


МАШИННЫЕ ЦИКЛЫ
Для максимального использования встроенных возможностей стойки ЧПУ технолог-программист получает в распоряжение ряд стандартных машинных циклов, которые присутствуют на большинстве современных стоек. В базовом варианте с системой T-FLEX ЧПУ поставляются циклы, настроенные под определённые марки стоек ЧПУ. Однако по требованию заказчика эти машинные циклы могут быть подстроены под его оборудование.
Обрабатывающий центр фирмы «OLIVETTI» со стойкой ЧПУ
«OLIVETTI 8600»
Для данного вида оборудования реализованы циклы сверления и глубокого сверления. Чтобы задать параметры для этих циклов, необходимо в автоменю сверлильной обработки нажать пиктограмму
 . В результате в автоменю появятся следующие опции:
. В результате в автоменю появятся следующие опции:
|
<1> |
Укажите путь для цикла сверления |
|
|
|
|
<2> |
Укажите путь для цикла глубокого сверления |
|
|
|
|
<Esc> |
Выйти из команды |
|
|
|
Если пользователю нужно простое сверление, то необходимо
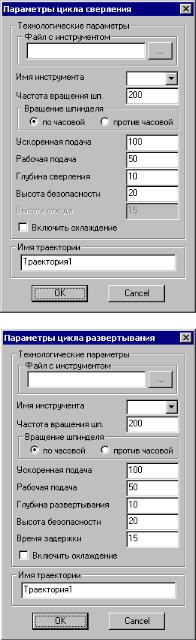
выбрать опцию  и далее указать путь, в вершинах которого будет произведено сверление. После выбора пути необходимо задать параметры обработки в появившемся диалоговом окне “Параметры цикла сверления”.
и далее указать путь, в вершинах которого будет произведено сверление. После выбора пути необходимо задать параметры обработки в появившемся диалоговом окне “Параметры цикла сверления”.
В случае использования глубокого сверления выбирается опция
 . Затем необходимо указать путь, в вершинах которого будет произведено сверление, и задать параметры обработки в диалоге “Параметры цикла глубокого сверления”.
. Затем необходимо указать путь, в вершинах которого будет произведено сверление, и задать параметры обработки в диалоге “Параметры цикла глубокого сверления”.
Особо следует остановиться на правильном заполнении следующих полей для циклов простого и глубокого сверления:
-глубина сверления задаётся от поверхности, в которой производится сверление. Обычно имеет отрицательный знак, так как ноль обработки лежит на поверхности, в которой производится сверление;
-высота подхода имеет обычно положительное значение. На этой высоте инструмент подводится к месту сверления;
Машинные циклы
-высота отхода имеет обычно положительное значение. На этой высоте инструмент отводится от места сверления. Если высота отхода не задана, то принимается равной высоте подхода;
-приращение представляет собой величину шага сверления;
-приращение (min) представляет собой величину минимального шага сверления (может быть не задано);
-редукция представляет собой численный коэффициент для расчёта величины последующих шагов сверления от предыдущих. Для получения величины последующего шага сверления необходимо величину предыдущего шага сверления умножить на заданную величину редукции. По достижению величины минимального шага сверления, все последующие шаги сверления осуществляются с этой величиной. Редукция может быть не задана.
Вслучае использования описанных машинных циклов в управляющей программе появятся следующие специальные команды:
-цикл сверления G81 R[высота подхода] R[высота отхода] Z[глубина сверления];
-цикл глубокого сверления G83 R[высота подхода] R[высота отхода] Z[глубина сверления] I[приращение] J[приращение (min)] K[редукция].
Для указания места положения отверстия после строки задания цикла в управляющей программе записывается строка с координатами центра отверстия (в этой строке задаются только координаты без указания команды). Для этого в постпроцессоре команда для циклов сверления G79 должна быть заменена на пробел. Отмена циклов сверления осуществляется командой G80.
Фрезерный станок фирмы «ALLEN BRADLEY» со стойкой ЧПУ
«ALLEN BRADLEY 9 SERIES»
Для данного вида оборудования реализованы циклы сверления, глубокого сверления и развёртывания. Чтобы задать параметры для этих циклов необходимо в автоменю сверлильной
обработки нажать пиктограмму  .
.
В автоменю появятся следующие опции:
|
<1> |
Укажите путь для цикла сверления |
|
|
|
|
<2> |
Укажите путь для цикла глубокого сверления |
|
|
|
|
<3> |
Укажите путь для цикла развёртывания |
|
|
|
|
<Esc> |
Выйти из команды |
|
|
|
Если пользователю нужно простое сверление, то необходимо
выбрать опцию  и далее указать путь, в вершинах которого будет произведено сверление. После выбора пути необходимо задать параметры обработки в появившемся диалоговом окне “Параметры цикла сверления”.
и далее указать путь, в вершинах которого будет произведено сверление. После выбора пути необходимо задать параметры обработки в появившемся диалоговом окне “Параметры цикла сверления”.
В случае использования глубокого сверления выбирается
опция  . Затем необходимо указать путь, в вершинах которого будет произведено сверление, и задать параметры обработки в диалоге “Параметры цикла глубокого сверления”.
. Затем необходимо указать путь, в вершинах которого будет произведено сверление, и задать параметры обработки в диалоге “Параметры цикла глубокого сверления”.
В случае использования цикла развёртывания выбирается
опция  . Далее указывается путь, в вершинах которого будет произведено развёртывание, и задаются параметры обработки в появившемся окне “Параметры цикла развёртывания”.
. Далее указывается путь, в вершинах которого будет произведено развёртывание, и задаются параметры обработки в появившемся окне “Параметры цикла развёртывания”.
Особо следует остановиться на правильном заполнении следующих полей для циклов простого и глубокого сверления,
атакже цикла развёртывания:
-глубина сверления (развёртывания) задаётся от поверхности, в которой производится сверление. Обычно имеет отрицательный знак, так как ноль обработки лежит на поверхности, в которой производится сверление;
-высота безопасности имеет обычно положительное значение. На этой высоте инструмент подводится (отводится) к месту сверления (развёртывания);
-приращение (для цикла глубокого сверления) представляет собой величину шага сверления;
-время задержки (для цикла развёртывания) представляет собой временную паузу между моментом окончания работы инструмента и моментом его подъёма.
В случае использования описанных машинных циклов в управляющей программе появятся следующие специальные команды:
-цикл сверления G81 X Y[место положения отверстия] Z[глубина сверления] R[высота безопасности];

Машинные циклы
-цикл глубокого сверления G83 X Y[место положения отверстия] Z[глубина сверления] R[высота безопасности] Q[приращение];
-цикл развёртывания G86 X Y[место положения отверстия] Z[глубина развёртывания] R[высота безопасности] P[время задержки].
Отмена циклов сверления и развёртывания осуществляется командой G80.
Обрабатывающий центр фирмы «MAHO» со стойкой ЧПУ «MAHO CNC 432»
Для данного вида оборудования реализованы циклы сверления, глубокого сверления и развёртывания. Чтобы задать параметры для этих циклов, необходимо в автоменю сверлильной
обработки нажать пиктограмму  .
.
В автоменю появятся следующие опции:
|
<1> |
Укажите путь для цикла сверления |
|
|
|
|
<2> |
Укажите путь для цикла глубокого сверления |
|
|
|
|
<3> |
Укажите путь для цикла развёртывания |
|
|
|
|
<Esc> |
Выйти из команды |
|
|
|
Если пользователю нужно простое сверление, то необходимо выбрать опцию  и далее указать путь, в вершинах которого будет произведено сверление. После выбора пути необходимо задать параметры обработки в появившемся диалоговом окне “Параметры цикла сверления”.
и далее указать путь, в вершинах которого будет произведено сверление. После выбора пути необходимо задать параметры обработки в появившемся диалоговом окне “Параметры цикла сверления”.

В случае использования глубокого сверления выбирается
опция  . Затем необходимо указать путь, в вершинах которого будет произведено сверление, и задать параметры обработки в диалоге “Параметры цикла глубокого сверления”.
. Затем необходимо указать путь, в вершинах которого будет произведено сверление, и задать параметры обработки в диалоге “Параметры цикла глубокого сверления”.
В случае использования цикла развёртывания выбирается
опция  . Далее указывается путь, в вершинах которого будет произведено развёртывание, и задаются параметры обработки в появившемся окне “Параметры цикла развёртывания”.
. Далее указывается путь, в вершинах которого будет произведено развёртывание, и задаются параметры обработки в появившемся окне “Параметры цикла развёртывания”.
Особо следует остановиться на правильном заполнении следующих полей для циклов простого и глубокого сверления,
атакже цикла развёртывания:
-глубина сверления (развёртывания) задаётся от поверхности, в которой производится сверление. Обычно имеет отрицательный знак, так как ноль обработки лежит на поверхности, в которой производится сверление;
-высота безопасности имеет обычно положительное значение. На этой высоте инструмент подводится (отводится) к месту сверления (развёртывания);
-время задержки представляет собой временную паузу между моментом окончания работы инструмента и моментом его подъёма;
-редукция представляет собой численный коэффициент для расчёта величины последующих шагов сверления от предыдущих. Для получения величины последующего шага сверления необходимо величину предыдущего шага сверления умножить на заданную величину редукции. По достижению величины минимального шага сверления, все последующие шаги сверления осуществляются с этой величиной;
-величина отвода (цикл глубокого сверления) представляет собой величину подъёма инструмента после каждого шага сверления;
-первая глубина (цикл глубокого сверления) представляет собой глубину первого шага сверления.
В случае использования описанных машинных циклов в управляющей программе появятся следующие специальные команды:
-цикл сверления G81 X [время задержки] Y[высота безопасности] Z[глубина сверления];