

Механические свойства легированной стали
|
Диаметр или толщина пробы, мм |
Временное сопротивление Rm, МПа |
Предел текучести ReH илиRp0,2, МПа |
Относительное удлинение A5, % |
Относительное сужение Z, % |
Результаты испытаний на ударный изгиб | ||
|
Работа удара KV, Дж |
Работа удара KU, Дж |
Ударная вязкость KCU,Дж/см2 | |||||
|
не менее | |||||||
|
30 |
800 – 1100 |
600 |
10 / 8 |
35 / 25 |
22 / 16 |
24 / 18 |
48 / 36 |
|
1000 – 1300 |
680 |
8 / 6 |
35 / 25 |
18 / 14 |
20 / 15 |
40 / 30 | |
|
1050 – 1350 |
780 |
8 / 6 |
35 / 25 |
18 / 14 |
20 / 15 |
40 / 30 | |
|
60 |
650 – 950 |
450 |
11 / 9 |
40 / 27 |
22 / 16 |
24 / 18 |
48 / 36 |
|
800 – 1100 |
550 |
10 / 8 |
35 / 27 |
22 / 16 |
24 / 18 |
48 / 36 | |
|
950 – 1250 |
680 |
8 / 6 |
35 / 27 |
18 / 14 |
20 / 15 |
40 / 30 | |
|
Примечаниясм. табл. 3.6.14-1. | |||||||
Изготовление проб
3.6.16 Размеры пробы должны быть достаточными для проведения испытаний и возможных повторных испытаний, а площадь ее поперечного сечения должна быть не меньше площади поперечного сечения той части поковки, из которой проба отобрана. Кроме особо оговоренных случаев, пробы должны отковываться совместно с поковкой. Пробы следует вырезать таким образом, чтобы оси изготовленных из них образцов находились на расстоянии от поверхности поковки не более 10 % ее диаметра или толщины.
3.6.17 Пробы не следует вырезать из поковок до окончания всех видов их термической обработки, за исключением случаев, когда детали подлежат цементации или когда приняты иные решения.
3.6.18 В общем случае из пробы изготавливают один образец для испытания на растяжение и комплект образцов для испытания на ударный изгиб.
3.6.19 Поковки предъявляют к испытаниям поштучно или партиями. За исключением особо оговоренных случаев, места отбора проб и их количество должны быть следующими:
.1 поковки баллеров и штырей руля, валов, шатунов и т. п.;
одна проба от конца каждой поковки вдоль ее продольной оси согласно рис. 3.6.19.1-1, 3.6.19.1-2 и 3.6.19.1-3 (поз.А).
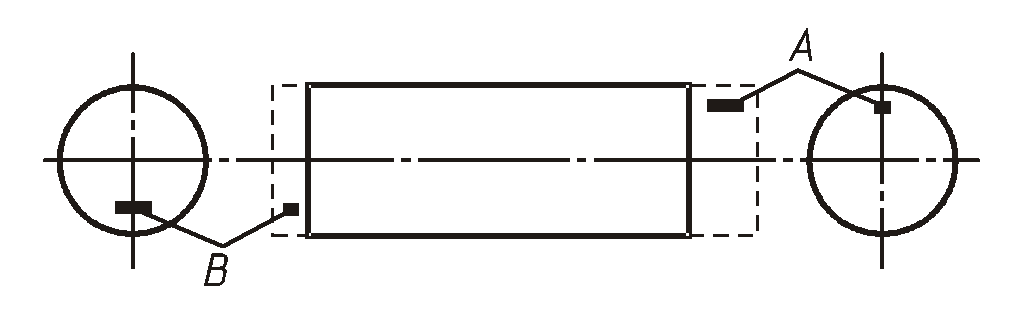 Рис.
3.6.19.1-1
Рис.
3.6.19.1-1
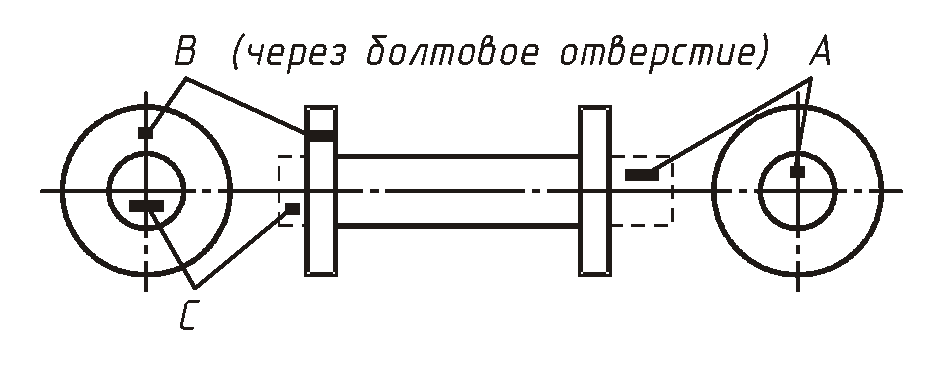 Рис.
3. 6.19.1-2
Рис.
3. 6.19.1-2
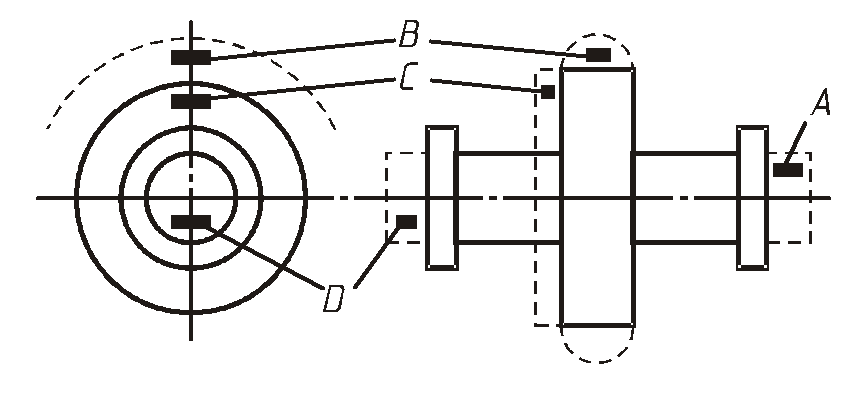 Рис.
3.6.19.1-3
Рис.
3.6.19.1-3
По согласованию с Речным Регистром проба может быть вырезана в поперечном направлении согласно поз. B,CиD. Если одновременно масса поковки превышает 4 т, а длина 3 м, от каждого конца поковки отбирают по одной пробе;
.2 поковки шестерен: одна проба в поперечном направлении согласно рис. 3.6.19.2 (поз. B), если диаметр зубчатой части после окончательной механической обработки превышает 200 мм, или согласно рис. 3.6.19.2 (поз. C), если размеры не позволяют вырезать пробу согласно поз.B. При диаметре 200 мм и менее продольные пробы согласно рис. 3.6.19.2 (поз.A). Если окончательная длина зубчатой части превышает 1250 мм, от каждого конца поковки вырезают по одной пробе;
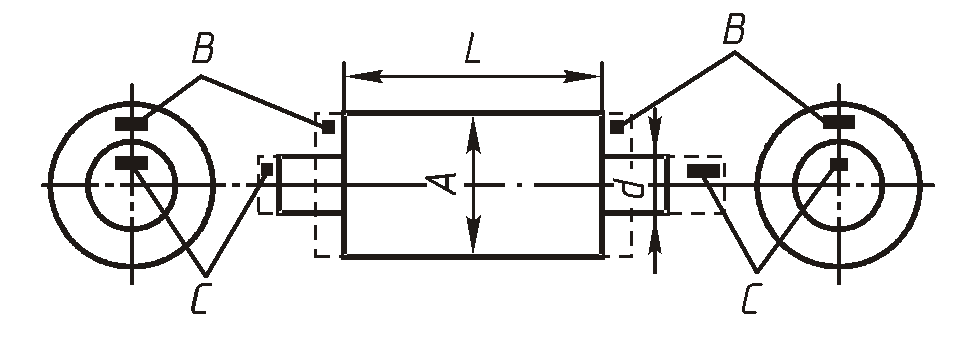 Рис.
3.6.19.2
Рис.
3.6.19.2
.3 поковки зубчатых колес; одна проба в поперечном направлении согласно рис. 3.6.19.3 (поз.АилиB);
 Рис.
3.6.19.3
Рис.
3.6.19.3
.4 заготовки зубчатых колес, изготовленные раскаткой: одна проба согласно рис. 3.6.19.4 (поз.А). Если окончательный диаметр заготовки превышает 2500 мм или масса превышает 3 т, вырезают две пробы согласно рис. 3.6.19.4 (поз.AиB);
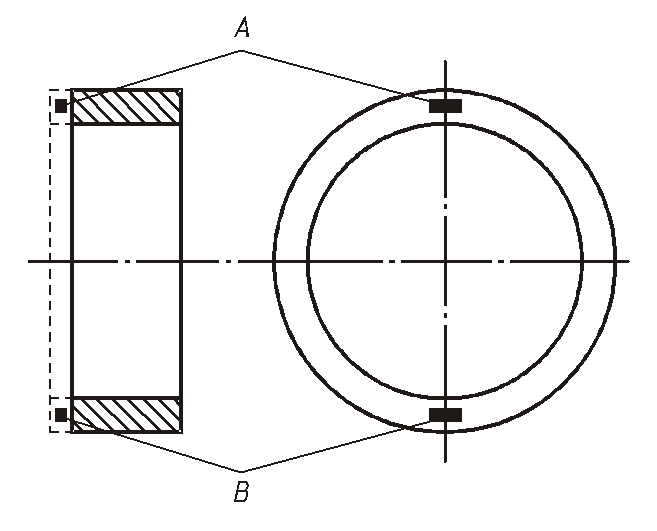 Рис.
3.6.19.4
Рис.
3.6.19.4
.5 поковки муфт, обечаек: одна проба в поперечном направлении согласно рис. 3.6.19.5 (поз.AилиB). Если окончательная длина превышает 1250 мм, вырезают по одной пробе от каждого конца поковки согласно рис.3.6.19.5 (поз.AиB);
 Рис.
3.6.19.5
Рис.
3.6.19.5
.6 поковки щек коленчатых валов: одна проба в поперечном направлении от каждой поковки;
.7 цельнокованые коленчатые валы: одна проба в продольном направлении от конца поковки со стороны соединительной муфты согласно рис. 3.6.19.7 (поз.А).
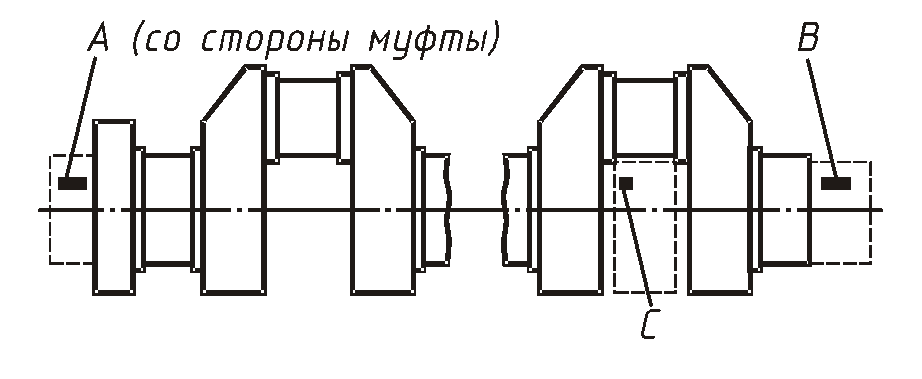 Рис.
3.6.19.7
Рис.
3.6.19.7
Если масса поковки превышает 3 т, вырезают по одной пробе от каждого ее конца согласно 3.6.19.7 (поз. AиB). Если колено изготавливают путем механической обработки или газопламенной резки, вырезают дополнительную пробу в поперечном направлении согласно рис. 3.6.19.7 (поз. С);
.8поковки коленчатых валов и другие поковки с заданной ориентацией волокон: количество и места отбора проб являются в каждом случае предметом специального рассмотрения Речным Регистром;
.9поковки, подлежащие цементации: если Речным Регистром не оговорено иное, для предварительных испытаний после ковки и окончательных после цементации вырезают удвоенное число проб в местах, указанных в пп. 1 — 8 для соответствующих поковок. При этом независимо от массы и размеров поковок пробы вырезают только в одном направлении. Пробы обрабатывают механическим способом до диаметраD/4 или 60 мм, в зависимости от того, какой диаметр меньше.
Для предварительных испытаний после ковки пробы подвергают цементации без карбюризатора и термической обработке, которой будет подвергнута поковка. Для окончательных испытаний пробы подвергают цементации без карбюризатора и термической обработке вместе с поковками, из которых они взяты.
По усмотрению изготовителя поковок или зубчатых колес пробы, имеющие большую площадь поперечного сечения, могут быть подвергнуты цементации либо цементации без карбюризатора, однако до окончательной закалки и термической обработки для снятия напряжений их необходимо обработать до требуемого диаметра.
Иные методы испытаний поковок, подлежащих цементации, являются в каждом конкретном случае предметом специального рассмотрения Речным Регистром.
Примечание. У поковок шестерен и зубчатых колес (см. 3.6.19.2, 3.6.19.3 и 3.6.19.4) допускается вырезать образцы для механических испытаний из пробы, отдельно откованной из металла той же плавки по режиму, аналогичному для поковок. В этом случае проба должна быть термически обработана вместе с поковками партии.
Объем испытаний
3.6.20 Небольшие поковки можно предъявлять к испытаниям в партии, в которую должны входить поковки одной плавки примерно одинаковых размеров и одной массы, прошедшие термическую обработку в одной садке. Образцы для испытаний могут быть изготовлены непосредственно из поковки, входящей в партию, или из отдельно откованной пробы, степень деформации которой равна укову поковок и которая подвергнута термической обработке совместно с поковками. Для каждой партии поковок изготавливается, как минимум, один комплект образцов для испытаний.
Объем испытаний устанавливается согласно табл. 3.6.20.
Таблица 3.6.20
Объем испытаний небольших поковок
|
Масса поковки, m, кг |
Число поковок (партия) для первого комплекта образцов при испытании на растяжение и ударный изгиб |
|
m25 |
200 |
|
25 m50 |
100 |
|
50 m100 |
50 |
|
100 m200 |
25 |
|
200 m500 |
10 |
|
500 m1000 |
5 |
|
Примечание.Если число поковок превышает указанное в табл. на 50 % и более, следует образовать новую партию. | |
3.6.21 Если из поковки вырезается несколько заготовок, объем испытаний устанавливается в зависимости от общей длины или массы поковки при условии, что полученные из нее заготовки были подвергнуты термической обработке в одной садке.
3.6.22 Сортовой прокат диаметром до 250 мм, используемый взамен поковок, можно предъявлять к испытаниям партиями, при этом партия должна состоять: