

3. Производственный цикл: структура и длительность.
Произв.цикл – отн-но самост-я часть произв.процесса или весь процесс, связ-й с изгот-ем изд-я или его компонентов (прост.произв.цикл – цикл изг-я детали; сложн.произв.цикл – цикл изг-я изделия).
Длит-ть произв.цикла – календ.период от запуска самой I компоненты изд-я до выхода ГП.
Стр-ра: произв.цикл состоит из t пр-ва и t перерывов.
Время пр-ва:
t рабочего технологич.цикла (t тех):
подгот.-заключит.t (время наладки/переналадки раб.места) t пз. Затрач-ся 1 раз на всю партию деталей, обраб-х на 1 раб.месте за смену и не зависит от числа дет. в партии.
t естеств.процессов (без уч-я труда; ест.сушка, отстой взвесей в жидкостях и т.д.) t ест.
Штучн.t (время вып-я опер-и) t шт
t вспом.цикла (t всп.):
t транспортировки (t тр)
t контр.опер-й (t к)
t склад.опер-й (t скл.)
Время перерывов:
t режимное (t реж) – обусловл.режимом труда
t межоперацион.пролежив-я:
t ожидания (t ож) – пролеживания, выжидания освобожд-я раб.места
t комплектации и залёжив-я на складах (t кс).
t всп.+ t пролеж-я = межоперац.t
t пз + t шт = Штучно-калькуляцион.t
Различают производственный цикл простого процесса (сост.из ряда опер-й, в основе операц.t) – цикл изготовления детали или заготовок сложного процесса (неск-ко координир.во t прост.процессов, в основе-цикловое t) - цикл изготовления изделия или сборочной единицы. Методики определения длительности производственного цикла для этих двух случаев разные. При простом процессе длительность производственного цикла складывается из операционного цикла и суммарного времени межоперационных перерывов: Тц = Тоц + Тмо. Операционный цикл выражается технологическим временем на партию предметов:
![]() где:
n
-
количество предметов в партии; K0
- число операций обработки по техпроцессу;
tj
-
штучно-калькуляционное (операционное)
время на j-ю
операцию. Суммарное время межоперационных
перерывов определяется по формуле:
где:
n
-
количество предметов в партии; K0
- число операций обработки по техпроцессу;
tj
-
штучно-калькуляционное (операционное)
время на j-ю
операцию. Суммарное время межоперационных
перерывов определяется по формуле:
![]() где
tмоj
-
норматив неперекрываемого межоперационного
времени. Таким образом, для партии
предметов длительность производственного
цикла выразится формулой (длит-ть цикла
прост.процесса):
где
tмоj
-
норматив неперекрываемого межоперационного
времени. Таким образом, для партии
предметов длительность производственного
цикла выразится формулой (длит-ть цикла
прост.процесса):

Длит-ть цикла сложн.процесса: i=1,2…Кпр(кол-во простых)

4. Организация производственных процессов во времени: виды организации движения материальных потоков, длительность производственного цикла.
Возможны три вида движения партии деталей по операциям процесса: последовательный, параллельный и параллельно-последовательный.
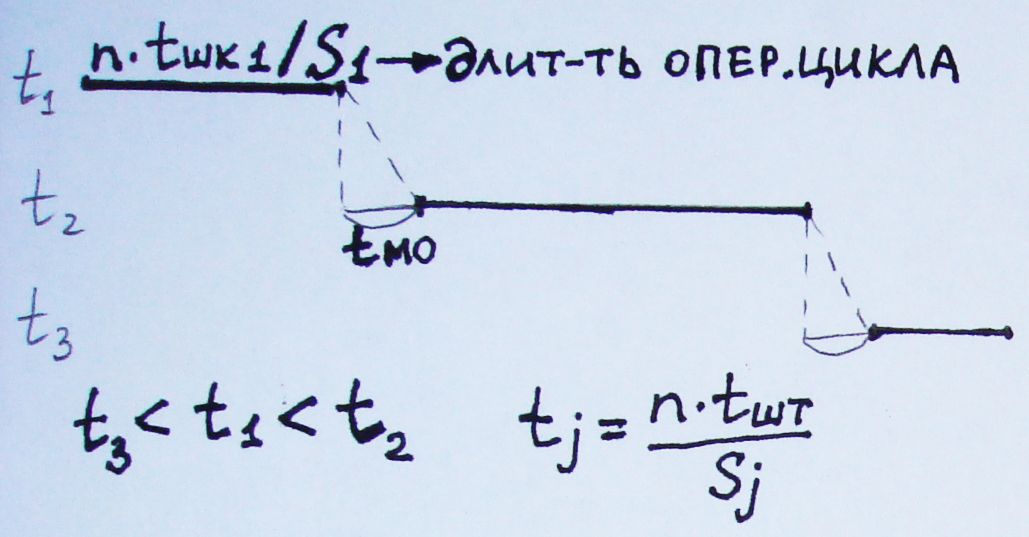
Пусть n-кол-во предметов в партии; j-число опер-й; tшк-операционное время; Sj-число раб.мест на опер-и; tмо-межопер.время.1. Послед.вид движения. Партия из n деталей целиком передается на последующую операцию после окончания ее обработки на предыдущей операции. Для производственного процесса, состоящего из K0 операций, длительность производственного цикла определяется суммой однооперационных циклов.

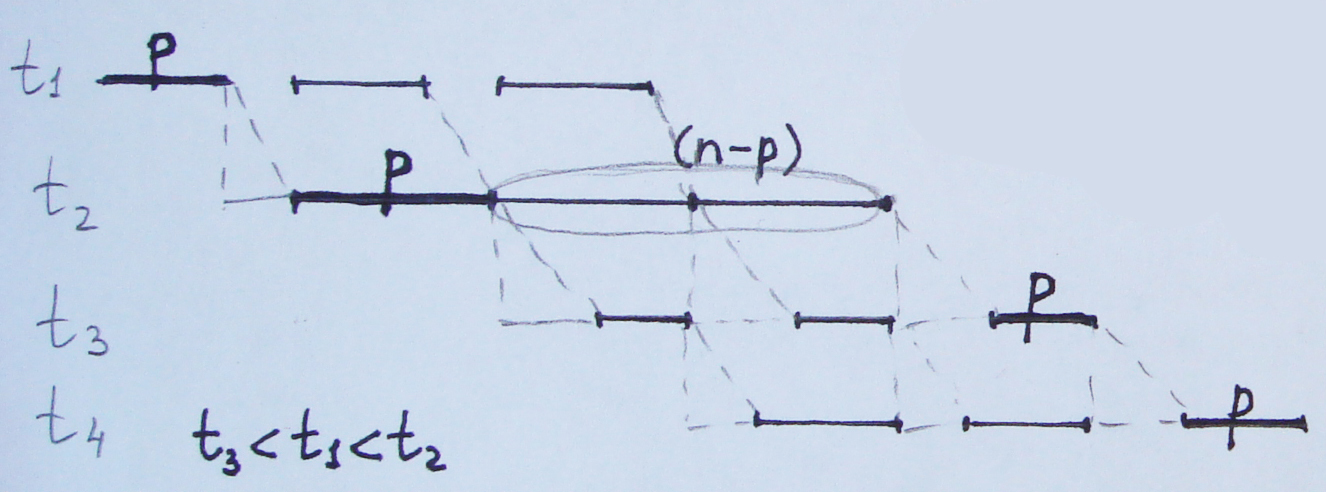
2. Параллельн.движ-е. Передача предметов с предыдущей операции на последующую осуществляется поштучно или частичными транспортными партиями p, кратными целой партии n. Усл-е: t1/S1=t2/S2=t3/S3=a – такт потока.
![]()
На графике выдел-ся наиб.потрудоемк-ти опер-я, называемая главной (t2).Длит-ть цикла склад-ся из 3 зон: 1) p предметов на опер-ях, предшеств.главной; 2) всей партии n на главной; 3) p предметов на опер-ях, следующих за главн.
Tц=p*t1+n*t2+p*t3+p*t4 (+tест+tмо)
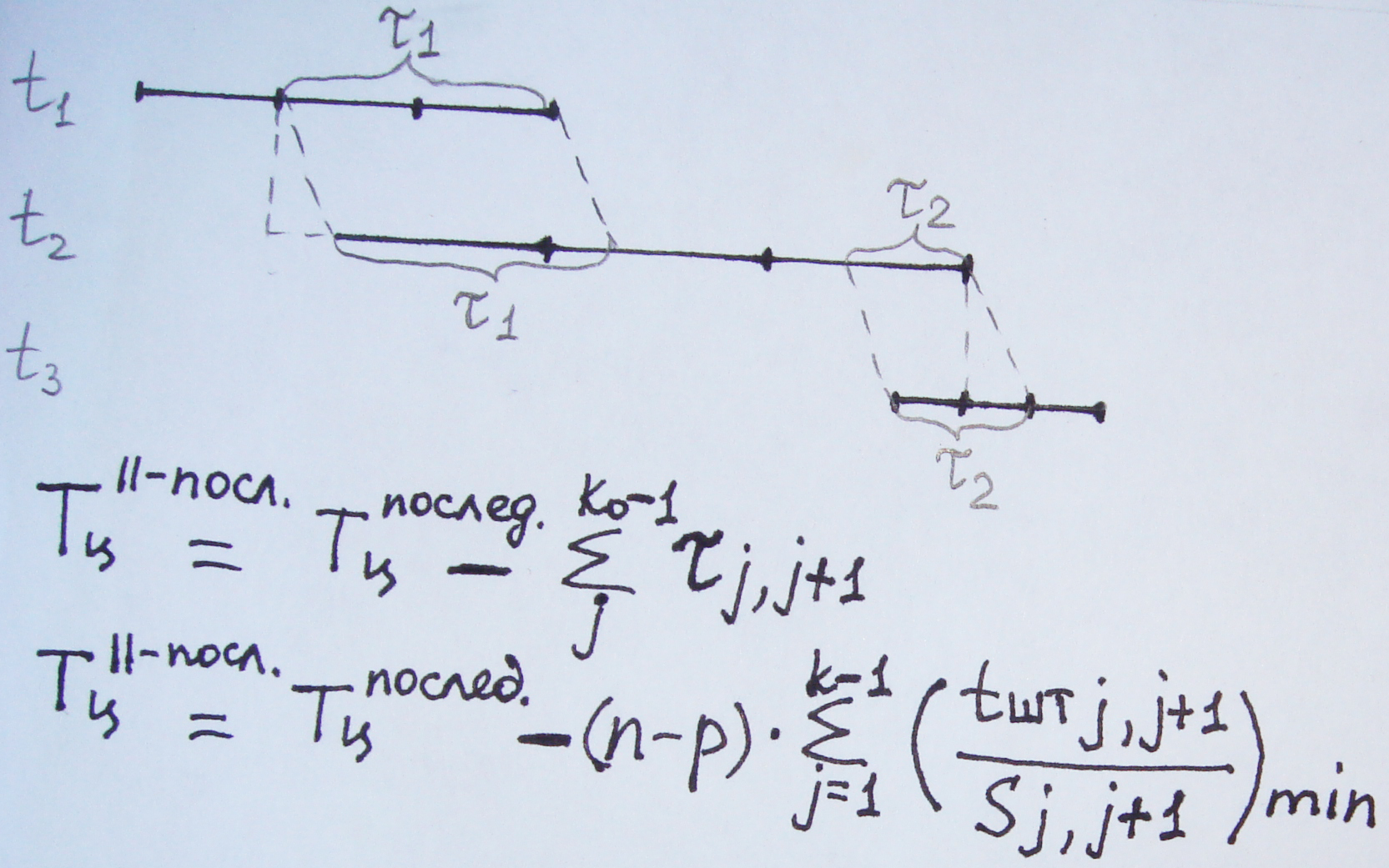
3. Параллельно-последоват. На кажд.опер-и вся партия n обрабат-ся непрерывно, как и при послед.виде движ-я, но на след.опер-ю перед-ся частично передаточн.партиями размера p (как при параллельн.движ-и). Происходит частичное совмещение времени выполнения смежных операционных циклов. Длительность технологического цикла будет соответственно меньше, чем при последовательном виде движения, на величину совмещения операционных циклов τ. Кол-во смежных опер-й на одну меньше, чем общ.число опер-й.
Сфера оценки |
Вид движ-я |
||
Послед. |
Параллельн. |
Парал.-послед. |
|
1) Преим-ва |
-отсут-е перерывов в изгот-и партии на кажд.опер-и; макс.загрузка раб.мест -управляемость,простота орг-ии |
-миним.длит-ть произв.цикла -непрер-ть обраб-ки и движ-я одной передаточн.партии |
-отсут-е перер.в изгот-и партии на кажд.опер-и;макс.загрузка раб.мест -коцентрир.перерывы, что даёт возм-ть доп.загрузки обор-я |
2) Недостатки |
-больш.длит-ть произв.цикла -больш.время пролеж-я (макс.V НЗП) |
-перерывы в загрузке отд.раб.мест(простои обор-я и рабочих) -трудность соблюд-я усл-й синхрониз-и движ-я в соот-и с тактом потока (если трудно-создаются запасы) |
-частичн.совмещ-е отд.опер-й -трудно спланир-ть и рассчитать
|
3) Обл-ть примен-я |
-мелкосер.пр-во с больш.ном-рой -единичн.пр-во |
-массов.и курпносер.пр-во -поточн.пр-во и непрерывно-поточн.линия |
Крупносер.пр-во с больш.числом трудоемк.опер-й и многопредметн.переменно-поточн.линии |