


14.7. Типи таблеткових машин
Продуктовий резервуар має форму зрізаного конуса, який розширюється догори і переходить потім в обичайку розпилювача 4 для створення умов сепарації і зменшення винесення зріджуваного порошку.
Стиснуте повітря, що подається до розпилювача по спеціальній системі 15, застосовується не тільки для розпилення, але й для дистанційного керування форсунками. Гранулювальний розчин подається в необхідних кількостях на розпилення дозувальним насосом 13 із резервуара 14.
Для вимірювання температури повітря до входу в шар матеріалу і на виході з шару встановлені термоопори в комплекті з логометрами, розміщеними на пульті керування.
Підйом продуктового резервуара і герметизація апарата здійснюється за допомогою пневмоциліндра 2, розташованого в нижній частині корпусу.
У разі виникнення в апараті надлишкового тиску автоматично відчиняється запобіжний клапан 7і тиск знижується.
Апарат для гранулювання таблеткових сумішей у псевдо-зрідженому шарі СГ-30 працює таким чином.
У продуктовий резервуар 3 згідно з рецептурою завантажується 30кг таблеткової суміші, що підлягає гранулюванню. Резервуар із візком 1 закочується в апарат. Переключенням тумблера на пульті керування резервуар із продуктом піднімається. На логометрі встановлюється температура повітря, необхідна для гранулювання. На пульті керування задається час перемішування, гранулювання і висушування, а також циклічність і періодичність струшування. Включається вентилятор, за допомогою шибера встановлюється необхідний ступінь псевдозрідження оброблюваної маси.
Через задані проміжки часу закривається заслінка перед вентилятором, включається привід, що струшує рукавні фільтри. Через певні проміжки часу автоматично включається форсунка і насос, що подає гранулювальну рідину; здійснюється гранулювання таблеткової суміші; потім система розпилювання відключається; і починається сушіння.грануляту. По закінченні всього циклу гранулювання автоматично виключається вентилятор і припиняється подача пари в калориферну установку. Опускається продуктовий резервуар, гранулят надходить на таблетування (за необхідності він може бути просіяний).
Апарат СГ-30 обслуговує одна людина. Серійне виготовлення його освоєно дослідним заводом СПКБ «Медпром» об'єднання «Прогресе» Санкт-Петербурга.
340
Пресування на таблеткових машинах здійснюється прес-інструментом, що складається з матриці і двох пуансонів (рис. 14.5).
Основними типами таблеткових машин є ексцентрикові, або ударні, і ротаційні.
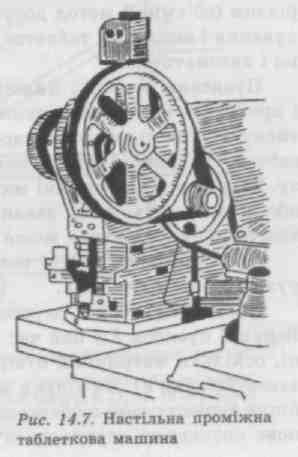
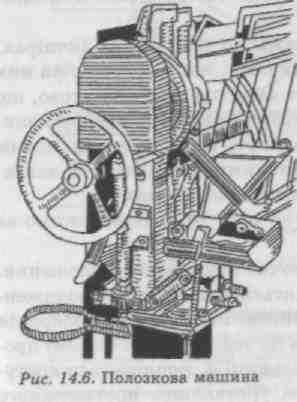
Ексцентрикові машини бувають полозкові (рис. 14.6)і проміжні (башмачні) (рис. 14.7).
Полозкові машини. У цьому типі машин завантажувальний бункер рухається при роботі на спеціальних полозках. Матеріал, що надходить із завантажувального бункера, потрапляє в канал матриці, прикріпленої до матричного столу та обмеженої знизу нижнім пуансоном. Після цього бункер з матеріалом віддаляється, верхній
пуансон опускається вниз, спресовує матеріал і піднімається. Потім піднімається нижній пуансон і виштовхує таблетку. Поштовхом нижньої основи бункера остання скидається в приймач.
341
Полозкові машини мають декілька суттєвих вад. Основною із них є те, що пресування здійснюється тільки з одного боку —
зверху і короткочасно, на зразок удару. Тиск пресування в таблетці розподіляється нерівномірно (верхня половина ущільнена більше), а деякі порошки погано пресуються через короткочасність циклу стиску. Такі машини виробляють 30—50 таблеток за хвилину.
Проміжні машини. Таблеткові машини проміжного типу (ба-шмачні) за конструкцією і принципом роботи схожі на полозкові, але відрізняються від останніх нерухомістю завантажувального бункера і матриці. Матеріал для таблетування подається в матрицю за допомогою рухомого башмака, приєднаного до бункера за допомогою шарніра. Така будова живильного вузла зменшує можливість руйнації і розшарування грануляту.
За продуктивністю ці машини рівноцінні машинам полозкового типу.
Прикладом такої машини може служити таблетковий прес австрійської фірми «Енглер», таблетковий прес типу HTM,що випускається Маріупольським ЗТО.
Ротаційні таблеткові машини (PTM)широко використовуються фармацевтичною промисловістю України у виробництві таблеток. На відміну від ударних машин PTMмають велику кількість матриць і пуансонів (від 12до 57).Матриці вмонтовані в обертовий матричний стіл. Тиск у PTMнаростає поступово, що забезпечує м'яке і рівномірне пресування таблеток. PTM характеризуються високою продуктивністю (до 0,5 млн таблеток за годину). Технологічний цикл таблетування на PTM складається з таких послідовних операцій: заповнення матриць таблетованим матеріалом (об'ємний метод дозування), власне пресування, виштовхування і скидання таблеток. Ці операції виконуються послідовно і автоматично.
Пуансони верхні і нижні ковзають по напрямних (копірах) і проходять між пресувальними роликами, які одночасно на них тиснуть. При цьому тиск наростає та зменшується поступово, що забезпечує рівномірне і м'яке пресування таблетки зверху і знизу. Залежно від типу такі машини можуть бути обладнані одним або двома нерухомими завантажувальними бункерами. У завантажувальних бункерах може бути встановлена мішалка.
Принцип роботи PTMпоказано нарис. 14.8.Простежимо за рухом однієї з матриць.
Нижній пуансон 3 опустився в точно обумовлене положення. Верхній пуансон 2 у цей час знаходиться в найвищому положенні, оскільки матричний отвір 7підійшов під бункер 1 (операція завантаження а). Як тільки матриця (із заповненим гніздом) пройшла бункер разом з обертанням стільниці 4, починається поступове опускання верхнього пуансона. Діставшись протилежного

боку, він одразу ж потрапляє під пресувальний валик 5.Одночасно на нижній пуансон натискає валик 6 (операція пресування б). Після проходження між валиками верхній пуансон починає підніматися. Нижній пуансон також трішки піднімається і виштовхує таблетку з матриці. За допомогою ножа (скребка) таблетка скидається зі стільниці —операція виштовхування таблетки.
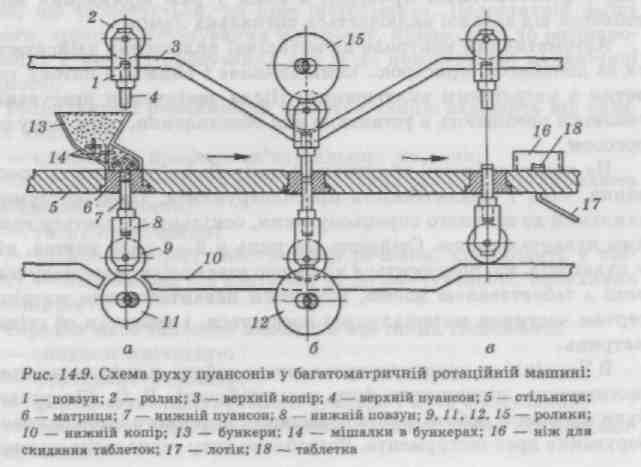
Такий рух послідовно здійснюють усі прес-інструменти (матриця і пара пуансонів). Для того щоб забезпечити пуансонам належний рух, до ручок (які називаються повзунами), прироблені ролики, за допомогою яких вони повзуть (котяться) по верхніх і нижніх копірах (напрямним). Схема руху показана на рис. 14.9.Під час операції завантаження а ролик верхнього повзуна з пуан-
342
343
соном знаходиться у найвищій точці верхнього копіра. Далі він сковзає вниз по похилій копіра. Пуансон торкається матричного отвору, занурюється в нього і здавлює матеріал.
Тиск наростає і досягає максимуму в ту мить, коли ролик повзуна опиниться під тиском валика (операція пресування б). Після цього ролик із пуансоном починає підніматися нагору уздовж копіра і досягає максимуму, а нижній повзун робить наступні рухи. У стадії завантаження його ролик підпирається валиком, який регулює об'єм матричного отвору. Після цього нижній повзун рухається уздовж прямого копіра. На стадії пресування його ролик піднімається давильним валиком, завдяки чому нижній пуансон із свого боку натискає на матеріал. Далі копір іде декілька наверх, внаслідок чого нижній пуансон виштовхує таблетку (операція виштовхування в). Після цього внаслідок опускання копіра нижній пуансон також опускається вниз, і все повторюється спочатку.
Випускаються таблеткові машини різних марок: PTM-24;РТМ-3028; PTM-41;PTM-41Mта ін.
Широко використовуються PTM-41M2B,яка має 41пару прес-інструментів і дозволяє випускати таблетки діаметром 5—15мм і 20мм. Для прямого пресування призначена РТМ-3028, яка має 57пар пуансонів. PTM-300Mслужить для виробництва таблеток циліндричної форми невеликих діаметрів із плоскими і сферичними торцями.
У процесі таблетування контролюють масу таблеток і можливі механічні включення. Масу таблеток визначають на ручних вагах; є й автоматичні пристрої, в яких у разі відхилення маси таблеток від заданої включається сигнальна лампа.
Автоматичний контроль на металічні включення здійснюється за допомогою пристрою, який виявляє і виймає з потоку таблетки з металічним включенням. Після закінчення пресування таблетки поміщають в установку для обезпилення, обладнану пилососом.
На якість таблеток впливають розмір тиску, швидкість пресування, стан і зносостійкість прес-інструмента. Прес-інструмент схильний до значного спрацьовування, оскільки піддається великим навантаженням. Стійкість матриць у 2—3 рази менша, ніж у пуансонів, що пояснюється хімічною взаємодією матеріалу матриці з таблетованою масою, жорстким навантаженням матриці, тертям частинок матеріалу, що пресується, і таблетки об стінки матриць.
В Україні і за кордоном проводяться роботи зі зміцнення прес-інструмента, підвищення його зносостійкості. В. О. Білоусовим були проведені роботи з електролізного, рідинного і порошкового борування прес-інструмента. Розроблено нову технологію виготов-
лення матриць методом порошкової металургії, запроваджена технологія виготовлення складових матриць на основі карбідів хрому і нікелю.