.
а) Наружное шлифование в центрах или патроне:
- периферией круга с продольной подачей (рис. 8.2, а);
- врезное, только с поперечной подачей (рис. 8.2, б);
- глубинное, только с продольной подачей (рис. 8.2, в);
- шлифование уступами (рис. 8.2, г): сначала врезное, а затем с продольной подачей;
- одновременное шлифование цилиндрической и торцевой поверхностей (рис.8.2, д).
б) Внутреннее шлифование:
- заготовка закреплена в патроне (рис. 8.3, а);
- планетарное шлифование громоздких деталей (рис. 8.3, 6).
в) Бесцентровое шлифование (рис. 8.4).
● Плоское шлифование
Р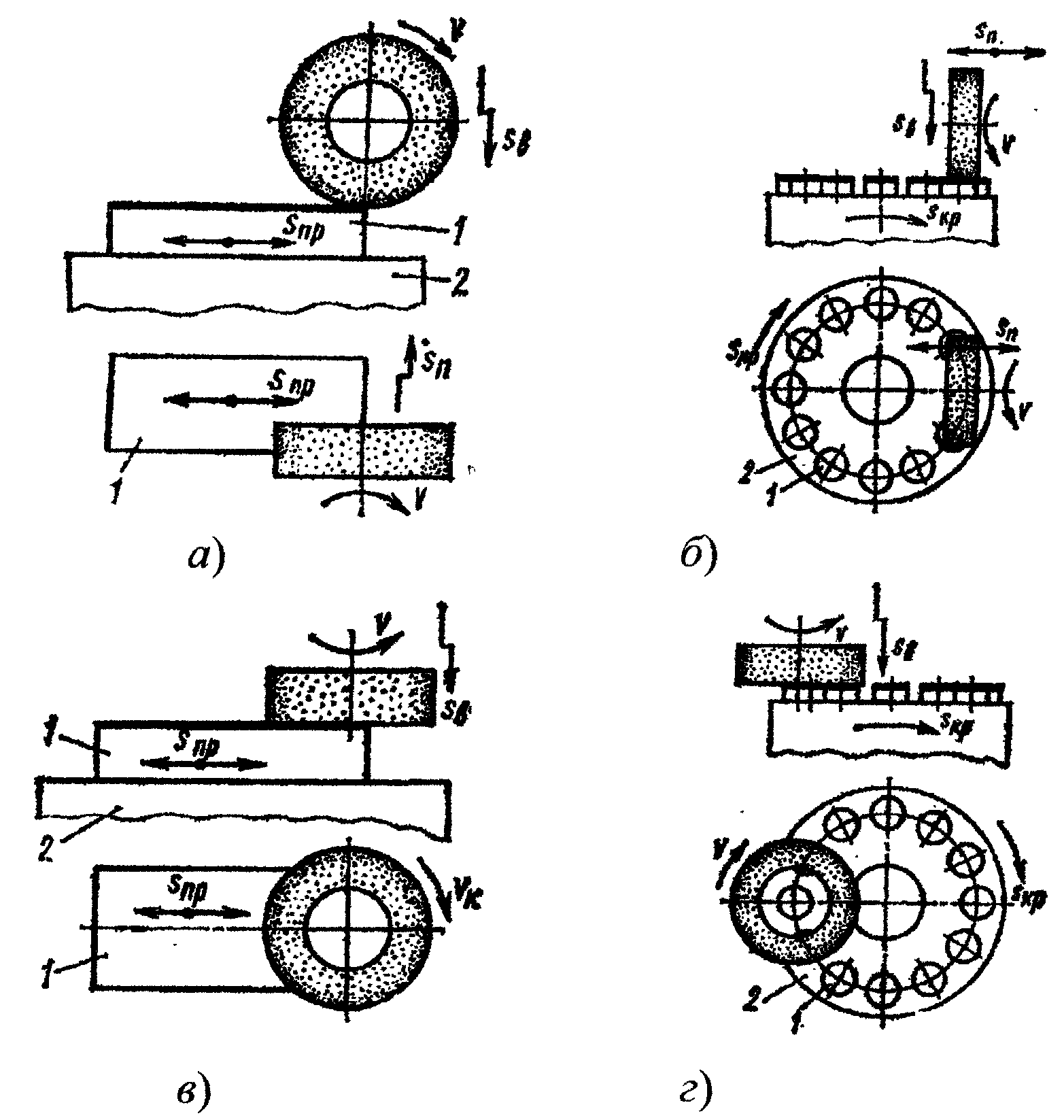 азличают
две схемы плоского
шлифования
(рис. 8.4).
азличают
две схемы плоского
шлифования
(рис. 8.4).
Рис. 8.4. Схемы плоского шлифования
а) Периферией круга:
с продольной и круговой подачами стола (рис. 8.5, а, б);
б) Торцом круга:
с продольной и круговой подачами стола (рис. 8.5, в, г);
● Профильное шлифование
К процессам профильного шлифования относятся: обработка резьб и зубчатых колес, шлифование сфер и сложных фасонных поверхностей с перемещением детали или круга по копиру, кулачку или шаблону.
Основными схемами профильного шлифования являются:
а) Резьбошлифование: однониточное и многониточное.
б) Зубошлифование:
- фасонным кругом;
- одним или двумя тарельчатыми кругами;
- абразивным червяком.
в) Шлифование сфер: периферией и торцом круга.
г) Шлифование сложных фасонных поверхностей.
д) Ленточное шлифование.
8.4. Шлифовальные станки
Шлифовальные и заточные станки относятся по классификатору ЭНИМС к третьей группе, в которую входят такие основные типы станков, как: кругло-, внутри-, плоско-, бесцентрово- и обдирочношлифовальные, заточные и другие специализированные и специальные шлифовальные станки (резьбо-, зубо-, шлице-, сферо-, ленточношлифовальные и др.).
Каждый тип станка имеет свои конструктивные особенности, однако, общим признаком служит то, что главным движением является вращение шлифовального круга, а движения подачи придают детали, столу или шпиндельной бабке с кругом.