

Траектории 3D, 4D и 5D обработки (3D версия)
После этого траектория будет предварительно рассчитана и построена на экране дисплея. Для того,
чтобы добавить созданные траектории в документ, надо нажать пиктограмму  в автоменю. Если пользователь указал не те параметры обработки или не тот элемент для обработки, он может удалить
в автоменю. Если пользователь указал не те параметры обработки или не тот элемент для обработки, он может удалить
последнюю созданную траекторию нажатием пиктограммы  в автоменю. Если изначально был выбран не тот тип обработки, то выйти из него с отменой всех действий можно, нажав пиктограмму
в автоменю. Если изначально был выбран не тот тип обработки, то выйти из него с отменой всех действий можно, нажав пиктограмму
 .
.
После всех изменений, внесённых в параметры обработки, технологу-программисту достаточно нажать кнопку [OK], чтобы сохранить траекторию в файл, содержащий готовый чертёж обрабатываемой детали.
Рассчитанная траектория будет добавлена в специальный список траекторий (опция  ).
).
Сверление 5D
Для разработки траектории и управляющей программы для 5D сверления используется команда:
Клавиатура |
Текстовое меню |
Пиктограмма |
|
|
|
|
«ЧПУ 3D|3D и 5D |
|
|
обработка|Сверление 5D» |
|
После вызова команды в автоменю будут доступны следующие опции:
|
<Y> |
Закончить ввод |
|
|
|
|
|
|
<P> |
Задать параметры элемента |
|
|
|
|
|
|
<I> |
Игнорировать выбор последнего элемента |
|
|
|
|
|
|
<Esc> |
Прервать действие |
|
|
|
|
|
|
<Z> |
Выбор элемента по имени |
|
|
|
|
|
|
<X> |
Выйти из команды |
|
|
|
|
|
|
<K> |
Сверление 5D |
|
|
|
|
|
|
<L> |
Список траекторий |
|
|
|
|
|
При выборе опции |
необходимо сразу же указать относительную систему координат, |
||
построенную на оси обрабатываемого отверстия. Для этого используется опция  (нажата по умолчанию). После указания системы координат необходимо закончить ввод клавишей <Y> или
(нажата по умолчанию). После указания системы координат необходимо закончить ввод клавишей <Y> или
кнопкой  . В результате на экране появится окно параметров траектории обработки.
. В результате на экране появится окно параметров траектории обработки.
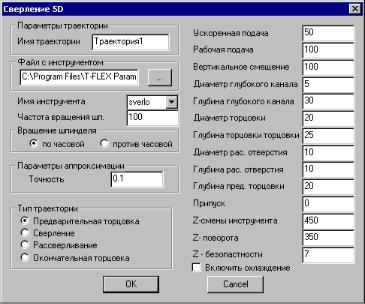
Параметры сверления 5D
Имя траектории. По умолчанию система предлагает «Траектория 1»;
Файл с инструментом. Пользователь выбирает файл, содержащий информацию о применяемом инструменте, который был заранее спроектирован с использованием «Редактора инструмента»;
Имя инструмента. Пользователь может задать конкретное имя инструмента, применяемого на станке, из списка, находящегося в файле с инструментом;
Частота вращения шпинделя; Направление вращения шпинделя - по часовой стрелке или против; Тип траектории.
Предварительная торцовка. Предназначено для торцевания площадки под центровку отверстия; Сверление. Предназначено для центровки и сверления отверстия.
Рассверливание. Предназначено для рассверливания отверстия.
Окончательная торцовка.
Предназначено для торцовки дна отверстия.
Ускоренная подача задаётся конкретным цифровым значением с размерностью поддерживаемой стойкой ЧПУ и системой управления (размерность в параметрах не указывается);
Рабочая подача задаётся конкретным цифровым значением с размерностью поддерживаемой стойкой ЧПУ и системой управления (размерность в параметрах не указывается);
Вертикальное смещение.
Расстояние по оси Z от оси вращения детали до базовой плоскости.
Диаметр глубокого канала. Диаметр отверстия, получаемого сверлением;
Глубина глубокого канала. Глубина отверстия, получаемого сверлением, заданная от центра относительной системы координат;
Диаметр торцовки. Диаметр торцуемой площадки;
Глубина торцовки. Расстояние от центра относительной системы координат до торцуемой площадки;
Глубина рассверливаемого отверстия. Глубина рассверливаемого отверстия, заданная от центра относительной системы координат;
Глубина предварительной торцовки. Расстояние от центра относительной системы координат до торцуемой площадки;
Припуск. Величина недохода торцовки до заданной глубины;
Z – смены инструмента. Координата Z, в которую выходит инструмент для смены;
Z – поворота. Координата Z, в которую выходит инструмент для поворота детали и последующего сверления (торцовки);