Общие требования при испытаниях
9.2.9 При допуске сварочного материала и признании Речным Регистром организации-изготовителя в общем случае должны быть определены:
механические свойства наплавленного металла;
механические свойства металла шва и сварного стыкового соединения;
стойкость металла шва и сварного соединения против образования горячих трещин при сварке тавровой пробы.
Когда это требуется‚ или по желанию изготовителя при допуске сварочных материалов определяют:
содержание диффузионного водорода в наплавленном металле (см. 9.2.4 и 9.2.11);
стойкость металла шва и сварного соединения против образования холодных трещин при сварке (см. 9.2.5 и 9.2.12);
стойкость сварного соединения против коррозии в морской воде (см. 9.2.6 и 9.2.13).
Объем испытаний для конкретных сварочных материалов устанавливается в соответствии с 9.2.14 – 9.2.33 программой испытаний‚ согласованной с Речным Регистром.
9.2.10 При ежегодных испытаниях сварочных материалов согласно 9.1.3 должны быть выполнены для соответствующих сварочных материалов указанные в 9.2.9 испытания, за исключением испытания для определения стойкости металла шва и сварного соединения против образования холодных трещин и коррозии в морской воде. По согласованию с Речным Регистром объем испытаний может быть уменьшен.
9.2.11 Определение содержания водорода, когда это требуется, должно производится вакуумным методом одним из двух способов:
По методике, приведенной в приложении 9;
по методике с использованием ртутно-вакуумной аппаратуры.
По согласованию с Речным Регистром допускается производить определение водорода глицериновым способом.
9.2.12Стойкость металла шва и сварного соединения против образования холодных трещин определяют по методике, приведенной в приложении 7.
Допускается по согласованию с Речным Регистром проводить испытания по иным методикам, при этом сварку следует выполнять в условиях, аналогичных условиям сварки при постройке судов.
9.2.13 Стойкость сварного соединения против коррозии в морской воде определяют по методике, приведенной в приложении 6. По согласованию с Речным Регистром допускается проводить испытания по иным методикам.
Изготовление проб, образцов и оценка результатов
Изготовление проб
9.2.14Пробы для определения свойств наплавленного металла для всех сварочных материалов могут быть изготовлены из судостроительной стали любой категории.
Пробы стыковых и тавровых соединений должны изготавливаться из стали той категории, для которой предназначен сварочный материал. Если сварочный материал предназначен для сварки стали различных категорий, пробы стыковых соединений должны быть изготовлены из стали самой высокой категории.
Сварка проб должна выполняться при нормальной температуре, причем последующие слои наплавляются после остывания предыдущих по крайней мере до 250 °С, но не менее 100 °С; сваренные пробы не должны подвергаться термической обработке.
Пробы стыковых соединений до разрезки на образцы должны подвергаться радиографическому контролю, результаты которого должны подтверждать отсутствие недопустимых дефектов.
Сварка проб должна выполняться в присутствии эксперта Речного Регистра или уполномоченного Речным Регистром лица.
9.2.15Если сварочные материалы должны быть допущены для сварки на постоянном и переменном токе, то пробы следует сваривать на переменном токе. Речной Регистр может потребовать сварку пробы и на постоянном токе.
Изготовление образцов
9.2.16Из проб сварного соединения вырезают образцы для испытаний наплавленного металла, металла шва сварного соединения на растяжение, на изгиб и на ударный изгиб. Размеры образцов принимаются согласно требованиям разд. 2.
Размеры образца из сварного соединения для испытания на растяжение указаны на рис. 9.2.16.
Форма и размеры цилиндрического образца для испытания на растяжение должны соответствовать стандартам.
Перед испытанием образцы на растяжение рекомендуется выдерживать при температуре не выше 250 °С в течение 16 ч для удаления водорода.
 Рис.
9.2.16
Рис.
9.2.16
9.2.17 Образцы для испытания на ударный изгиб должны быть вырезаны из пробы сварного соединения, в соответствии с рис. 9.2.17-1 и 9.2.17-2.
 Рис.
9.2.17-1
Рис.
9.2.17-1
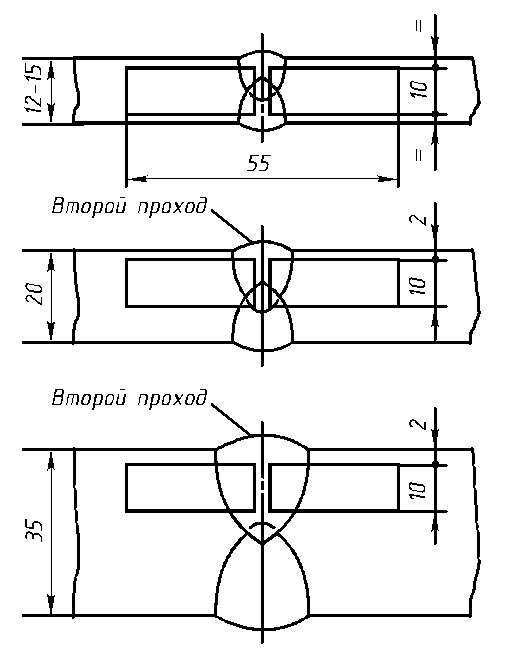 Рис.
9.2.17-2
Рис.
9.2.17-2
9.2.18Усиление шва на образцах, вырезанных из сварного стыкового соединения для испытания на растяжение и изгиб, должно быть удалено с обеих сторон заподлицо с основным металлом. Кромки образца для испытания на изгиб допускается округлять радиусом не более 2 мм.
Оценка результатов испытаний
9.2.19Испытание на изгиб считается удовлетворительным, если после изгиба на оправке диаметром, равным трем толщинам образца, на растягиваемой стороне образца не образовались трещины. Образовавшиеся на поверхности трещины длиной менее 3 мм не учитываются.
9.2.20Если результаты испытаний образцов на растяжение и изгиб не соответствуют требованиям, необходимо провести повторное испытание на удвоенном количестве образцов.
9.2.21Испытания на ударный изгиб проводятся на трех образцах‚ температура которых должна контролироваться с точностью 2 °С. Среднее значение полученной работы удара должно соответствовать требованиям табл. 9.2.2-1 и 9.2.2-2. Полученная при испытании работа удара для одного образца может быть меньше требуемого среднего значения, но должна составлять не менее 70 % от него.
9.2.22Если результаты испытаний образцов на ударный изгиб не соответствуют требованиям табл. 9.2.2-1 и 9.2.2-2, могут быть проведены дополнительные испытания комплекта из трех образцов. Дополнительные испытания допускаются, если полученная при испытании работа удара для не более‚ чем двух образцов ниже требуемого среднего значения и для не более‚ чем одного из них составляет ниже 70 % от этого значения.
9.2.23Испытания сварочных материалов на стойкость против образования горячих трещин должны проводиться в соответствии с 9.2.28. Результаты испытаний признаются удовлетворительными, если в сварных швах тавровой пробы отсутствуют поверхностные и внутренние трещины, а также значительная пористость.
9.2.24Оценка результатов испытаний на стойкость против образования холодных трещин производится в соответствии с методикой, изложенной в приложении 7.
9.2.25На основании результатов испытаний для определения стойкости сварного соединения против коррозии в морской воде должны быть определены средние скорости коррозии металла шва и зоны термического влияния, средние скорости коррозии основного металла в зоне сварного соединения и на некотором расстоянии от сварного шва. При этом соотношение скоростей коррозии элементов сварного соединения должно находиться в пределах 0,9 – 1,1.
Испытание электродов для ручной дуговой сварки
Испытания наплавленного металла
9.2.26 Для испытания наплавленного металла в нижнем положении должны быть сварены две пробы, при этом одна из них сваривается электродами диаметром 4 мм‚ а другая — электродами наибольшего производимого диаметра. Если электроды изготавливаются только одного диаметра, достаточно одной пробы.
Проба наплавленного металла должна соответствовать рис. 9.2.26.
Металл шва должен наплавляться несколькими слоями, причем каждый последующий слой следует направлять противоположно предыдущему. Толщина каждого слоя должна быть не менее 2 мм и не более 4 мм.
Результаты испытаний образцов, вырезанных из пробы согласно рис. 9.2.26, должны соответствовать требованиям табл. 9.2.2-1.
Испытание сварного стыкового соединения
9.2.27 Для определения свойств сварного стыкового соединения в каждом положении сварки (нижнем, вертикальном снизу вверх, вертикальном сверху вниз, потолочном, горизонтальном на верти-
 Рис.
9.2.26
Рис.
9.2.26
кальной плоскости), для которого предназначены электроды, должно быть сварено по одной пробе. По согласованию с Речным Регистром электроды, предназначенные для сварки в нижнем и вертикальном снизу вверх положениях, могут применяться для сварки в горизонтальном положении на вертикальной плоскости.
Если электроды предназначены только для сварки в нижнем положении, должны быть сварены две пробы в этом положении. Пробы сварного стыкового соединения для испытания электродов должны соответствовать рис. 9.2.27.
Из проб, сваренных в потолочном положении, изготовление образцов для испытания на ударный изгиб не требуется.
Сварку проб выполняют с учетом следующего.
Нижнее положение. Первый проход следует выполнять электродом диаметром 4 мм, остальные проходы, за исключением двух последних слоев,— электродом диаметром 5 мм или более.
 Рис.
9.2.27
Рис.
9.2.27
Проходы двух последних слоев следует выполнять электродами наибольшего производимого диаметра.
В случае когда требуется вторая проба в нижнем положении, первый проход необходимо выполнять электродом диаметром 4 мм, следующий проход — электродом диаметром 5 или 6 мм, остальные проходы — электродом наибольшего производимого диаметра.
Горизонтальное положение. Первый проход необходимо выполнять электродом диаметром 4 или 5 мм, последующие проходы — электродом диаметром 5 мм.
Вертикальное положение снизу вверх и потолочное. Первый проход необходимо выполнять электродом диаметром 3,25 мм, остальные проходы — электродом диаметром 4 или 5 мм, если электроды таких диаметров рекомендуются для сварки в этих положениях.
Вертикальное положение сверху вниз. Диаметр электрода и порядок сварки пробы принимаются по рекомендации изготовителя.
Подварочный шов выполняется элек-тродом диаметром 4 мм после вырубки корня шва до чистого металла в том же положении сварки, в каком выполнялся основной шов.
Результаты испытаний образцов, вырезанных из пробы согласно рис. 9.2.27, должны соответствовать требованиям табл. 9.2.2-2.
Испытание стойкости металла шва и сварного соединения против образования горячих трещин
9.2.28 Для определения стойкости против образования горячих трещин должны быть сварены три тавровых пробы, как показано на рис. 9.2.28. По возможности пробы свариваются электродами разных диаметров.
Нижняя кромка вертикальной пластины должна быть ровной и пригнана плотно к поверхности нижней пластины. Неровности должны быть устранены до сварки.
Прихватки выполняются на торцах пластин. Нижней пластине должна быть при дана дополнительная жесткость посредством приварки трех поперечных ребер, предотвращающих ее искривление.
Сварка должна производиться в положении «в лодочку». Угловые швы должны быть однопроходными и выполнены на максимальном токе, который рекомендуется изготовителем для данного типа и диаметра электродов.
Второй шов должен выполняться немедленно после окончания первого шва и заканчиваться на том конце пробы, где начат первый шов. Оба шва должны выполняться с постоянной скоростью без колебательных движений.
Длина электрода, необходимая для сварки шва длиной 120 мм, приведена в табл. 9.2.28.
Таблица 9.2.28
|
Диаметр электрода, мм |
Расходуемая длина электрода, мм | |
|
Первый валик |
Второй валик | |
|
4 |
200 |
150 |
|
5 |
150 |
100 |
|
6 |
100 |
75 |
После сварки шлак удаляют со швов, полностью остывшие швы подвергают осмотру или неразрушающему контролю для обнаружения трещин.
Первый валик затем срезается на станке или срубается зубилом, а второй валик ломается таким образом, чтобы корень шва растягивался.
 Рис.
9.2.28
Рис.
9.2.28
Испытание электродов, предназначенных только для сварки угловых швов
9.2.29 Электроды, предназначенные только для сварки угловых швов, включая электроды для сварки наклонным и лежащим электродом, подвергают следующим испытаниям:
определению свойств наплавленного металла согласно 9.2.26;
испытанию таврового соединения;
определению содержания водорода согласно 9.2.11.
Сварка таврового соединения должна производиться в соответствии с рис. 9.2.29. Тавровые пробы должны быть сварены в каждом положении, для которого предназначены электроды (нижнем, вертикальном снизу вверх, вертикальном сверху вниз, потолочном). Пробы должны свариваться с использованием электродов того диаметра, который рекомендован изготовителем для данного положения сварки. Длина пробы должна быть по крайней мере такой, чтобы можно было выполнить шов, получаемый при расплавлении одного электрода полностью. Первый шов на пробе должен быть сварен электродом наибольшего производимого диаметра, второй — электродом минимального диаметра. Из трех участков шириной около 25 мм должны быть изготовлены три макрошлифа. На макрошлифах должна быть измåрена твердость металла шва, зоны термического влияния и основного металла, как показано на рис. 9.2.29.
Среднее значение твердости металла шва и зоны термического влияния при сварке судостроительной стали нормальной и повышенной прочности не должно превышать 350 НV (твердость‚ определяемая с помощью алмазной пирамиды, при нагрузке 100 Н).
Испытание на излом после удаления строжкой или зубилом одного из швов производится так, чтобы корень оставшегося шва растягивался. На поверхности изломов должны отсутствовать трещины и значительная пористость.
 Рис.
9.2.29
Рис.
9.2.29
Испытание сочетаний проволока флюс
Общие указания
9.2.30 Настоящие требования распространяются на сочетания проволока — флюс, предназначенные для автоматической многопроходной и двухпроходной сварки. Если сочетание предназначено для обоих методов, то испытания необходимо проводить для каждого из них.
Сочетания для многопроходной сварки
Испытание наплавленного металла
9.2.31Проба должна быть сварена в нижнем положении согласно рис. 9.2.31.
Направление сварки каждого последующего слоя на пробе должно быть противоположным предыдущему. Толщина слоя каждого прохода должна быть не менее диаметра проволоки, и вместе с тем не менее 4 мм.
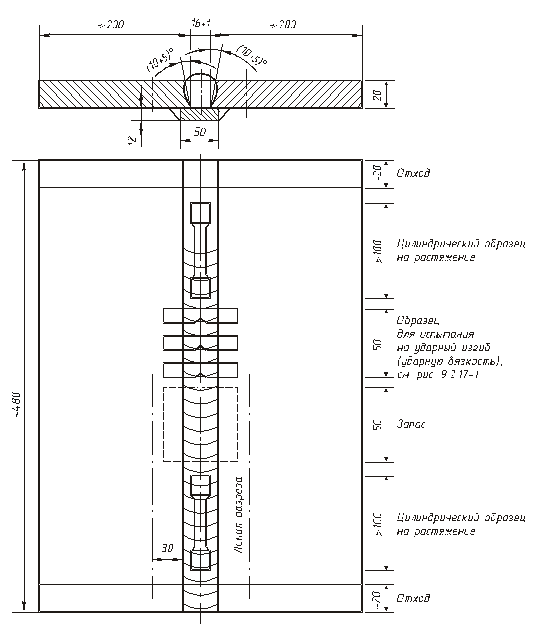 Рис.
9.2.31
Рис.
9.2.31
Результаты испытаний образцов, вырезанных из пробы согласно рис. 9.2.31, должны удовлетворять требованиям табл. 9.2.2-1.
Испытание сварного стыкового соединения
9.2.32Проба должна быть сварена в нижнем положении согласно рис. 9.2.32. Толщина слоя каждого прохода должна быть не менее диаметра проволоки, и вместе с тем не менее 4 мм. Результаты испытаний образцов, вырезанных из пробы согласно рис. 9.2.32, должны удовлетворять требованиям табл. 9.2.2-2.
Сочетания для двухпроходной сварки
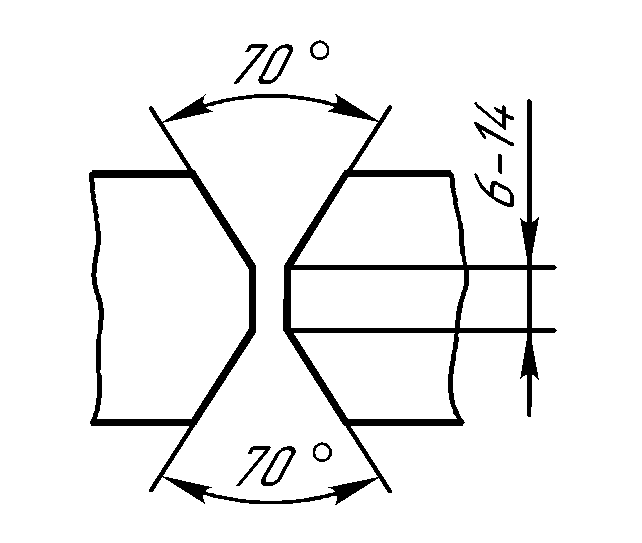
9.2.33Должны быть сварены две пробы согласно рис. 9.2.33:
 Рис.
9.2.32
Рис.
9.2.32
для категорий 1 и 1Yодна проба толщиной 12 – 15 мм и другая толщиной 20 – 25 мм;
для категорий 2, 2Y, 3, ЗYодна проба толщиной 20 – 25 мм и другая толщиной 30 – 35 мм.
Если сварочные материалы предназначены для сварки стали и нормальной‚ и повышенной прочности, необходимо изготовить две пробы из стали повышенной прочности. Речной Регистр может потребовать также изготовления двух проб из стали нормальной прочности.
Выбор категории стали, диаметр проволоки, подготовка кромок под сварку при сварке пробы должны соответствовать требованиям табл. 9.2.33.
Расстояние между кромками листов не должно превышать 1 мм. Проба должна выполняться за два прохода. После выполнения первого прохода и перед выполнением следующего проба должна остыть на открытом воздухе до температуры 100 °С.
Результаты испытаний образцов, вырезанных из пробы согласно рис. 9.2.33, должны удовлетворять требованиям табл. 9.2.2-1 и 9.2.2-2.
 Рис.
9.2.33
Рис.
9.2.33
Испытание сочетаний проволока — защитный газ
Общие указания
9.2.34 Настоящие требования распространяются на комбинации сварочных материалов «проволока — защитный газ», а также на флюсосодержащую и покрытую флюсом проволоки (для сварки с защитным газом и без него).
Состав защитного газа должен быть указан в Свидетельстве о типовом одобрении материала на сочетание. Применение защитного газа иного состава для той же проволоки возможно после проведения дополнительных испытаний.
При допуске сочетаний, предназначенных для сварки угловых швов; должны быть выполнены требования 9.2.29.
При допуске сочетаний для автоматической многопроходной сварки должны быть выполнены требования 9.2.31, при сварке пробы наплавленного металла толщина слоя должна быть не менее 3 мм.
Таблица 9.2.33
|
Толщина листов пробы, мм |
Подготовка кромок |
Максимальный диаметр проволоки, мм |
Категория сварочного материала |
Категория стали на пробах | |
|
нормальной прочности |
повышенной прочности | ||||
|
12 – 15 |
|
5 |
1 1Y |
A — |
— A32, A36, A40 |
|
20 – 25 |
|
6 |
1 |
A |
— |
|
1Y |
— |
A32, A36, A40 | |||
|
2 |
A, B или D |
— | |||
|
2Y |
— |
A32, A36, D32, D36, D40 | |||
|
3 |
Любая |
— | |||
|
3Y |
— |
Любая | |||
|
30 – 35 |
|
7 |
2 |
A, B или D |
— |
|
2Y |
— |
A32, A36, D32, D36, D40 | |||
|
3 |
Любая |
— | |||
|
3Y |
— |
Любая | |||