


После всех проделанных действий пользователь имеет возможность просмотреть отработку полученной управляющей программы в команде “ЧПУ|Имитация обработки”. В появившемся окне будет происходить отработка сгенерированной пользователем управляющей программы.
Сверлильная и 2.5D фрезерная обработка
Для расчёта траектории сверления выберем деталь корпус с наличием в данной детали нескольких отверстий. Для выбранной детали необходимо построить путь, по которому должно перемещаться сверло в процессе обработки. Иными словами, технолог-программист задаёт порядок обхода
отверстий. Далее в сверлильной обработке выбирается опция указания пути  или нужная команда машинных циклов ( в нашем примере будут использованны машинные циклы для стойки Э 2000 CNC
или нужная команда машинных циклов ( в нашем примере будут использованны машинные циклы для стойки Э 2000 CNC
 ).
).
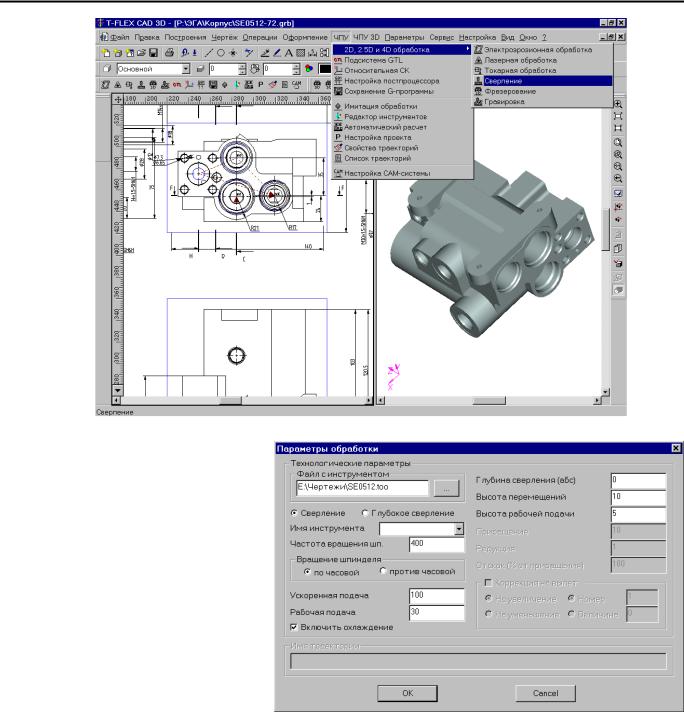
Примеры использования
Необходимо отметить, что технолог-программист перед этим может задать предварительные параметры обработки в специальном окне, которое появляется
после вызова опции  . Например, пользователь в этом окне может задать файл, содержащий информацию об инструменте, имя инструмента и ещё ряд параметров.
. Например, пользователь в этом окне может задать файл, содержащий информацию об инструменте, имя инструмента и ещё ряд параметров.
После выделения пути, по которому должна осуществляться обработка отверстий, пользователь в появившемся окне задаёт все остальные необходимые параметры обработки, которые были описаны в первой части пособия.
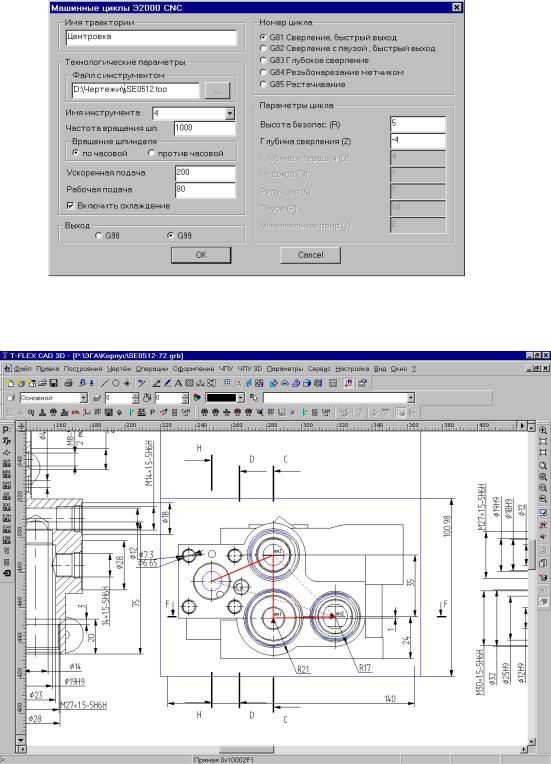
В результате всех проделанных действий в указанной последовательности пользователь получит на экране монитора изображение расчитанной траектории в виде линий другого цвета.
Особо необходимо отметить, что в нашем примере задаётся различный инструмент для обработки, так как сначала отверстия обрабатываются центровочным сверлом, а затем полученные отверстия растачиваются резцом, тем самым моделируется число проходов для обрабатываемых отверстий. Связи с тем, что несколько обрабатываемых отверстий находятся на одной плоскости, то для создания траекторий их обработки нет необходимости повторно указывать один и тот же путь.

Примеры использования
Можно скопировать нужную траекторию в списке траекторий  и изменить в ней необходимые параметры.
и изменить в ней необходимые параметры.
В результате проделанных действий в указанной последовательности пользователь получит на экране монитора изображение расчитанной траектории.
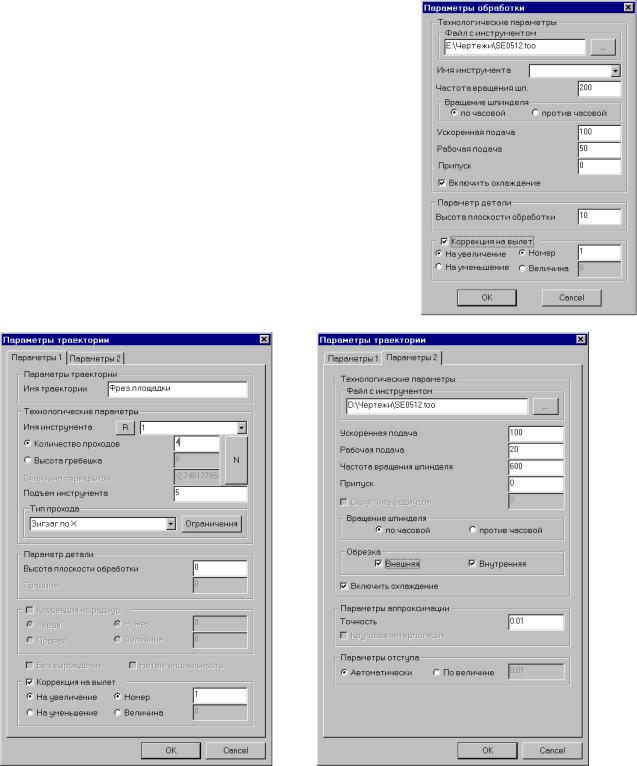
Расчёт траектории 2.5D фрезерной обработки осуществим на выбранной нами детали.
Первое, что необходимо обработать – это площадка, на которой расположены отверстия.
Перед этим технолог-программист, также как и в предыдущих случаях, может предварительно задать параметры обработки (например, файл с информацией по
инструменту и так далее), вызвав опцию  в автоменю. Собственно значения предварительно настраиваемых параметров обработки пользователь вносит в специальные поля в появившееся на экране монитора окне диалога.
в автоменю. Собственно значения предварительно настраиваемых параметров обработки пользователь вносит в специальные поля в появившееся на экране монитора окне диалога.
Далее необходимо выделить обрабатываемый элемент на чертеже детали (в нашем случае - обрабатываемую поверхность), и внести в появившемся окне остальные параметры обработки, которые более подробно были описаны в первой части данного пособия.
Кроме того, необходимо задать ряд ограничений, для чего используется кнопка [Ограничения] в окне параметров траектории, закладка “Параметры 1”.
Примеры использования
После задания всех необходимых параметров обработки достаточно нажать кнопку [OK]. Система автоматически рассчитает траекторию обработки, которая появится в виде линии другого цвета на чертеже.
Следующим элементом, обработку которого представим в нашем примере, является контур детали. Для того, чтобы правильно расчитать траекторию обработки и сгенерировать управляющую
программу пользователь должен вызвать опцию  .
.
Однако перед этим технолог-программист, также как и в предыдущих случаях, может предварительно задать параметры обработки (например, файл с информацией по инструменту и так
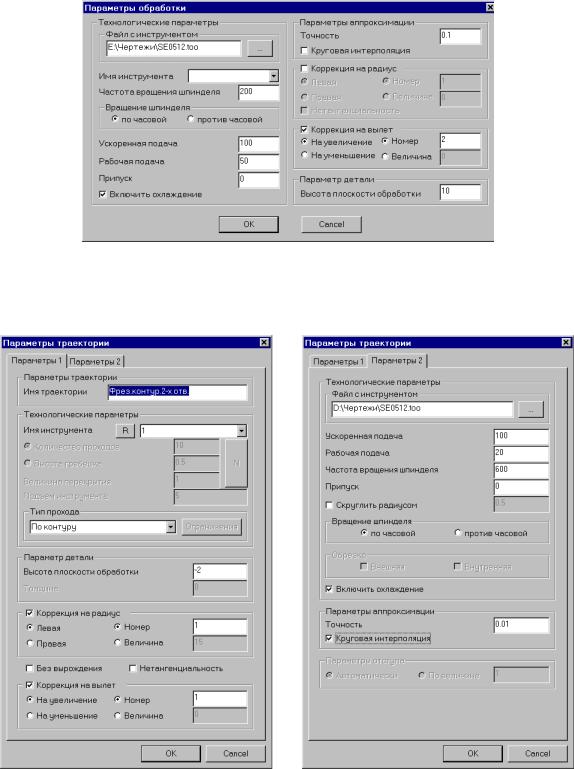
далее), нажав пиктограмму  в автоменю. Собственно значения предварительно настраиваемых параметров обработки пользователь вносит в специальные поля в появившееся на экране монитора окно.
в автоменю. Собственно значения предварительно настраиваемых параметров обработки пользователь вносит в специальные поля в появившееся на экране монитора окно.
Далее необходимо выделить обрабатываемый элемент на чертеже детали, в нашем случае указать путь, который описывает контур, и внести все остальные параметры обработки, которые более подробно были описаны в первой части данного пособия.

Примеры использования
После задания всех необходимых параметров обработки достаточно нажать кнопку [OK]. Система автоматически рассчитает траекторию обработки, которая появится в виде линии другого цвета на чертеже
После того, как смоделированы траектории обработки, технолог-программист задаёт координаты точек подвода и отвода в специальном окне диалога. Для вызова данного диалога необходимо нажать
пиктограмму  в автоменю и в появившемся окне диалога нажать кнопку [Подвод]. Здесь же возможно поменять порядок обработки.
в автоменю и в появившемся окне диалога нажать кнопку [Подвод]. Здесь же возможно поменять порядок обработки.
Нулевая точка устанавливается технологом-программистом с использованием команды
“ЧПУ|Относительная система координат” -  . Правила установки относительной системы описаны в первой части пособия. Для того чтобы траектории обработки рассчитывались в соответствии с созданной относительной системой координат, эту систему координат в списке
. Правила установки относительной системы описаны в первой части пособия. Для того чтобы траектории обработки рассчитывались в соответствии с созданной относительной системой координат, эту систему координат в списке
траекторий  необходимо поставить перед траекториями обработки. В результате произойдет перенос траекторий обработки соответственно в нулевую точку по линейкам чертежа.
необходимо поставить перед траекториями обработки. В результате произойдет перенос траекторий обработки соответственно в нулевую точку по линейкам чертежа.

Далее по расчитанной траектории пользователь может сохранить управляющую программу. Для этого сначала в «Настройке постпроцессора» создаётся новый постпроцессор или выбирается существующий, в соответствии с которым должна быть сохранена управляющая программа.
После того, как необходимый постпроцессор выбран, технолог-программист может осуществить процесс генерации (сохранения) управляющей программы с помощью команды “ЧПУ|Сохранение G-программы”. Далее в этом окне последовательно задаются имена необходимых для выбранного типа обработки постпроцессоров, имя управляющей программы и место её сохранения.