


Примеры использования
После всех проделанных действий пользователь имеет возможность просмотреть отработку полученной управляющей программы в команде “ЧПУ|Имитация обработки”.
Гравировка
Расчёт траектории для гравировки осуществим на тестовом примере.
Перед этим технолог-программист, также как и в предыдущих случаях, может предварительно задать параметры обработки (например, файл с информацией по инструменту и так далее), нажав
пиктограмму  в автоменю. Собственно значения предварительно настраиваемых параметров обработки пользователь вносит в специальные поля в появившееся на экране монитора окно.
в автоменю. Собственно значения предварительно настраиваемых параметров обработки пользователь вносит в специальные поля в появившееся на экране монитора окно.

Далее необходимо выделить обрабатываемый текст  на чертеже детали и задать в появившемся окне остальные параметры обработки, которые более подробно были описаны в первой части данного пособия.
на чертеже детали и задать в появившемся окне остальные параметры обработки, которые более подробно были описаны в первой части данного пособия.
После задания всех необходимых параметров обработки достаточно нажать кнопку [OK], чтобы система автоматически рассчитала траекторию обработки, которая появится в виде линии другого цвета на чертеже.

Примеры использования
После того, как смоделирована траектория обработки технолог-программист задаёт координаты точек подвода и отвода в специальном окне, которое появляется на экране после нажатия кнопки
«Подвод» в окне, появившемся после вызова опции  из автоменю.
из автоменю.
Далее по расчитанной траектории пользователь может сохранить управляющую программу. Для этого сначала в «Настройке постпроцессора» создаётся новый постпроцессор, или выбирается тот постпроцессор, в соответствии с которым должна быть сохранена управляющая программа.
После того, как необходимый постпроцессор выбран, технолог-программист может осуществить процесс генерации (сохранения) управляющей программы с помощью команды
“ЧПУ|Сохранение G-программы”. В
появившемся на экране окне необходимо нажать
 . На экране появится диалог «Параметры сохранения составной траектории».
. На экране появится диалог «Параметры сохранения составной траектории».
Далее в этом окне последовательно задаются имена необходимых для выбранного типа обработки постпроцессоров, имя управляющей программы и место её сохранения.
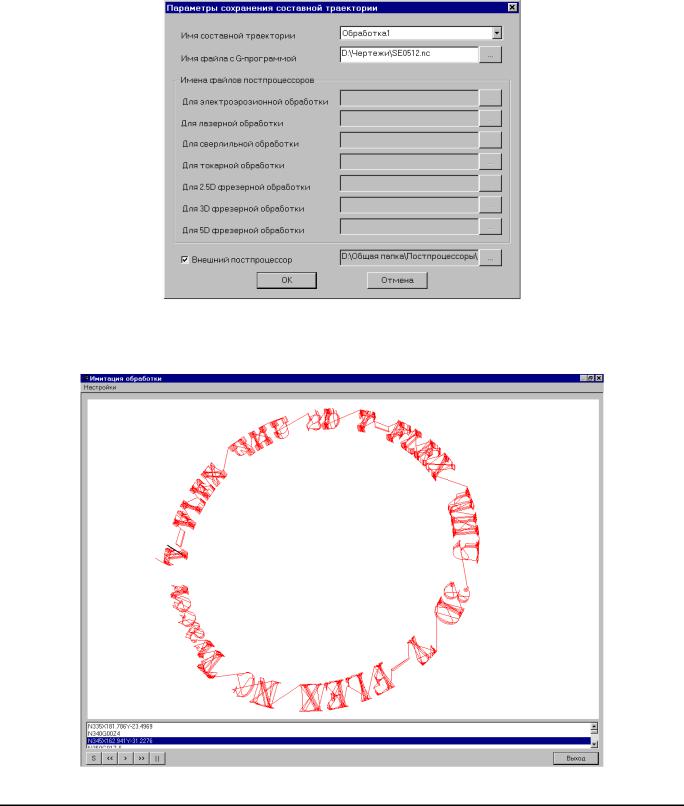
После всех проделанных действий пользователь имеет возможность просмотреть отработку олученной управляющей программы в команде “ЧПУ|Имитация обработки”.
Зонная обработка. 3D фрезерование
В качестве примера используется деталь типа «крышка». Для проектирования зонной фрезерной обработки пользователь вызывает команду “ЧПУ 3D|Зонная обработка|Фрезерование 3D”.

Примеры использования
Однако, прежде чем вносить изменения в параметры обработки, необходимо провести ряд дополнительных построений. Предварительно пользователь должен построить зону, ограничивающую обрабатываемый участок для чистовой обработки и 3D путь, как показано на рисунке.

Для расчета траектории чистовой обработки. Технолог-программист выбирает фрезерование сечений
 , и настраивает все необходимые параметры в диалоговом окне параметров траектории.
, и настраивает все необходимые параметры в диалоговом окне параметров траектории.
Примеры использования
После того, как были подготовлены все данные, достаточно нажать клавишу [OK], и система рассчитает траекторию обработки.

Аналогичным образом рассчитывается траектория для подборки ребер. Технолог-программист вносит необходимые настройки в параметры обработки, а затем, после нажатия клавиши [OK], получает рассчитанную по этим параметрам траекторию обработки.

Примеры использования

Далее по расчитанным траекториям пользователь может сохранить управляющую программу. Для этого сначала в «Настройке постпроцессора» создаётся новый постпроцессор, или выбирается из существующих тот постпроцессор, в соответствии с которым должна быть сохранена управляющая программа.
После того, как необходимый постпроцессор выбран, технолог-программист может осуществить процесс генерации (сохранения) управляющей программы с помощью команды “ЧПУ
3D|Сохранение G-программы”.
В появившемся окне необходимо нажать  . На экране появится диалог «Параметры сохранения составной траектории». В этом окне последовательно задаются имена необходимых для выбранного типа обработки постпроцессоров, имя управляющей программы и место её сохранения.
. На экране появится диалог «Параметры сохранения составной траектории». В этом окне последовательно задаются имена необходимых для выбранного типа обработки постпроцессоров, имя управляющей программы и место её сохранения.

Примеры использования
После всех проделанных действий пользователь имеет возможность просмотреть отработку полученной управляющей программы в команде “ЧПУ 3D|Имитация обработки”. В появившемся окне будет происходить отработка сгенерированной пользователем управляющей программы.