

Определение ударной вязкости kcUна образцах толщиной не более 10 мм проводится только по требованию Речного Регистра, требуемое минимальное значениеKcUдолжно быть согласовано с Речным Регистром.
Таблица 2.2.5-2
|
Параметр |
Номинальный размер |
Допускаемое отклонение |
|
Длина L, мм |
55 |
0,60 |
|
Ширина b, мм |
10 |
0,10 |
|
Высота a, мм |
10 7,5 5,0 |
0,10 0,100,06 |
|
Угол V-образного надреза образца, град |
45 |
2 |
|
Высота hобразца в месте надреза, мм |
8 |
0,06 |
|
Радиус rзакругления основания надреза, мм |
0,25 |
0,025 |
|
Расстояние L/2от плоскости симметрии надреза до конца образца, мм |
27,5 |
0,40 |
|
Угол между плоскостью симметрии надреза и осью образца, град |
90 |
2 |
Таблица 2.2.5-3
|
Параметр |
Номинальный размер |
Допускаемое отклонение |
|
Длина L, мм |
55 |
0,60 |
|
Ширина b, мм |
10 |
0,11 |
|
Толщина a, мм |
10 |
0,11 |
|
Высота hобразца в месте надреза, мм |
5 |
0,09 |
|
Радиус rзакругления основания надреза, мм |
1 |
0,07 |
|
Расстояние L/2от плоскости симметрии надреза до конца образца, мм |
27,5 |
0,42 |
|
Угол между плоскостью симметрии надреза и осью образца, град |
90 |
2 |
Таблица 2.2.5-4
|
Размеры образца, мм |
Среднее значение работы удара для трех образцов |
|
10 10 55 |
E |
|
10 7,5 55 |
5/6 E |
|
10 5 55 |
2/3 E |
|
Примечание.E— требуемое минимальное значение работы удара, Дж. | |
2.2.6 Речной Регистр может потребовать определения ударной вязкости на образцах без надреза. Размер сечения таких образцов должен быть (10±0,11)(10±0,11) мм при длине (55±0,60) мм.
2.2.7 Испытания должны проводиться на маятниковых копрах с энергией не менее 150 Дж.
Расстояние между опорами должно быть (40±0,5) мм. Маятник должен разрушать образец в плоскости симметрии надреза с противоположной надрезу стороны, причем расстояние между плоскостями симметрии надреза и маятника должно быть не более 0,5 мм.
Для испытания при низких температурах образцы следует переохлаждать в целях достижения необходимой температуры. Степень переохлаждения образцов при температуре испытания до 60 °С может составлять до4 °С, причем в момент разрушения образца допускаемое отклонение от требуемой температуры испытания должно быть не более ±2 °С.
2.2.8 Устойчивость против старения должна быть проверена испытанием на ударный изгиб образцов согласно рис. 2.2.5-1. Пробы, из которых изготавливают образцы для испытания на ударный изгиб, должны быть подвергнуты предварительному растяжению до 10 %-ной остаточной деформации.
После этого пробы по крайней мере в течение 30 мин следует подвергать термической обработке при температуре 250±5 °С. В процессе механической обработки образцы не должны нагреваться выше указанной температуры. При отсутствии других требований образцы, подвергнутые старению, должны обеспечивать получение 50 % предписанного минимального значения работы удараKVили ударной вязкостиKCU, определяемых при 20 °С на образцах, не подвергнутых старению; однако во всех случаях работа удара должна быть не менее 27 Дж, ударная вязкость — не менее 290 кДж/м2.
Технологические испытания
2.2.9 Испытание на изгиб должно проводиться на образцах, выполненных согласно рис. 2.2.9.
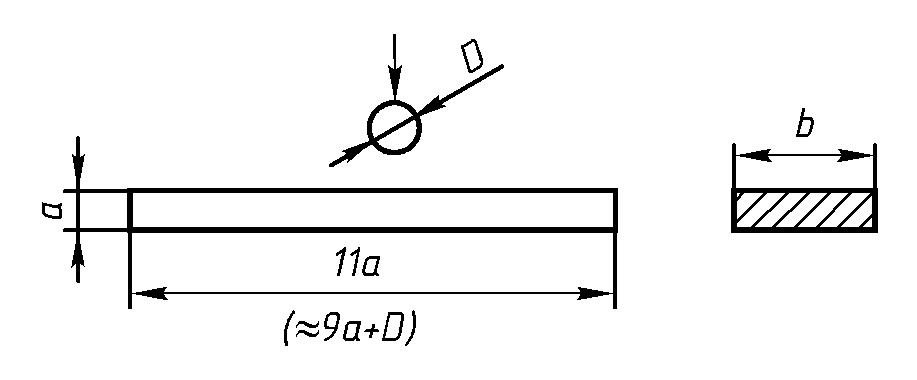 Рис.
2.2.9
Рис.
2.2.9
D— диаметр оправки
Кромки образца с растягиваемой стороны могут быть закруглены радиусом 1 – 2 мм.
Испытание на изгиб листов и профилей следует выполнять на образцах размерами:
a=t(t— толщина изделия);
b=30 мм.
При толщине изделия более 25 мм образец с одной стороны можно подвергать механической обработке до толщины 25 мм. В этом случае при испытании оправку необходимо располагать со стороны обработанной поверхности.
Испытание на изгиб поковок, отливок и заготовок следует проводить на образцах размерами: a = 20 мм;b = 25 мм.
Результат испытания считается удовлетворительным‚ если предписанный угол изгиба был достигнут без излома. Если образец распрямится после освобождения от креплений обратно‚ то повторного испытания проводить не требуется.
Определение твердости
2.2.10 Твердость можно определять по Бринеллю (НВ), Виккерсу (HV), Роквеллу (HRC) или другим одобренным Речным Регистром методом.
Испытание падающим грузом (DWT)
2.2.11 Если это требуется Правилами, испытание падающим грузом и оценка результатов проводятся по стандартам, при этом размеры образцов должны составлять, мм: 2590360; 1950130; 1650130.
Если при изготовлении образцов применяют огневую резку, их размеры должны быть увеличены на 25 мм, но не менее чем на толщину листа. Одна сторона образца должна сохранять поверхность проката. Если нет специальных указаний, ориентация вырезки образцов не устанавливается.
Технологические испытания труб
2.2.12 Испытание на сплющивание проводят на трубах с наружным диаметромd ≤ 400 мм и толщиной стенкиt ≤ 0,15d.
Длина образца трубы Lдолжна быть равна 1,5dи составлять (10 — 100) мм.Расстояние H между нажимными пластинами, если в Правилах и стандартах не указано иное, определяется по формуле, мм,
H = (1 +c)t / (c +t/d),
где c— коэффициент, который принимается в зависимости от материала по согласованию с Речным Регистром.
При полном сплющивании расстояние между нажимными пластинами должно составлять 2,25t.
При испытании сварных труб сварной шов должен находиться в плоскости, перпендикулярной направлению изгиба.
Результаты испытаний считаются удовлетворительными‚ если после осмотра сплющенный до предписанного размера образец не имеет трещин.
2.2.13 Испытанию на раздачу подвергают трубы наружным диаметромdдо 150 мм включительно и толщиной стенки до 9 мм. В образец следует вдавить коническую оправку до получения требуемой степени раздачи.
Длина образца и угол конусности оправки приведены в таблице 2.2.13.
Результаты испытаний считаются удовлетворительными‚ если при осмотре пред-
Таблица 2.2.13
|
Материал |
Длина образца |
Угол конусности |
|
Сталь |
2 d 1‚5 d‚ но не менее 50 мм |
30 45‚ 60или 120 |
|
Медь‚ алюминий и их сплавы |
2d – 3d |
45 |
писанная раздача была достигнута без трещин.
2.2.14 Испытанию на растяжение колец подвергают стальные трубы диаметром 110 – 508 мм при толщине стенки не более 30 мм. Отношение толщины трубы к наружному диаметру должно быть не более 0,13. Образец должен представлять собой отрезок трубы длиной 10 – 15 мм.
Кольцо следует растягивать до разрыва при помощи двух оправок с диаметром не менее трехкратной толщины стенки трубы. При испытании сварных труб плоскость сварного шва должна быть перпендикулярна направлению растяжения.
Результаты испытаний считаются удовлетворительными‚ если при осмотре в образце не обнаружены риски‚ заусенцы‚ задиры‚ трещины‚ отслоения.
Макро- и микроструктурный анализ
2.2.15 В тех случаях, когда это требуется Правилами, макро- и микроструктурный анализ металлических материалов выполняется по стандартам.
Химический анализ
2.2.16 Методы определения химического состава металлических материалов и допускаемые при этом отклонения устанавливаются стандартами.
Методы неразрушающего контроля материалов
2.2.17 При проведении радиографического контроля материала результаты должны быть зафиксированы на фотоснимках с приложением оценки результатов контроля.
2.2.18 Ультразвуковой контроль изделий проводится методом отраженных импульсов. Для контроля используют совмещенные испытательные головки.
Раздельно-совмещенные и призматические головки применяют для более точного контроля.
Исправность и точность контрольной аппаратуры следует периодически проверять.
Метод определения размера дефекта устанавливается по стандартам, а при их отсутствии согласовывается с Речным Регистром.
Критерии оценки и размеры допустимых дефектов подлежат согласованию с Речным Регистром в составе проектно-технической документации на изделие.
Поверхность изделий должна обеспечивать надежный и равномерный акустический контакт испытательных головок.
Ультразвуковой контроль проводится после термической обработки на стадии изготовления изделий, когда они имеют простейшую форму.
2.2.19 Для проведения магнитопорошкового контроля следует использовать хорощо проверенную в различных условиях испытаний аппаратуру. На участке изделия, который подвергается контролю, должна быть обеспечена необходимая напряженность поля.
Необходимость проведения размагничивания изделия после контроля должна быть указана в технической документации.
2.2.20 Методы контроля, отличные от указанных в 2.2.17, 2.2.18 и 2.2.19, можно применять только по согласованию с Речным Регистром. Методы оценки результатов контроля должны быть согласованы с Речным Регистром.
2.2.21 Протоколы контроля должны прилагаться к сертификату Речного Регистра, если проведение контроля требуется Правилами.
2.3 МЕТОДЫ ИСПЫТАНИЙ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Условия проведения испытаний
2.3.1 Кондиционирование образцов перед испытанием выполняют при температуре окружающей среды 23±2 °С и относительной влажности 50±5 %. Если не оговорено иное, время кондиционирования должно составлять не менее 16 ч.
Испытание должно проводиться непосредственно после окончания кондиционирования образцов.
Кондиционирование может не проводиться, если Речному Регистру будет доказано, что условия испытаний не оказывают существенного влияния на стабильность их результатов.
2.3.2 Образцы для испытания прорезиненных текстильных материалов следует вырезать по основе или утку так, чтобы ось образца была параллельна волокнам основы или утка соответственно.
2.3.3 В обоснованных случаях по согласованию с Речным Регистром испытания могут проводиться на образцах, отличающихся по форме или размерам от требуемых в настоящей главе.
2.3.4 Не оговоренные в настоящей главе условия проведения испытаний должны соответствовать стандартам.
Испытание на растяжение
2.3.5 Предел прочности стеклопластика при растяжении определяют на образцах согласно рис. 2.3.5-1 и 2.3.5-2, размеры которых, в мм, указаны в табл. 2.3.5.
 Рис.
2.3.5-1
Рис.
2.3.5-1
 Рис.
2.3.5-2
Рис.
2.3.5-2
Таблица 2.3.5
|
Параметр |
Рис. 2.3.5-1 |
Рис. 2.3.5-2 |
|
l1, не менее |
150 |
250 |
|
l2 |
115 5 |
170 5 |
|
l3 |
60 0,5 |
— |
|
l0 |
50 0,5 |
50 1 |
|
b1 |
20 0,5 |
25 0,5 |
|
b2 |
10 0,5 |
— |
|
t |
От 1 до 10 |
От 1 до 6 |
|
r |
60 |
— |
2.3.6 Предел прочности при растяжении и относительное удлинение при разрыве слоистых текстильных материалов определяют на образцах шириной 50±1 мм и начальной длиной между зажимами испытательной машины 200±5 мм.