

Механические свойства
3.5.6 Механические свойства стального проката должны обеспечивать в готовой цепи свойства, соответствующие указанным в табл. 3.5.6.
Состояние поставки
3.5.7 Сортовой прокат поставляют в состоянии после прокатки.
Объем испытаний
3.5.8 Сортовой прокат предъявляется киспытаниям партиями. Партия массой не
Таблица 3.5.6
Механические свойства материала готовой цепи
|
Категория |
ReH, МПа, мин. |
Rm, МПа |
A5, % |
Z, % |
Испытание на ударный изгиб1,2KV | |
|
минимум |
Температура испытаний С |
Работа удара, Дж, не менее | ||||
|
1 |
— |
макс. 490 |
25 |
— |
— |
— |
|
2 |
295 |
490 – 690 |
22 |
— |
0 |
27 |
|
3 |
410 |
мин. 690 |
17 |
40 |
0 (20) |
60 (35) |
|
1Испытания материала цепей категории 2 на ударный изгиб могут не проводиться, если цепь подвергается термической обработке. 2По согласованию с Речным Регистром испытания на ударный изгиб для цепи категории 3 могут проводиться при температуре20С. | ||||||
более 50 т должна состоять из проката одной плавки, одного состояния поставки с разницей диаметров не более 4 мм.
3.5.9 От каждой партии сортового прокатаотбирается одна проба, из которой изготавливают один образец для испытания на растяжение и, если требуется, образцы для испытания на ударный изгиб (KV).
Изготовление образцов
3.5.10Образцы должны быть вырезаны из пробы вдоль ее оси на расстоянии 1/6 диаметра от поверхности или как можно ближе к этому положению согласно рис.3.5.10.
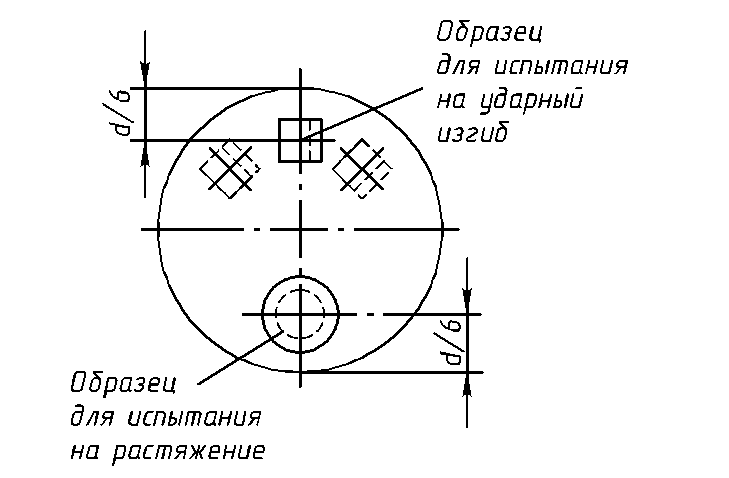 Рис.
3.5.10
Рис.
3.5.10
Осмотр
3.5.11 Допускаемые отклонения диаметра сортового проката определяются стандартами и указываются в спецификации.
3.5.12 Сортовой прокат не должен иметь внутренних и поверхностных дефектов, препятствующих его последующей обработке и использованию. Поверхностные дефекты могут быть удалены зачисткой в пределах допусков на диаметр.
3.5.13 Маркировка сортового проката выполняется на каждом изделии согласно 1.3.
Материал цепей и комплектующих их деталей
3.5.14 Сортовой прокат для изготовления цепей должен удовлетворять требованиям 3.5.6 – 3.5.13.
3.5.15Если ниже не оговорено иное, материал кованых цепей и комплектующих их деталей должен удовлетворять требованиям 3.6, а литых — 3.7.
3.5.16 Для распорок должна применяться катаная, кованая или литая углеродистая сталь, аналогичная стали звеньев данной цепи.
Конструкция и изготовление цепей и комплектующих их деталей
3.5.17 Звенья цепи изготавливаются из сортового проката стыковой контактной сваркой оплавлением, допускается изготовление звеньев ковкой или литьем.
Звенья цепи без распорок калибром 26 мм и менее могут изготавливаться стыковой контактной сваркой давлением.
3.5.18 Комплектующие цепь детали, соединительные звенья и скобы, вертлюги и вертлюги-скобы, изготавливаются ковкой или литьем и должны отвечать, как минимум, требованиям для цепей категории 2.
Указанные детали могут также изготавливаться с применением сварки.
3.5.19 Конструкция звеньев цепи и комплектующих ее деталей должна соответствовать согласованной с Речным Регистром документации.
3.5.20 Состояние поставки цепей и комплектующих их деталей в зависимости от категории должно соответствовать указанному в табл. 3.5.20.
Таблица 3.5.20
Термическая обработка готовых цепей и комплектующих деталей
|
Категория |
Состояние поставки |
|
1 |
Не регламентируется (любое) |
|
21, 3 |
Нормализация, нормализация и отпуск или закалка и отпуск |
|
1 По согласованию с Речным Регистром цепь может поставляться без термической обработки при условии положительных результатов испытаний согласно 3.5.37 – 3.5.40. | |
Термическая обработка цепей и их комплектующих деталей должна проводиться до испытаний разрывной и пробной нагрузками.
3.5.21Механические свойства готовой цепи и комплектующих ее деталей должны соответствовать указанным в табл. 3.5.39.
3.5.22 В зависимости от категории цепи и комплектующие их детали должны быть изготовлены таким образом, чтобы выдерживать указанные в табл. 3.5.32-1 и 3.5.32-2 пробную и разрывную нагрузки.
3.5.23 Все звенья цепи и комплектующие ее детали должны иметь чистую поверхность, определяемую способом изготовления, не иметь трещин, надрезов, посторонних включений и других дефектов, исключающих возможность использования изделия по назначению. Наплывы или заусенцы у кованых деталей должны быть соответствующим образом зачищены. Небольшие поверхностные дефекты в пределах допусков должны быть зачищены таким образом, чтобы обеспечить плавный переход поверхности. Допускается местная зачистка углублений в пределах не более 5 % калибра звена или толщины тела.
3.5.24 Размеры звеньев цепи должны соответствовать требованиям стандартов.