

67. Разработка технологических схем общей и узловой сборки
10.8. Последовательность и содержание сборочных операций. Схемы сборки
Для разработки последовательности сборочных операций необходимо провести расчленение собираемого изделия на составные части. При этом учитывают следующие требования.
1. Сборочную единицу не следует расчленять в процессе сборки, транспортировки и монтажа.
2. Сборочным операциям предшествуют подготовительные и пригоночные работы, которые выделяют в самостоятельные операции.
3. Габаритные размеры сборочных единиц устанавливают с учетом наличия подъемно-транспортных средств.
4. Сборочная единица должна состоять из небольшого числа деталей и сопряжении для упрощения организации сборочных работ.
5. Сокращать число деталей, подаваемых непосредственно на сборку, за исключением базовой детали и крепежа.
6. Изделие следует расчленять так, чтобы его конструкция позволяла осуществлять сборку с наибольшим числом сборочных единиц. Последовательность сборки зависит от:
• конструкции изделия;
• компоновки деталей;
• метода достижения требуемой точности,
• функциональной взаимосвязи элементов изделия;
• конструкции базовых элементов;
• условия монтажа силовых и кинематических передач;
• наличия легко повреждаемых элементов;
• размеров и массы присоединяемых элементов. Последовательность сборки (сборочных операций) разрабатывают, соблюдая следующие требования.
1. Предшествующие операции не должны затруднять выполнение последующих.
2. Для поточной сборки разбивка процесса на операции должна осуществляться с учетом такта сборки.
3. После операций, содержащих регулирование или пригонку, необходимо предусмотреть контрольные операции.
4. Если изделие имеет несколько размерных цепей, то сборку начинают с наиболее сложной и ответственной цепи.
5. В каждой размерной цепи сборку необходимо завершать установкой тех элементов соединения, которые образуют ее замыкающее звено.
6. При наличии нескольких размерных цепей с общими звеньями сборку начинать с элементов той цепи, которая в наибольшей степени влияет на точность изделия
Для определения последовательности сборки изделия и его составляющих частей разрабатывают технологические схемы сборки (рис. 10,2).
Эти схемы, являясь первым этапом разработки технологического процесса, в наглядной форме отражают маршрут сборки изделия и его составных частей. Технологические схемы сборки составляют на основе сборочных чертежей изделия.
На технологических схемах каждая деталь или сборочная единица обозначается прямоугольником, разделенным на 3 части (рис. 10.2, в). В верхней части прямоугольника указывают наименование детали или сборочной единицы, в левой нижней части - номер, присвоенный детали или сборочной единице на сборочных чертежах изделия, в правой нижней части - число собираемых элементов. Сборочные единицы обозначают буквами «Сб» (сборка). Базовыми называются детали или сборочные единицы, с которых начинается сборка. Каждой сборочной единице присваивается номер ее базовой детали. Например, «Сб.7» -сборочная единица с базовой деталью N7. Порядок сборочной единицы указывают цифрой перед буквенным обозначением «Сб». Например, индекс «1С6.10» означает сборочную единицу 1-го порядка с базовой деталью N10.
Технологическую схему сборки строят в следующей последовательности.
В левой части схемы (рис. 10.2, а) указывают базовую деталь или базовую сборочную единицу. В правой части схемы указывают собираемое изделие в сборе. Эти два прямоугольника соединяют горизонтальной линией. Выше этой линии прямоугольниками обозначают все детали, входящие непосредственно в изделие, в порядке последовательности сборки. Ниже этой линии прямоугольниками обозначают сборочные единицы первого порядка (непосредственно входящие в изделие), в порядке последовательности сборки.
Схемы сборки единиц первого порядка могут строиться как отдельно (по приведенному выше правилу - рис. 10.2, б), так и непосредственно на общей схеме, развивая ее в нижней части схемы (под линией).
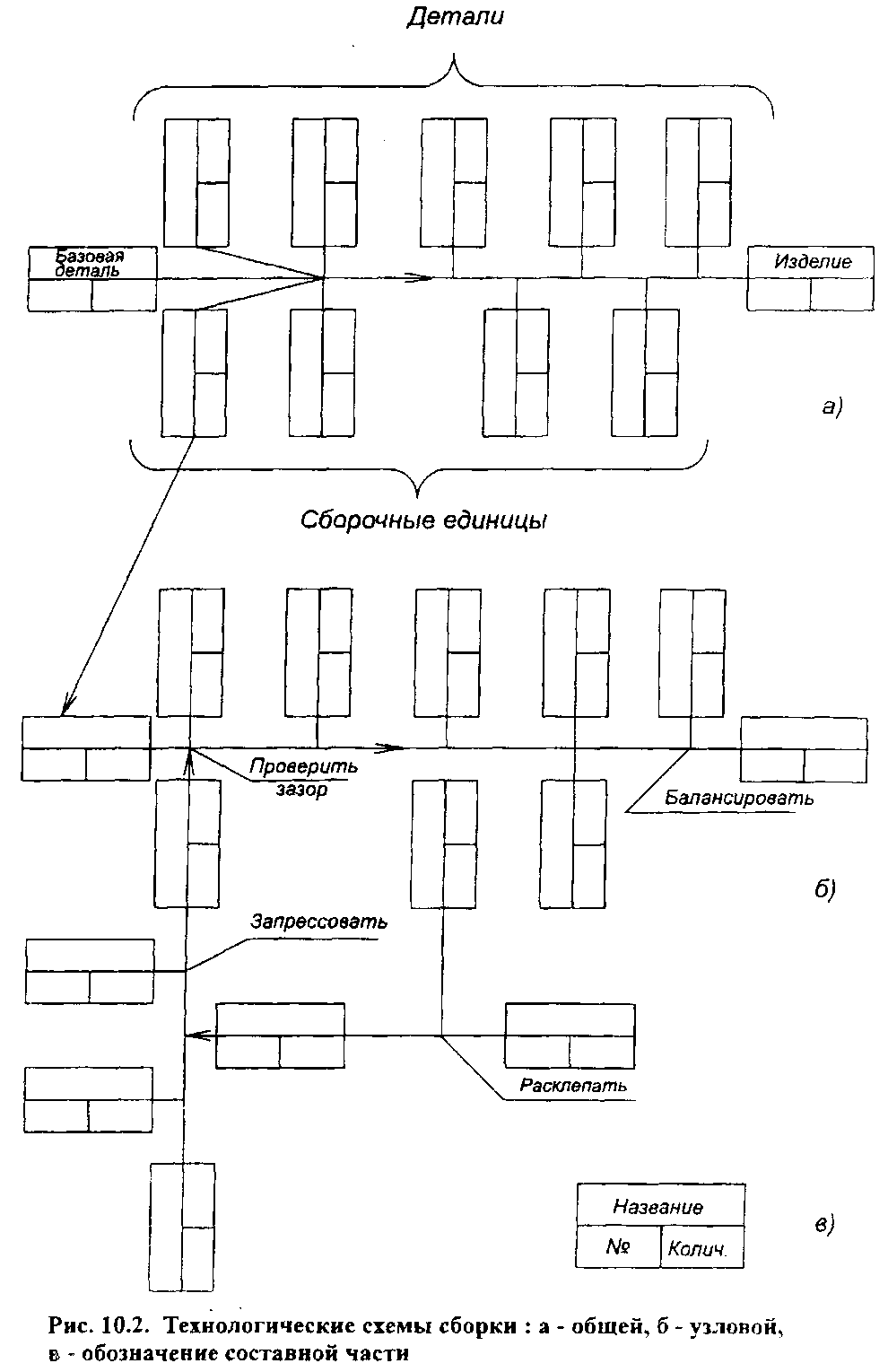
Технологические схемы сборки сопровождаются подписями, если они не очевидны из самой схемы, например, «Запрессовать», «Сварить», «Проверить
на биение» и т.д.
Технологические схемы сборки одного и того же изделия многовариантны.
Оптимальный вариант выбирают из условия обеспечения заданного качества сборки экономичности и производительности процесса при заданном масштабе выпуска изделий. Составление технологических схем целесообразно при проектировании сборочных процессов для любого типа производства. Технологические схемы упрощают разработку сборочных процессов и облегчают оценку изделия на технологичность.
После разработки схем сборки устанавливают состав необходимых работ и определяют содержание технологических операций. В состав технологического процесса сборки в качестве технологических операций вносят разнообразные сборочные работы. Виды сборочных работ приведены в таблице 10.2.
Технологические процессы сборки типовых сборочных единиц, сборки неподвижных разъемных соединений (резьбовых, шпоночных, шлицевых и т.п.), сборки неразъемных соединений (пластическим деформированием, сваркой, пайкой, склеиванием), сборки различных передач машин и механизмов (зубчатые, цепные и др.) описаны в работе [13].