

Траектории 2D, 2.5D и 4D обработки (2D версия)
После того как были произведены предварительные построения, пользователь должен выбрать
опцию выбора материала по спирали  в автоменю электроэрозионной обработки. Далее технологпрограммист указывает необходимую штриховку на существующем чертеже, для которой необходимо создать траекторию обработки.
в автоменю электроэрозионной обработки. Далее технологпрограммист указывает необходимую штриховку на существующем чертеже, для которой необходимо создать траекторию обработки.
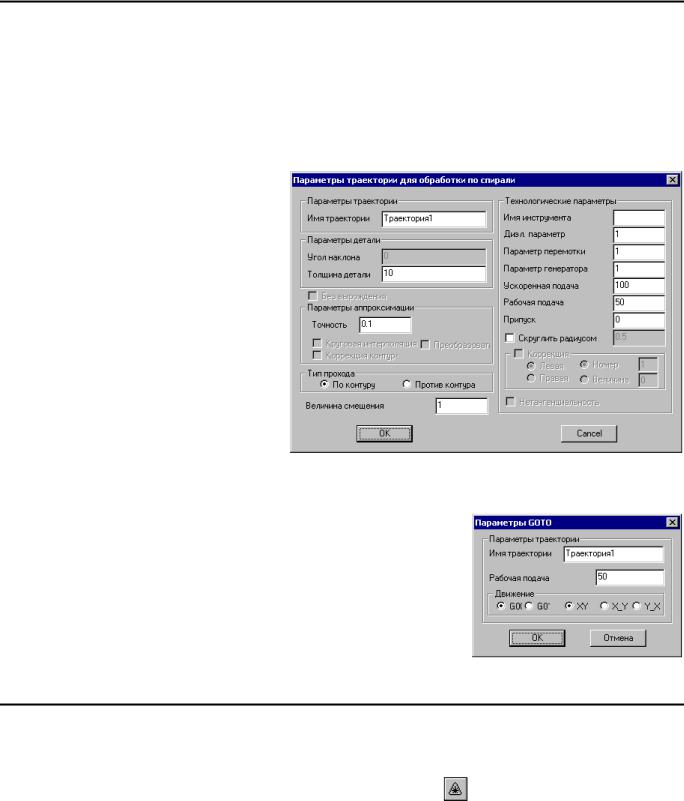
После выбора штриховки на экране компьютера появится окно «Параметры траектории». Набор параметров в основном совпадает с описанным ранее для одноконтурного резания. Ниже описаны лишь дополнительные параметры выбора материала по спирали.
Скруглить радиусом. Данный параметр позволяет вписать окружности заданного радиуса в местах не тангенциальных переходов (данная команда действует во всех видах электроэрозионной обработки).
Тип прохода: По контуру, Против контура. Изменяя тип прохода с обработки по контуру на обработку против контура, технолог-программист может менять обход спирали с обхода против часовой стрелки на обход по часовой стрелке.
Величина смещения. Данный параметр задаёт расстояние между проходами.
Перемещение в точку с заданными параметрами
Для перемещения в точку с заданными параметрами в электроэрозионной и лазерной обработках необходимо нажать
пиктограмму  . После нажатия система перейдёт в режим выбора точки (узла). После указания точки появится диалог параметров команды.
. После нажатия система перейдёт в режим выбора точки (узла). После указания точки появится диалог параметров команды.
В диалоге можно выбрать тип перемещения (ускоренный G00 или на рабочей подаче G01). Можно выбрать очерёдность перемещения по осям (сразу по двум осям или поочерёдно).
Лазерная обработка
Для разработки траектории и управляющей программы для лазерной обработки используется команда:
Клавиатура |
Текстовое меню |
Пиктограмма |
|
|
|
|
«ЧПУ|2D, 2.5D и 4D |
|
|
обработка|Лазерная обработка» |
|
После вызова команды в автоменю будут доступны следующие опции:
|
<P> |
Параметры траектории по умолчанию |
|
|
|
|
<T> |
Технологическая траектория |
|
|
|
|
<O> |
Одноконтурное резание |
|
|
|
|
<U> |
Угловое резание |
|
|
|
|
<D> |
Двухконтурное резание |
|
|
|
|
<R> |
Выбор штриховки для выборки металла по спирали |
|
|
|
|
<Q> |
Выбор точки для перемещения инструмента |
|
|
|
|
<S> |
Список траекторий обработки |
|
|
|
|
<Esc> |
Выйти из команды |
|
|
|
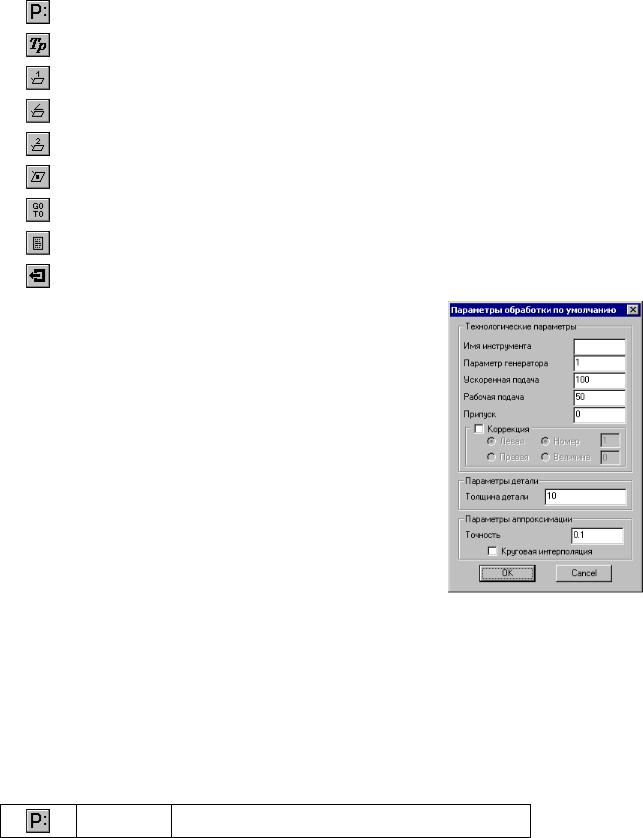
Опция  позволяет задать параметры по умолчанию для лазерной обработки. После вызова опции на экране появится диалоговое окно “Параметры обработки по умолчанию”. Установленные параметры будут действовать для всех вновь создаваемых траекторий. При создании конкретной траектории их можно будет отредактировать. Подробное описание всех параметров приведено ниже в разделе “Параметры траектории”.
позволяет задать параметры по умолчанию для лазерной обработки. После вызова опции на экране появится диалоговое окно “Параметры обработки по умолчанию”. Установленные параметры будут действовать для всех вновь создаваемых траекторий. При создании конкретной траектории их можно будет отредактировать. Подробное описание всех параметров приведено ниже в разделе “Параметры траектории”.
Опция  используется для создания технологической траектории. Данные траектории нужны, например, для задания дополнительных технологических команд в управляющей программе. Подробное описание процесса создания технологических траекторий для всех видов обработки приведено в главе “Технологические траектории”.
используется для создания технологической траектории. Данные траектории нужны, например, для задания дополнительных технологических команд в управляющей программе. Подробное описание процесса создания технологических траекторий для всех видов обработки приведено в главе “Технологические траектории”.
Создание траектории
После того как были внесены изменения в параметры обработки по умолчанию, пользователь должен выбрать один из трёх видов лазерной обработки:
-одноконтурное резание (2D обработка)  ;
;
-угловое резание (2.5D обработка)  ;
;
-двухконтурное резание (4D обработка)  .
.
При выборе любого из перечисленных типов лазерной обработки в автоменю будут доступны следующие опции:
<P> Параметры траектории по умолчанию

Траектории 2D, 2.5D и 4D обработки (2D версия)
<1> Выбрать штриховку
<2> Выбрать путь
<Esc> Выйти из команды
Далее, в зависимости от того, какой элемент пользователь желает обработать на существующем
чертеже, необходимо выбрать штриховку  или путь
или путь  . В случае использования углового резания технологу-программисту необходимо учесть следующее ограничение: все элементы в контуре должны иметь тангенциальные переходы, для корректного получения управляющей программы.
. В случае использования углового резания технологу-программисту необходимо учесть следующее ограничение: все элементы в контуре должны иметь тангенциальные переходы, для корректного получения управляющей программы.
После выбора штриховки или пути (для одноконтурного или углового резания) на экране появится диалоговое окно параметров траектории, которые пользователь может изменить на своё усмотрение (подробное описание доступных параметров приведено ниже).
В случае двухконтурного резания есть ряд нюансов:
-при двухконтурном резании для нижнего и для верхнего контура, которые составляют деталь, должны присутствовать только одинаковые элементы чертежа, то есть верхний и нижний контур должен быть или элементом «штриховка» или элементом «путь». Сочетание двух этих элементов не допускается;
-геометрическая форма верхнего и нижнего контуров должна отличаться, в противном случае пользователь получит то же самое одноконтурное резание;
-для успешного и корректного расчёта траектории обработки, пользователь сначала должен указать нижний контур (основание детали), а затем верхний контур;
-окно с параметрами двухконтурной траектории обработки появится только после задания двух контуров.
Параметры траектории
Вид диалогового окна параметров траектории совпадает для всех видов резания. Рассмотрим его на примере параметров траектории одноконтурного резания.

Имя траектории. По умолчанию система предлагает «Траектория 1»;
Параметры детали: Толщина детали и Угол наклона лазера
(данный параметр доступен только при угловом резании);
Технологические параметры:
Имя инструмента.
Пользователь может задать конкретное имя инструмента, применяемое на станке, если таковое имеется;
Параметр генератора.
Задаётся конкретным цифровым значением (смотри помощь внутри системы);
Ускоренная подача задаётся конкретным цифровым значением с размерностью поддерживаемой стойкой ЧПУ и системой управления (размерность в параметрах не указывается);
Рабочая подача задаётся конкретным цифровым значением с размерностью поддерживаемой стойкой ЧПУ и системой управления (размерность в параметрах не указывается);
Припуск. Данный параметр задаёт величину припуска – расстояние между исходным и эквидистантным контурами;
Скруглить радиусом. Данный параметр позволяет вписать окружности заданного радиуса в местах не тангенциальных переходов.
Группа параметров “Коррекция” задаёт:
Левая коррекция. Отступ от исходного контура влево по направлению движения; Правая коррекция. Отступ от исходного контура вправо по направлению движения;
Номер. Для одного из вида коррекции задаётся её номер из таблицы, приведённой на станке;
Величина. Для одного из видов коррекции задаётся величина отступа от исходного контура с учётом того, что положительная величина отступа откладывается вправо по направлению движения, если контур направлен против часовой стрелки;
Нетангенциальность. Установка данного параметра задаёт удаление тангенциальных переходов (соединение элементов контура по касательной) в траектории, созданной эквидистантным отступом от исходного контура (при использовании припуска на контур или коррекции на радиус инструмента по величине).
Без вырождения. Данный параметр отвечает за восстановление вырождающихся элементов траектории, созданной эквидистантным отступом от исходного контура (при использовании припуска на контур или коррекции на радиус инструмента по величине).
Параметры аппроксимации:
Точность аппроксимации задаётся конкретным цифровым значением с размерностью, поддерживаемой стойкой ЧПУ и системой управления (размерность в параметрах не указывается);
Круговая интерполяция. В случае наличия в обрабатываемом контуре окружностей, дуг, сплайнов, других геометрических элементов, имеющих похожую с вышеуказанными форму, установка данного параметра позволит получить корректную управляющую программу;