

Специализированные возможности генератора постпроцессоров
в) точка и дробная часть числа пишутся только в том случае, если они действительно присутствуют (при этом берётся максимальная точность);
г) само входное число остаётся неизменным, так как умножается на 1.
Такая форма записи числовых параметров управляющей программы поддерживаются всеми современными стойками. Приведём фрагмент управляющей программы при такой настройке:
N5T10
N400G00X10Y15.758
N405G01Z-26.1
N410G01X10.129Y18.02
Примеры описания макросов и их влияние на запись управляющей программы
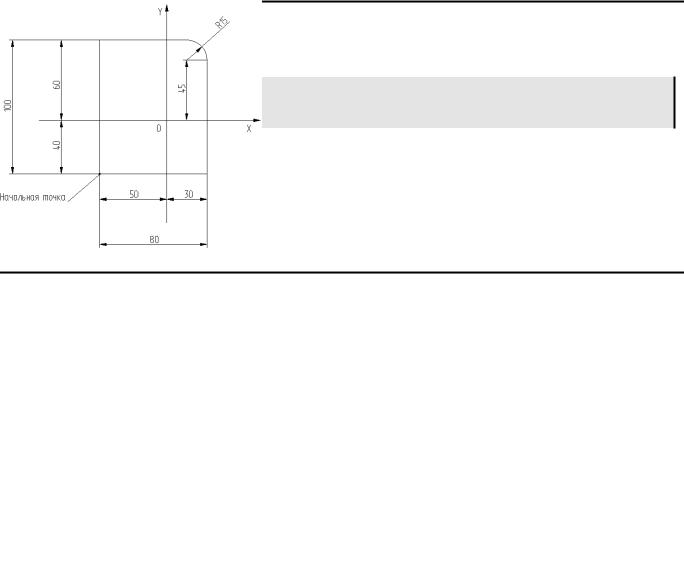
Для примера рассмотрим следующую задачу описания контура обработки.
Контур необходимо обойти инструментом из начальной точки (-50, -40) по часовой стрелке.
Пример 1. Управляющая программа, полученная по умолчанию:
N20G00X-50Y-40
N25G01X-50Y60
N30G01X15Y60
N35G02X30Y45I15J45
N45G01X30Y-40
N50G01X-50Y-40
Пример 2. Управляющая программа, полученная со следующими настройками макросов:
а) в строке “Обозначение кадра” – N%3i1;
б) в строке “Обозначение оси X” – X%+4:2f10; в) в строке “Обозначение оси Y” – Y%+4:2f10;
г) в строке “Обозначение оси I” – I%+4:2f10;
д) в строке “Обозначение оси J” – J%+4:2f10 и имеет следующий вид:
N020G00X-500.00Y-400.00
N025G01X-500.00Y+600.00
N030G01X+150.00Y+600.00
N035G02X+300.00Y+450.00I+150.00J+450.00
N045G01X+300.00Y-400.00
N050G01X-500.00Y-400.00
Пример 3. Управляющая программа, полученная со следующими настройками макросов: а) в строке “Обозначение кадра” – N%3i1;
б) в строке “Обозначение оси X” – X%+i100; в) в строке “Обозначение оси Y” – Y%+i100;
г) в строке “Обозначение оси I” – I%+i100;
д) в строке “Обозначение оси J” – J%+i100 и имеет следующий вид:
N020G00X-5000Y-4000
N025G01X-5000Y+6000
N030G01X+1500Y+6000
N035G02X+3000Y+4500I+1500J+4500
N045G01X+3000Y-4000
N050G01X-5000Y-4000