

Машинные циклы
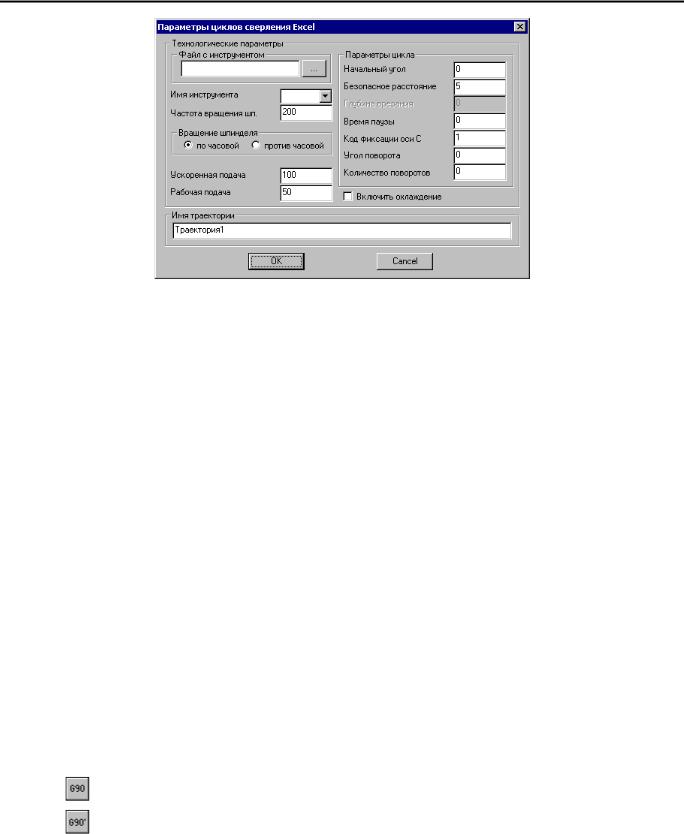
Особо следует остановиться на правильном заполнении следующих полей для цикла торцевого растачивания:
-начальный угол представляет собой величину угла поворота шпинделя для сверления первого отверстия;
-безопасное расстояние представляет собой расстояние от исходного уровня до уровня точки врезания;
-время паузы представляет собой время выстоя у основания отверстия;
-код фиксации оси C специализированный станочный параметр;
-угол поворота представляет собой угол поворота от предыдущего отверстия к последующему;
-количество поворотов представляет собой количество отверстий.
Формат записи в управляющей программе:
G89 Z[координата центра отверстия по Z] C[начальный угол] X[координата центра отверстия по X] R[безопасное расстояние] P[время паузы] M[код фиксации оси C].
Перед включением машинных циклов, начиная с G83 по G89, происходит включение режима обозначений оси C командой M51. Команда G80 завершает действие машинных циклов, начиная с G83 по G89, после неё команда M50 отключает режим обозначений оси C.
Циклы токарной обработки
К циклам токарной обработки относятся: цикл прямолинейного резания (G90), цикл конусного резания (G90’), цикл нарезания резьбы (G92), цикл нарезания конусной резьбы (G92’), цикл торцевого точения (G94), цикл торцевого точения конуса (G94’), цикл съёма припуска (G71), цикл съёма припуска торца (G72), цикл повторяющихся команд (G73). Чтобы задать параметры для этих
циклов, необходимо в автоменю токарной обработки нажать кнопку  . В автоменю появятся следующие опции:
. В автоменю появятся следующие опции:
|
<A> |
Укажите путь для цикла прямолинейного резания |
|
|
|
|
<B> |
Укажите путь для цикла конусного резания |
|
|
|
|
|
<C> |
|
Укажите путь для цикла нарезания резьбы |
|
|
|
|
|
|
|
<D> |
|
Укажите путь для цикла нарезания конусной резьбы |
|
|
|
|
|
|
|
<E> |
|
Укажите путь для цикла торцевого точения |
|
|
|
|
|
|
|
<F> |
|
Укажите путь для цикла торцевого точения конуса |
|
|
|
|
|
|
|
<G> |
|
Укажите путь для цикла съёма припуска |
|
|
|
|
|
|
|
<H> |
|
Укажите путь для цикла съёма припуска торца |
|
|
|
|
|
|
|
<I> |
|
Укажите путь для цикла повторяющихся команд |
|
|
|
|
|
|
|
<Esc> |
|
Выйти из команды |
|
|
|
|
|
Цикл прямолинейного резания |
|
|||
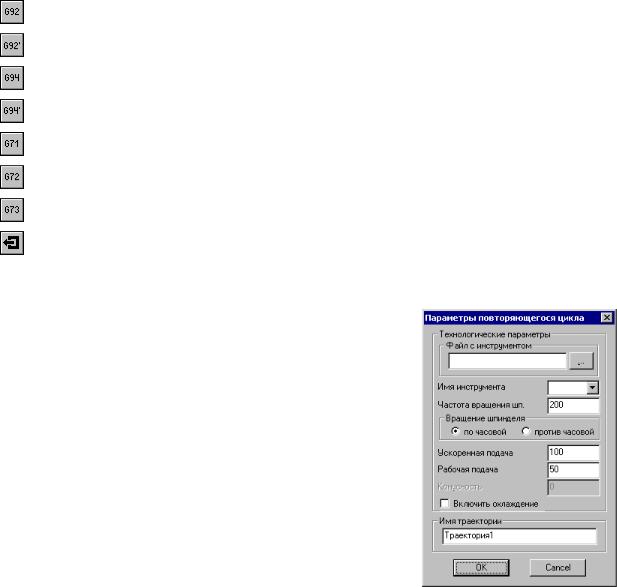
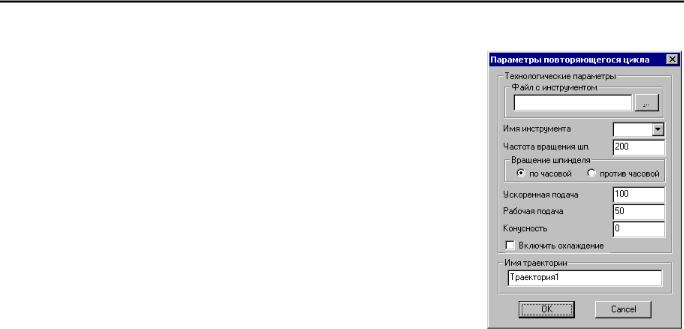
Если пользователю нужен цикл прямолинейного резания, то
необходимо нажать пиктограмму  , указать путь в соответствии с документацией стойки ЧПУ и задать параметры обработки в появившемся диалоговом окне.
, указать путь в соответствии с документацией стойки ЧПУ и задать параметры обработки в появившемся диалоговом окне.
Формат записи в управляющей программе:
G 90 X[координата X конечной точки указанного пути] Z[ координата Z конечной точки указанного пути].
Машинные циклы
Цикл конусного резания
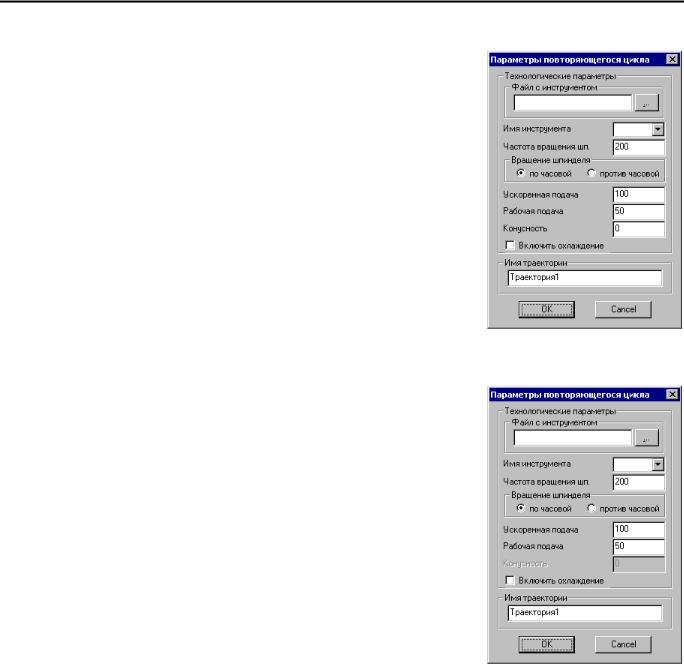
Если пользователю нужен цикл конусного резания,
необходимо нажать пиктограмму  , указать путь в соответствии с документацией стойки ЧПУ и задать параметры обработки в появившемся диалоговом окне.
, указать путь в соответствии с документацией стойки ЧПУ и задать параметры обработки в появившемся диалоговом окне.
Особо следует остановиться на правильном заполнении следующих полей для цикла конусного резания:
-конусность представляет собой разность радиусов оснований усечённого конуса.
Формат записи в управляющей программе:
G 90 X[координата X конечной точки указанного пути] Z[ координата Z конечной точки указанного пути] R[конусность].
Цикл нарезания резьбы
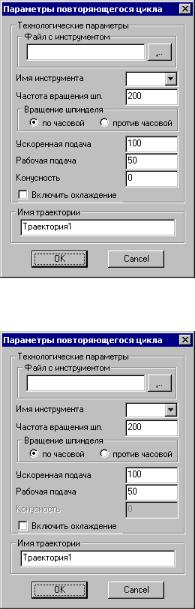
Если пользователю нужен цикл нарезания резьбы,
необходимо нажать пиктограмму  , указать путь в соответствии с документацией стойки ЧПУ и задать параметры обработки в появившемся диалоговом окне.
, указать путь в соответствии с документацией стойки ЧПУ и задать параметры обработки в появившемся диалоговом окне.
Формат записи в управляющей программе:
G 92 X[координата X конечной точки указанного пути] Z[ координата Z конечной точки указанного пути].
Цикл нарезания конусной резьбы
Если пользователю нужен цикл нарезания конусной резьбы,
необходимо нажать пиктограмму  , указать путь в соответствии с документацией стойки ЧПУ и задать параметры обработки в появившемся диалоговом окне.
, указать путь в соответствии с документацией стойки ЧПУ и задать параметры обработки в появившемся диалоговом окне.
Особо следует остановиться на правильном заполнении следующих полей для цикла нарезания конусной резьбы:
-конусность представляет собой разность радиусов оснований усечённого конуса.
Формат записи в управляющей программе:
G 92 X[координата X конечной точки указанного пути] Z[ координата Z конечной точки указанного пути] R[конусность].
Цикл торцевого точения
Если пользователю нужен цикл торцевого точения,
необходимо нажать пиктограмму  , далее указать путь в соответствии с документацией стойки ЧПУ и задать параметры обработки в появившемся диалоговом окне.
, далее указать путь в соответствии с документацией стойки ЧПУ и задать параметры обработки в появившемся диалоговом окне.
Формат записи в управляющей программе:
G 94 X[координата X конечной точки указанного пути] Z[ координата Z конечной точки указанного пути].
Машинные циклы
Цикл торцевого точения конуса
Если пользователю нужен цикл торцевого точения конуса, то
необходимо нажать  , указать путь в соответствии с документацией стойки ЧПУ и задать параметры обработки в появившемся окне параметров.
, указать путь в соответствии с документацией стойки ЧПУ и задать параметры обработки в появившемся окне параметров.
Особо следует остановиться на правильном заполнении следующих полей для цикла торцевого точения конуса:
-конусность представляет собой разность радиусов оснований усечённого конуса.
Формат записи в управляющей программе:
G 94 X[координата X конечной точки указанного пути] Z[ координата Z конечной точки указанного пути] R[конусность].
Цикл съёма припуска (G71)
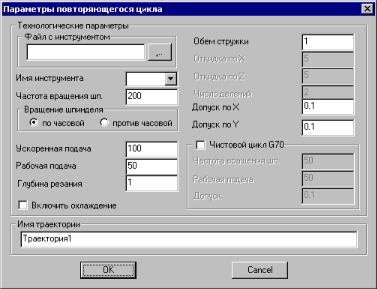
Если пользователю нужен цикл съёма припуска (G71), необходимо нажать  , указать путь в соответствии с документацией стойки ЧПУ и задать параметры обработки в появившемся окне параметров.
, указать путь в соответствии с документацией стойки ЧПУ и задать параметры обработки в появившемся окне параметров.
Особо следует остановиться на правильном заполнении следующих полей для цикла съёма припуска
(G71):
-глубина резания представляет собой толщину материала снимаемого за одну итерацию цикла съёма припуска;
-объём стружки данное обозначение является типовым и не изменяется пока не будет обозначена новая величина;
-допуск по X представляет собой расстояние и направление допуска на чистовую обработку в направлении X;
-допуск по Z представляет собой расстояние и направление допуска на чистовую обработку в направлении Z.
Формат записи в управляющей программе:
G71 U[глубина резания] R[объём стружки]
G71 P[ns] Q[nf] U[допуск по X] W[допуск по Z], где
ns – порядковый номер первого блока для программы окончательной обработки профиля; nf - порядковый номер последнего блока для программы окончательной обработки профиля.
Если в диалоге выставлен флаг чистового цикла G70, то в управляющую программу вводятся строки чистовой обработки заданного контура.
Формат записи в управляющей программе:
G70 P[ns] Q[nf] U[допуск].
Цикл съёма припуска торца (G72)
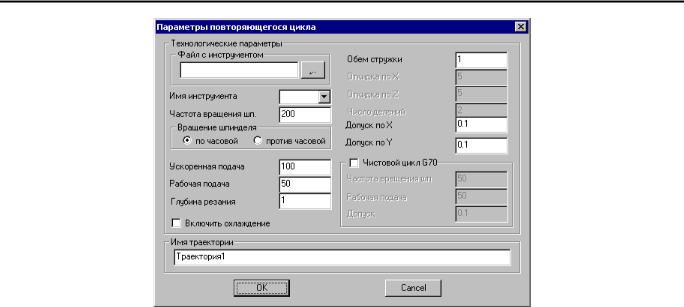
Если пользователю нужен цикл съёма припуска торца (G72), необходимо нажать  , указать путь в соответствии с документацией стойки ЧПУ и задать параметры обработки в появившемся диалоговом окне.
, указать путь в соответствии с документацией стойки ЧПУ и задать параметры обработки в появившемся диалоговом окне.
Особо следует остановиться на правильном заполнении следующих полей для цикла съёма припуска торца (G72):
-глубина резания представляет собой толщину материала снимаемого за одну итерацию цикла съёма припуска торца;
-объём стружки данное обозначение является типовым и не изменяется пока не будет обозначена новая величина;
-допуск по X представляет собой расстояние и направление допуска на чистовую обработку в направлении X;
-допуск по Z представляет собой расстояние и направление допуска на чистовую обработку в направлении Z.
Машинные циклы
Формат записи в управляющей программе:
G72 U[глубина резания] R[объём стружки]
G72 P[ns] Q[nf] U[допуск по X] W[допуск по Z], где
ns – порядковый номер первого блока для программы окончательной обработки профиля; nf - порядковый номер последнего блока для программы окончательной обработки профиля.
Если в диалоге выставлен флаг чистового цикла G70, то в управляющую программу вводятся строки чистовой обработки заданного контура.
Формат записи в управляющей программе:
G70 P[ns] Q[nf] U[допуск].
Цикл повторяющихся команд (G73)
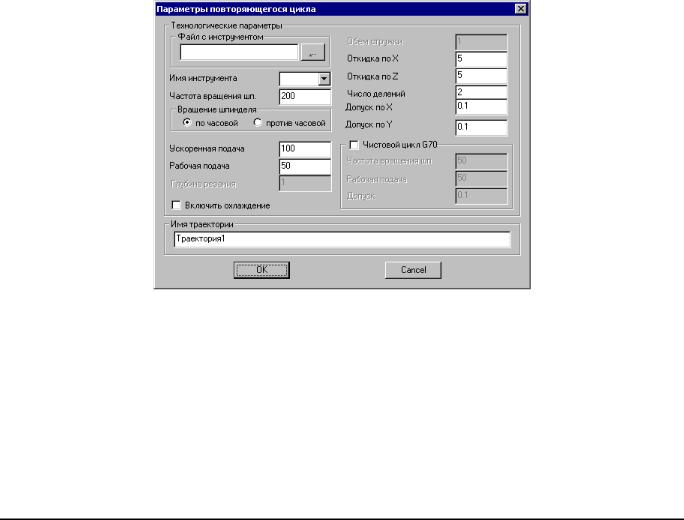
Если пользователю нужен цикл повторяющихся команд (G73), необходимо нажать  , указать путь в соответствии с документацией стойки ЧПУ и задать параметры обработки в появившемся окне диалога.
, указать путь в соответствии с документацией стойки ЧПУ и задать параметры обработки в появившемся окне диалога.
Особо следует остановиться на правильном заполнении следующих полей для цикла повторяющихся команд (G73):
-откидка по X представляет собой расстояние и направление откидки в направлении оси X;
-откидка по Z представляет собой расстояние и направление откидки в направлении оси Z;
-число делений представляет собой количество итераций внутри цикла повторяющихся команд;
-допуск по X представляет собой расстояние и направление допуска на чистовую обработку в направлении X;
-допуск по Z представляет собой расстояние и направление допуска на чистовую обработку в направлении Z.
Формат записи в управляющей программе:
G73 U[откидка по X] W[откидка по Z] R[количество делений] G73 P[ns] Q[nf] U[допуск по X] W[допуск по Z], где
ns – порядковый номер первого блока для программы окончательной обработки профиля; nf - порядковый номер последнего блока для программы окончательной обработки профиля.
Если в диалоге выставлен флаг чистового цикла G70, то в управляющую программу вводятся строки чистовой обработки заданного контура.
Формат записи в управляющей программе: G70 P[ns] Q[nf] U[допуск].
Машинные циклы токарной обработки для стоек ЧПУ 2Р22 и НЦ31
Кроме того, в системе имеется возможность использования машинных циклов, встроенных в стойки ЧПУ 2Р22 и НЦ-31. Для подключения данных циклов технолог-программист должен выбрать необходимую опцию в автоменю токарной обработки, указать путь и задать набор параметров.