

Изготовление проб
4.2.4 Отдельно отлитые пробы для определения механических свойств сплавов для гребных винтов должны отбираться от каждого ковша и иметь размеры согласно рис. 4.2.4.
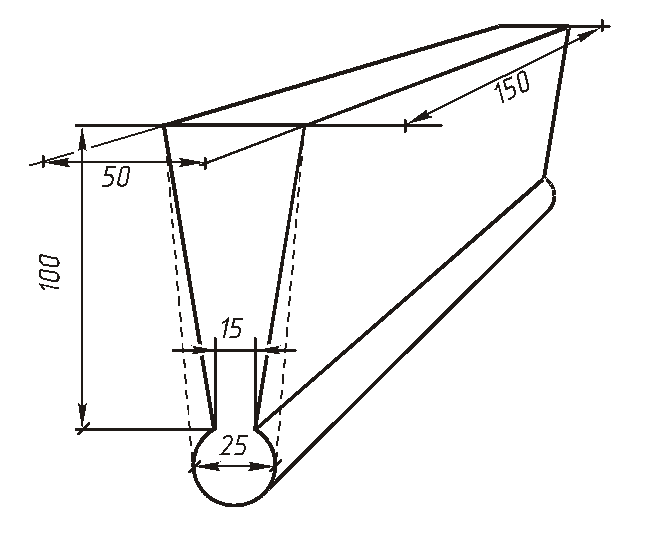 Рис.
4.2.4
Рис.
4.2.4
По согласованию с Речным Регистром допускается применение проб, изготовленных по стандартам.
По согласованию с Речным Регистром при контрольных испытаниях пробы могут быть отобраны непосредственно от отливок или прилиты к ним.
Объем испытаний
4.2.5 Из каждой пробы изготавливается и испытывается на растяжение один цилиндрический образец согласно требованиям табл. 2.2.3, а для отливок из сплавов категорий 1 и 2 определяется также содержаниеα-фазы.
Осмотр
4.2.6 Отливки должны быть очищены, а их поверхность должна быть подготовлена к визуальному осмотру и неразрушающему контролю. По требованию Речного Регистра поверхности отливок могут быть подвергнуты капиллярному контролю. Внутренние дефекты следует искать одним из методов неразрушающего контроля.
Выявленные дефекты могут быть удалены механическим способом или заварены.
Размеры, количество и расположение дефектов, допускаемых без исправления, подлежащих удалению механическим способом или заваркой, устанавливаются по согласованию с Речным Регистром.
Места удаления дефектов и/или их заварки подлежат неразрушающему контролю.
Возникшие в результате заварки дефектов напряжения должны быть сняты согласованным с Речным Регистром методом.
Исправление дефектов заваркой должно производиться по согласованию с Речным Регистром дипломированными сварщиками, имеющими Свидетельство о допуске.
Размеры и положение заваренных дефектов указывают на чертеже, прилагаемом к сертификату на отливку гребного винта.
Маркировка
4.2.7 Маркировка отливок для гребных винтов должна удовлетворять требованиям 1.3.
5 Алюминиевые сплавы
5.1 Деформируемые алюминиевые сплавы
Общие указания
5.1.1 Требования настоящей главы распространяются на поковки, штамповки, прутки, профили, прессованные панели и листы толщиной более 1,5 мм из алюминиевых сплавов, которые предназначаются для судостроения и судового машиностроения.
Применение сплавов, химический состав и механические свойства которых отличаются от приведенных в табл. 5.1.2 и 5.1.3, в каждом случае является предметом специального рассмотрения Речным Регистром.
Полуфабрикаты из алюминиевых сплавов должны изготавливаться организациями, признанными Речным Регистром.
Механические свойства
5.1.2 Механические свойства полуфабрикатов из алюминиевых деформируемых сплавов должны соответствовать указанным в табл. 5.1.2.
Химический состав
5.1.3 Химический состав алюминиевых деформируемых сплавов должен соответствовать приведенному в табл. 5.1.3.
Сумма примесей, не указанных в таблице, должна быть не более 0,1 %.
По согласованию с Речным Регистром титан и цирконий могут быть частично или полностью заменены другими измельчающими зерно элементами.
Таблица 5.1.2
|
Категория |
Вид полуфабриката |
Временное сопротивление Rm, МПа |
Предел текучести RеН, МПа |
Относительное удлинение A5, % |
|
1 |
Листы |
200 |
80 |
15 |
|
|
Профили |
180 |
80 |
12 |
|
2 |
Листы |
|
|
|
|
|
t10 мм |
270 |
120 |
17 |
|
|
t10 мм |
260 |
110 |
15 |
|
|
Профили |
260 |
110 |
12 |
|
3 |
Листы |
|
|
|
|
|
t10 мм |
270 |
125 |
15 |
|
|
t10 мм |
260 |
120 |
13 |
|
|
Профили, прутки |
250 |
120 |
15 |
|
4 |
Листы |
|
|
|
|
|
t5 мм |
310 |
155 |
15 |
|
|
t5 мм |
330 |
175 |
12 |
|
|
Профили, прутки, панели |
330 |
205 |
11 |
|
5 |
Поковки, штамповки |
280 |
125 |
8 |
|
6 |
Листы, поковки (холодного отверждения) |
200 |
100 |
14 |