

A0 — толщина рабочей части плоского образца или полосы, мм;
b0 — ширина рабочей части плоского образца или полосы, мм;
Lc— рабочая длина образца, мм;
L0 — расчетная длина образца, мм;
r— радиус закрепления, мм;
S0— площадь поперечного сечения рабочей части образца, мм2;
D — наружный диаметр трубы, мм;
t— толщина стенки трубы, мм.
Тип образца для испытаний выбирают в соответствии с табл. 2.2.3.
Образцы
прямоугольного сечения с расчетной
частью, равной L0 = 5,65![]() ,
или цилиндрические с расчетной частью,
равнойL0= 5d0,
называются пропорциональными.
,
или цилиндрические с расчетной частью,
равнойL0= 5d0,
называются пропорциональными.
Образцы других размеров можно использовать по согласованию с Речным Регистром. Требуемое относительное удлинениеA0на таких непропорциональных образцах‚ например‚ с расчетной длинойLc= 200 мм‚ рассчитывается по формуле, %,
![]() ,
(2.2.3)
,
(2.2.3)
где A5— норма относительного удлинения, установленная для пропорционального образца, %.
2.2.4 Испытание на растяжение серого чугуна выполняется на цилиндрическом образце согласно рис. 2.2.4.
 Рис.
2.2.4
Рис.
2.2.4
Испытание на ударный изгиб
2.2.5 Ударная вязкостьKCUопределяется на образцах с U-образным надрезом согласно рис. 2.2.5-1 и табл. 2.2.5-1, работа удараKVиKU— на образцах с V-образным и U-образным надрезами согласно рис. 2.2.5-2 и 2.2.5-3 и табл. 2.2.5-2 и 2.2.5-3 соответственно.
Определение работы удара KVиKUдолжно производиться на трех образцах, ударной вязкостиKCU— не менее чем на двух образцах. Работа удараKVиKUопределяется как среднее по результатам испытаний трех образцов согласно табл. 2.2.5-4; при этом работа удара при испы-
Таблица 2.2.3
|
Полуфабрикат |
Тип образца |
Размеры образца, мм |
|
Поковки, отливки, сортовой прокат |
См. рис. 2.2.3-1 |
Пропорциональные цилиндрические образцы d0140,2;L0= 70;Lc= 85;r10;r20 для материалов, имеющих А510 %, и чугуна с шаровидным графитом |
|
|
См. рис. 2.2.3-1, 2.2.3-3 |
Для прутков и
изделий малых размеров по согласованию
с Речным Регистром может быть допущен
образец с расчетной длиной
|
|
Листовой, полосовой, профильный прокат |
См. рис. 2.2.3-2 |
Плоские пропорциональные образцы
a0толщина проката;b025;
или плоские непропорциональные образцы a0толщина проката;b025;L0200;Lc225;r25 При толщине проката более 30 мм допускается использовать образцы согласно рис. 2.2.3-1 с d014 мм, причем ось образца должна находиться на расстоянии 1/4 толщины проката от поверхности. |
|
Трубы |
См. рис. 2.2.3-4 и 2.2.3-5 |
a0
t;
a0
t;
b0
12;
|
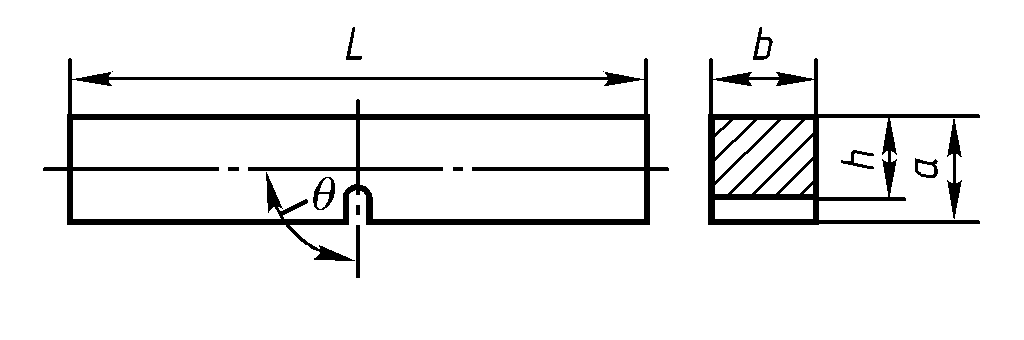 Рис.
2.2.5-1
Рис.
2.2.5-1
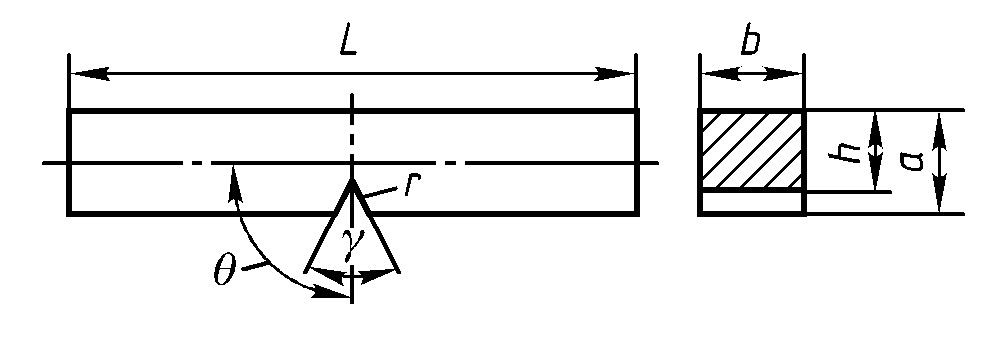 Рис.
2.2.5-2
Рис.
2.2.5-2
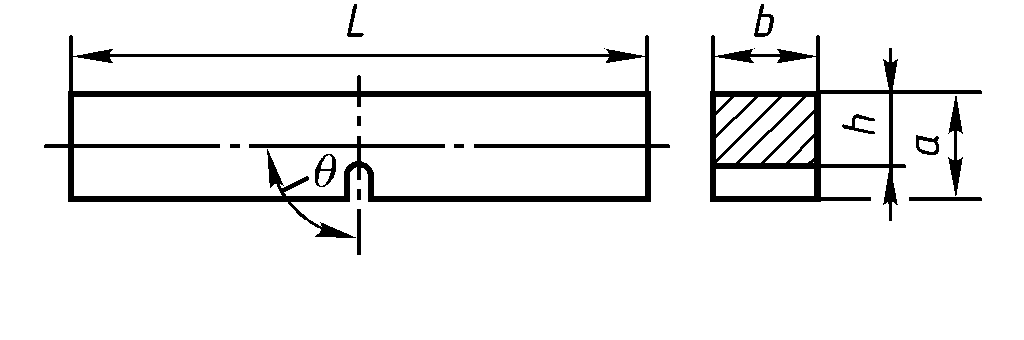 Рис.
2.2.5-3
Рис.
2.2.5-3
Таблица 2.2.5-1
|
Параметр |
Номинальный размер |
Допускаемое отклонение |
|
Длина L, мм |
55 |
0,60 |
|
Ширина b, мм |
10 |
0,10 |
|
Высота a, мм |
10 |
0,10 |
|
Высота hобразца в месте надреза, мм |
8 |
0,10 |
|
Радиус rзакругления основания надреза, мм |
1 |
0,10 |
|
Расстояние L/2от плоскости симметрии надреза до конца образца, мм |
27,5 |
0,40 |
|
Угол между плоскостью симметрии надреза и осью образца, град |
90 |
2 |
тании даже одного из трех образцов не должна быть меньше 70 % требуемого минимального значения. При определении ударной вязкости KCUна двух образцах каждое из полученных значений ударной вязкости должно быть не менее требуемого минимального значения.