


Примеры использования
Необходимо отметить, что в случае электроэрозионной и лазерной обработки в нашем примере рассчитанная траектория совпадает с контуром детали, однако учитывается при расчёте радиус проволоки и луча лазера.
Токарная обработка
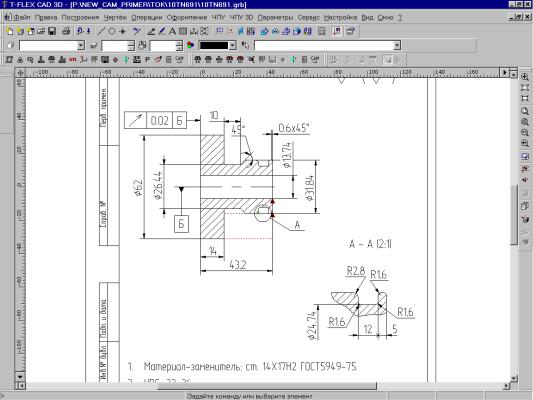
Для рассмотрения примера для токарной обработки, выбираем деталь втулку. Рассчитаем траектории для снятия припуска, чистового точения контура и точения канавок, а затем сгенерируем управляющую программу для детали, которая представлена на рисунке.
Для снятия припуска в токарной обработке выбирается опция  , затем опция
, затем опция  . После выбранного вида обработки пользователю необходимо последовательно указать два пути, в отличии от контурной токарной обработки. Сначала указывается контур детали, который необходимо получить, а затем указывается исходный контур заготовки, с которой будет удаляться припуск. Причём, в отличие от контурной токарной обработки, система сама запросит второй путь для обработки, который необходимо указать при помощи дополнительного автоменю, появившегося после указания первого пути.
. После выбранного вида обработки пользователю необходимо последовательно указать два пути, в отличии от контурной токарной обработки. Сначала указывается контур детали, который необходимо получить, а затем указывается исходный контур заготовки, с которой будет удаляться припуск. Причём, в отличие от контурной токарной обработки, система сама запросит второй путь для обработки, который необходимо указать при помощи дополнительного автоменю, появившегося после указания первого пути.
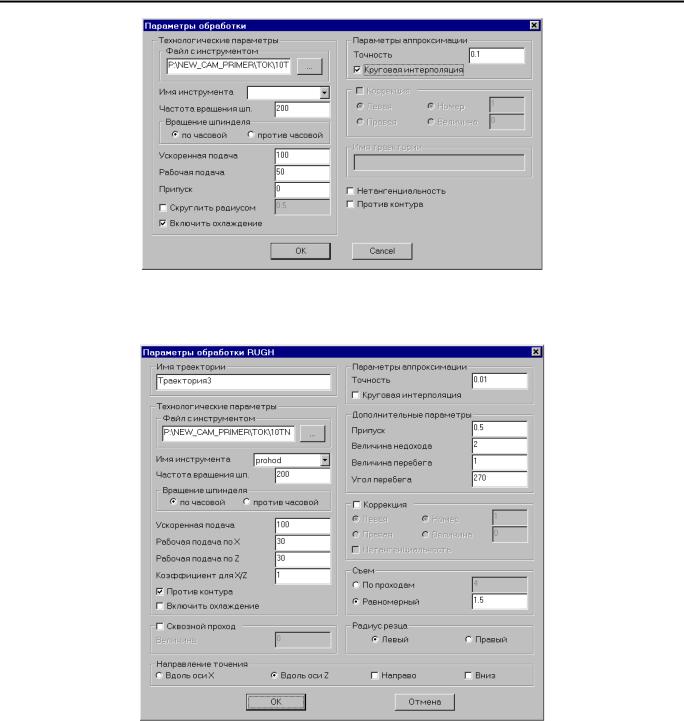
Необходимо отметить, что технолог-программист перед этим может задать предварительные
параметры обработки в специальном окне, которое появляется после вызова опции  . Например, пользователь в этом окне может задать файл, содержащий информацию об инструменте, имя инструмента и ещё ряд параметров.
. Например, пользователь в этом окне может задать файл, содержащий информацию об инструменте, имя инструмента и ещё ряд параметров.
Примеры использования
После выделения обрабатываемого участка, пользователь в появившемся окне задаёт все остальные необходимые параметры обработки, которые были описаны в первой части пособия.
После того, как смоделирована траектория обработки, технолог-программист задаёт координаты точек подвода и отвода в специальном окне диалога. Для вызова данного диалога необходимо нажать
пиктограмму  в автоменю и в появившемся окне диалога нажать кнопку [Подвод].
в автоменю и в появившемся окне диалога нажать кнопку [Подвод].

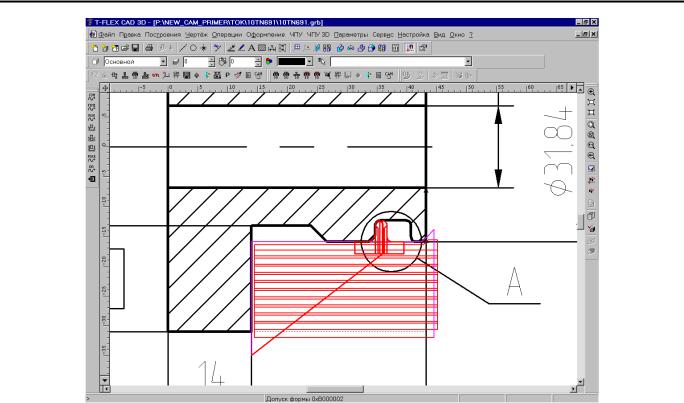
В результате всех проделанных действий в указанной последовательности пользователь получит на экране монитора изображение расчитанной траектории в виде линий другого цвета.
Для чистовой обработки контура выбераем опцию  , далее – опци.
, далее – опци.  . После выбранного вида обработки пользователю необходимо указать путь, конечный контур детали. После выделения обрабатываемого участка, пользователь в появившемся окне задаёт все остальные необходимые параметры обработки, которые были описаны в первой части пособия.
. После выбранного вида обработки пользователю необходимо указать путь, конечный контур детали. После выделения обрабатываемого участка, пользователь в появившемся окне задаёт все остальные необходимые параметры обработки, которые были описаны в первой части пособия.
Примеры использования
В результате всех проделанных действий в указанной последовательности пользователь получит на экране монитора изображение расчитанной траектории в виде линий другого цвета.
После того, как смоделирована траектория обработки технолог-программист задаёт координаты точек подвода и отвода в специальном окне.
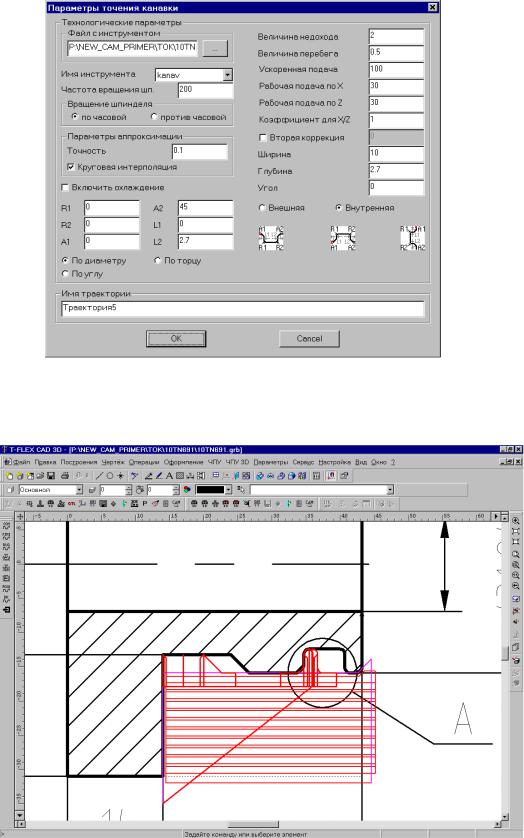
Для точения канавки со скруглениями выбераем опцию  , затем - опцию
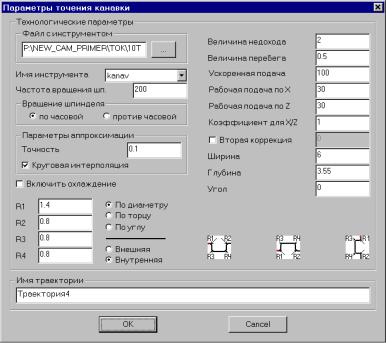
, затем - опцию  . После выбранного вида обработки пользователю необходимо указать узел. Правила выбора узла описаны в первой части пособия. После выделения узла пользователь в появившемся окне задаёт все остальные необходимые параметры обработки, которые были описаны также в первой части пособия.
. После выбранного вида обработки пользователю необходимо указать узел. Правила выбора узла описаны в первой части пособия. После выделения узла пользователь в появившемся окне задаёт все остальные необходимые параметры обработки, которые были описаны также в первой части пособия.
В результате всех проделанных действий в указанной последовательности пользователь получит на экране монитора изображение расчитанной траектории в виде линий другого цвета.
Примеры использования
После того, как смоделирована траектория обработки, технолог-программист задаёт координаты точек подвода и отвода в специальном окне.
Для точения канавки с фасками выбераем опцию  , затем - опцию
, затем - опцию  . После выбранного вида обработки пользователю необходимо указать узел. Правила выбора узла описаны в первой части пособия. После выделения узла, пользователь в появившемся окне задаёт все остальные необходимые параметры обработки, которые были описаны также в первой части пособия.
. После выбранного вида обработки пользователю необходимо указать узел. Правила выбора узла описаны в первой части пособия. После выделения узла, пользователь в появившемся окне задаёт все остальные необходимые параметры обработки, которые были описаны также в первой части пособия.
В результате всех проделанных действий в указанной последовательности пользователь получит на экране монитора изображение расчитанной траектории в виде линий другого цвета.
Примеры использования
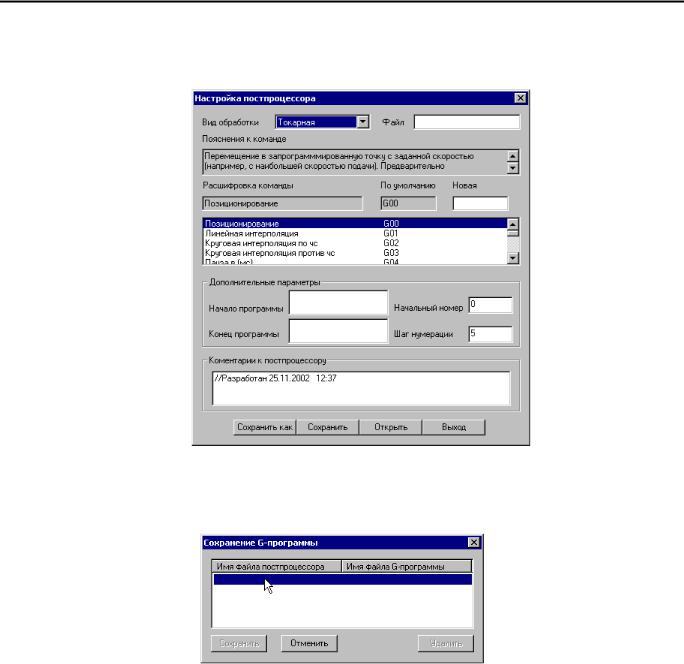
Далее по расчитанной траектории пользователь может сохранить управляющую программу. Для этого сначала в «Настройке постпроцессора» создаётся новый постпроцессор, или выбирается из существующих тот постпроцессор, в соответствии с которым должна быть сохранена управляющая программа.
После того, как необходимый постпроцессор выбран, технолог-программист может осуществить процесс генерации (сохранения) управляющей программы с помощью команды “ЧПУ|Сохранение
G-программы”.
В появившемся на экране окне необходимо нажать  , после чего появится окно диалога параметров сохранения составной траектории. В этом окне последовательно задаются имена необходимых для выбранного типа обработки постпроцессоров, имя управляющей программы и место её сохранения.
, после чего появится окно диалога параметров сохранения составной траектории. В этом окне последовательно задаются имена необходимых для выбранного типа обработки постпроцессоров, имя управляющей программы и место её сохранения.