

Сочетание, допущенное для полуавтоматической многопроходной сварки, разрешается для автоматической сварки без проведения дополнительных испытаний.
Сочетания для многопроходной сварки
Испытания наплавленного металла
9.2.35 Для испытания наплавленного металла в нижнем положении должны быть сварены две пробы согласно рис. 9.2.26: одна — проволокой наименьшего производимого диаметра, а другая — проволокой наибольшего диаметра.Если проволока производится только одного диаметра, следует сваривать только одну пробу.
Толщина каждого слоя наплавленного металла при сварке проб должна составлять 2 – 6 мм.
Результаты испытаний образцов, вырезанных из проб согласно рис. 9.2.26, должны удовлетворять требованиям табл. 9.2.2-1.
Испытания сварного стыкового соединения
9.2.36 Для каждого положения сварки, для которого предназначается сочетание, должно быть сварено по одной пробе согласно рис. 9.2.27. При сварке проб первый проход выполняется проволокой наименьшего производимого диаметра. Последующие проходы выполняются: для нижнего положения — проволокой наибольшего производимого диаметра, для других — проволокой наибольшего диаметра, рекомендуемого изготовителем для данного положения сварки.
Если сочетание предназначается только для сварки в нижнем положении, необходимо изготовить дополнительную пробу с использованием проволоки иных диаметров, чем примененные для сварки первой пробы. Если проволока производится только одного диаметра, следует изготавливать одну пробу.
Результаты испытаний образцов, вырезанных из пробы согласно рис. 9.2.27, должны удовлетворять требованиям табл. 9.2.2-1 и 9.2.2-2
Сочетания для автоматической двухпроходной сварки
9.2.37 Испытания проводятся в соответствии с требованиями 9.2.33 с учетом нижеследующего.
Для испытания должны быть изготовлены две пробы согласно рис. 9.2.33: одна толщиной 12 – 15 мм и другая — толщиной 20 – 25 мм.
Если сочетание предназначается для сварки стали толщиной более 25 мм, следует изготовить две пробы: одну — толщиной около 20 мм и другую — максимальной толщиной, предусмотренной для сварки данным сочетанием.
Подготовку кромок под сварку в зависимости от толщины свариваемой пробы следует выполнять согласно рис. 9.2.37.
 Рис.
9.2.37
Рис.
9.2.37
Испытания сварочных материалов для дуговой сварки в защитном газе
9.2.38На вышеуказанные сварочные материалы распространяются требования 9.2.33 с учетом требований 9.2.39.
При этом сварку можно выполнять за один проход, а разделку кромок не производить.
9.2.39Для испытания должны быть сварены две пробы согласно рис. 9.2.39-1, 9.2.39-2 толщиной 25 мм и 35 – 40 мм. Категории стали для проб должны соответствовать табл. 9.2.33 для проб толщиной 25 – 35 мм.
Результаты испытаний образцов, вырезанных из проб согласно рис. 9.2.39-1, 9.2.39-2, должны удовлетворять требованиям табл. 9.2.2-1 и 9.2.2-2 для автоматической сварки.
Испытание сварочных материалов, предназначенных для односторонней сварки на подкладках
9.2.40Объем испытаний и условия их проведения устанавливаются согласно требованиям 9.2.26 – 9.2.33 для соответствующих методов сварки с учетом следующих указаний.
Пробу для испытания наплавленного металла следует изготавливать согласно рис. 9.2.26 и 9.2.31 в зависимости от метода сварки. Должны быть изготовлены две
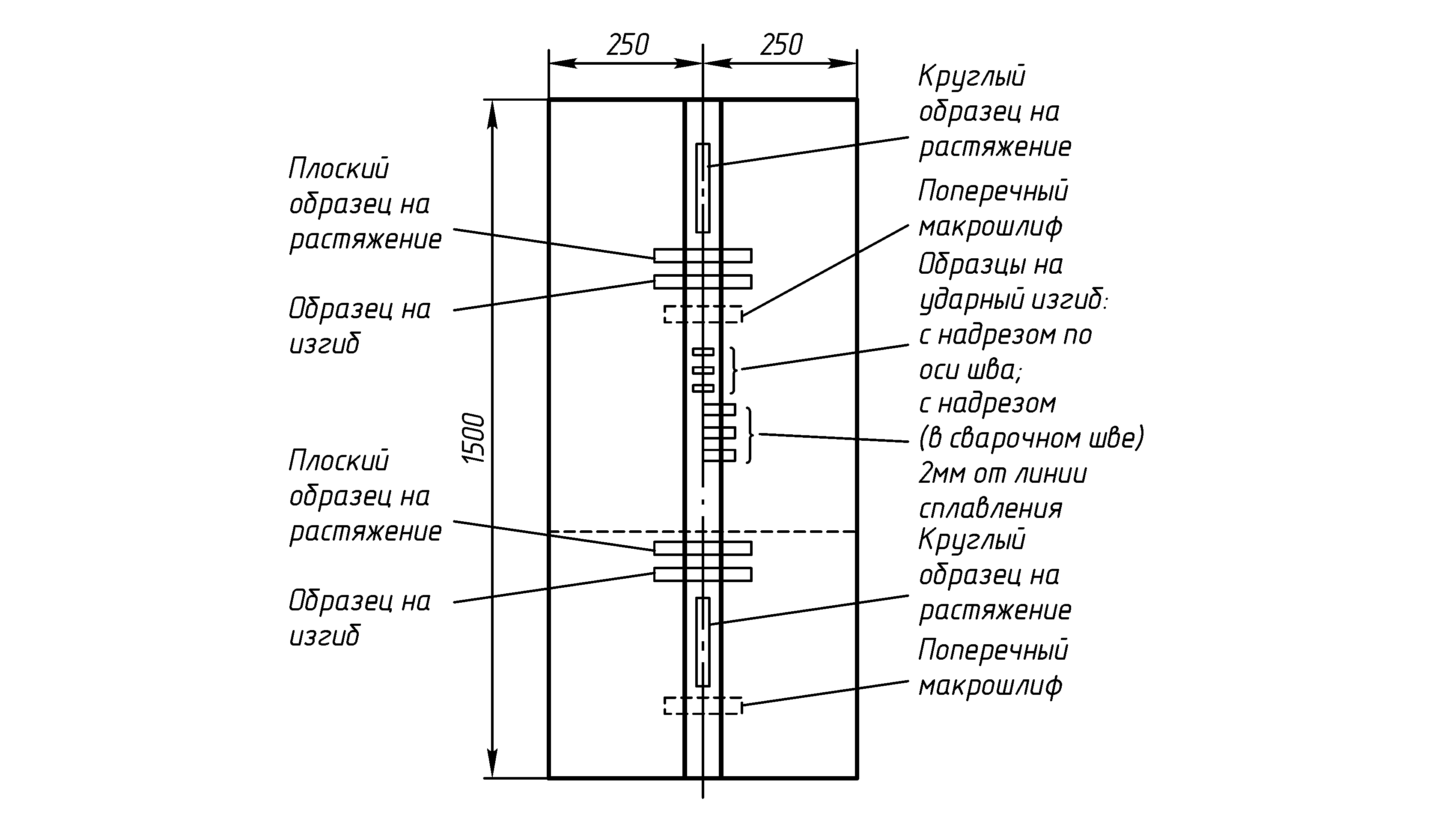 Рис.
9.2.39-1
Рис.
9.2.39-1
 Рис.
9.2.39-2
Рис.
9.2.39-2
пробы сварного стыкового соединения минимальной и максимальной толщины согласно рис. 9.2.40.
Подготовка кромок, размеры зазора, режимы сварки должны соответствовать рекомендациям изготовителя сварочных материалов.
Механические свойства наплавленного металла должны соответствоватьтабл. 9.2.2-1, а сварного соединения — табл. 9.2.2-2 для соответствующих категорий сварочных материалов. Если сварочные материалы ранее допущены Речным
Регистром для сварки по обычной технологии (без подкладок), должна быть изготовлена только проба для испытания сварного соединения согласно рис. 9.2.40.
9.3 Сварочные материалы для сварки котельной стали
9.3.1 На сварочные материалы для сварки котельной стали полностью распространяются требования, предусмотренные в 9.2 для сварки судостроительной стали, за исключением испытания стойко-
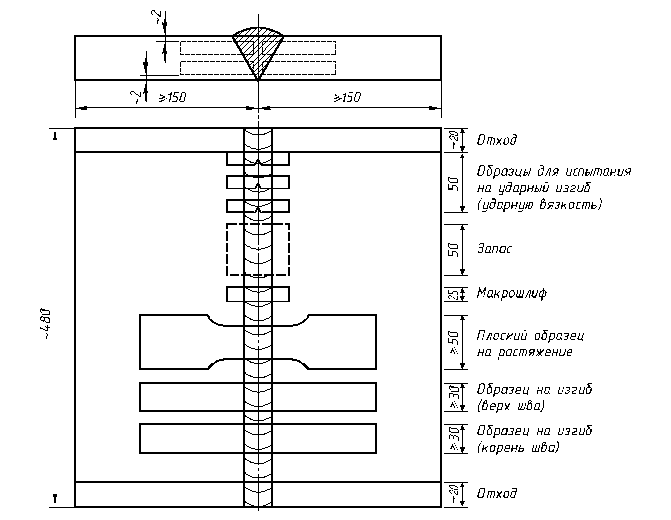 Рис.
9.2.40
Рис.
9.2.40
сти против образования холодных трещин и коррозии в морской воде, с учетом указаний настоящей главы.
9.3.2 При испытании сварочных материалов для котельной стали из проб наплавленного металла и стыковых соединений дополнительно изготавливают комплект образцов для испытания на ударный изгиб после старения в соответствии с 2.2.
9.3.3При проведении испытаний сварочных материалов, предназначенных для сварки стали, используемой при 350 °С и выше, Речной Регистр может потребовать испытания на растяжение при максимальной рабочей температуре с определением условного предела текучестиRpO,2t.