

7.12 Сварка медных сплавов, тяжелых металлов и других цветных металлов
7.12.1 Сварка меди и ее сплавов, тяжелых металлов и других цветных металлов производится в соответствии с требованиями стандартов, а при отсутствии последних является в каждом случае предметом специального рассмотрения Речным Регистром.
8 Контроль сварочных работ
8.1 Организация контроля
8.1.1 Контроль сварочных работ и сварных швов при изготовлении конструкций и деталей должен осуществляться контрольными органами организации. Результаты контроля должны регистрироваться по установленной в организации форме, храниться в ней до сдачи объекта и предъявляться Речному Регистру по его требованию для рассмотрения.
8.1.2 Неразрушающий контроль сварных швов может выполняться:
.1 путем внешнего их осмотра (визуальный контроль);
.2 магнитопорошковым методом (магнитопорошковый контроль);
.3 капиллярным методом (капиллярный контроль);
.4 радиографическим методом (радиографический контроль, рентгено- или гаммаграфирование);
.5 ультразвуковым методом (ультразвуковой контроль);
.6 в ходе и по результатам испытаний на непроницаемость.
Применение конкретного метода неразрушающего контроля устанавливается в технической документации проекта в зависимости от ответственности конструкции и типа сварного соединения.
Применение других методов контроля является предметом специального рассмотрения Речным Регистром.
Неразрушающий контроль осуществляется по согласованным Речным Регистром стандартам или методикам.
Если предусмотрена термическая обработка сварных узлов, окончательный неразрушающий контроль сварных соединений производится после ее завершения.
При сварке стали высокой прочности и конструкций сложной формы неразрушающий контроль должен выполняться не ранее чем через 72 ч после окончания сварки.
Неразрушающий контроль сварных швов должен производиться признанными Речным Регистром лабораториями.
Персонал, осуществляющий контроль сварных швов и оценку их качества, должен иметь удостоверенную компетентными органами квалификацию, соответствующую требованиям технической документации на применяемые методы контроля.
8.1.3 После окончания сварочных работ на данной конструкции контрольный орган организации определяет места контроля неразрушающим методом по согласованной с Речным Регистром схеме контроля. Речной Регистр может потребовать проведения контроля дополнительных участков сварных швов в случае сомнения в качестве последних.
8.1.4 Если обнаружены недопустимые дефекты, контроль должен быть продолжен по обеим сторонам данного участка до получения удовлетворительных результатов. Речной Регистр может потребовать также дополнительного контроля двух участков того же сварного шва в других местах по каждому снимку, оцененному неудовлетворительным баллом.
Результаты дополнительного контроля следует предъявлять вместе с документами первоначального контроля до исправления дефектов. В случае, если объем первоначального и дополнительного контроля сварного шва превысил 50 % его длины, данный шов должен быть подвергнут дополнительному контролю по всей длине.
Недопустимые дефекты должны быть исправлены, при этом повторное исправление подлежит специальному согласованию с Речным Регистром.
8.1.5 В обоснованных случаях эксперт может потребовать проведения контроля одного и того же участка сварного соединения радиографическим и ультразвуковым методами.
8.1.6 При контроле сварных швов наружной обшивки снимок должен быть расположен на пересечении по оси стыка так, чтобы он частично охватывал также паз, как показано на рис. 8.1.6-1.
При ультразвуковом контроле следует проконтролировать участки паза на длине 100 мм с каждой стороны стыка, как показано на рис. 8.1.6-2.
8.2 ОБЪЕМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
8.2.1 Объем неразрушающего контроля швов сварных соединений корпуса судна устанавливается по согласованной с Речным Регистром схеме контроля в соответствии с табл. 8.2.1-1.
Количество снимков соединений наружной обшивки в районе 0‚5Lсредней части судна определяется по формуле
![]() ,
,
где N— число участков, подлежащих контролю;
L, B, H — длина, ширина, высота борта судна, м;
Т — коэффициент, зависящий от длины судна и определяемый по табл. 8.2.1-2.
8.2.2 Сварные соединения котлов, сосудов под давлением и теплообменных аппаратов следует подвергать неразрушающему контролю в объеме, указанном в табл. 8.2.2, в зависимости от класса конструкции (см. 8.2.1 ч.IIПСВП).
 Рис.
8.1.6-1
Рис.
8.1.6-1
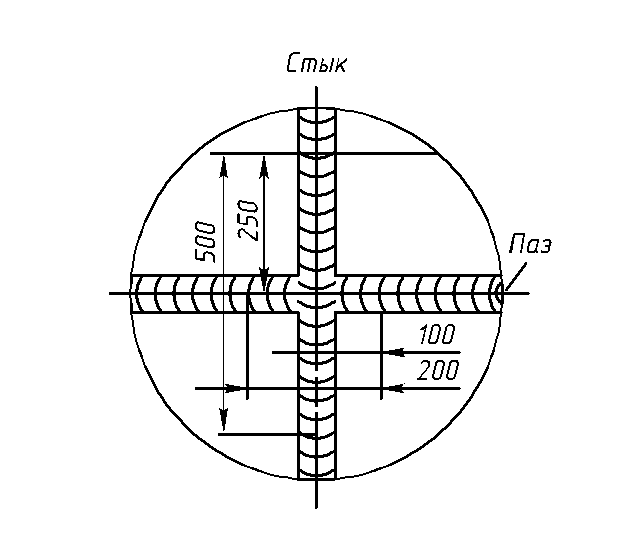 Рис.
8.1.6-2
Рис.
8.1.6-2
8.2.3Сварные соединения трубопроводов в зависимости от их класса, указанного в табл. 10.1.2 ч. II ПСВП, должны быть подвергнуты неразрушающему контролю в объеме, указанном в табл. 8.2.3.
8.2.4Кроме конструкций, указанных в табл.8.2.1, 8.2.2 и 8.2.3, неразрушающему контролю подлежат элементы устройств и их механизмов, такие как соединения грузовых мачт, колонн и т.п. Контролируемые участки в этих конструкциях устанавливаются по согласованию с экспертом.
8.2.5Эксперт может установить распределение участков неразрушающего контроля, отличное от указанного в одобренной схеме контроля, в зависимости от конкретных условий, в которых выполнена сварка.
Таблица 8.2.1-1
|
№ п/п |
Место контроля |
Тип сварного соединения |
Объем контроля | ||
|
визуального1,2, % |
радиографического или ультразвукового, количество снимков | ||||
|
Район судна | |||||
|
по всей длине |
в средней части, район 0,5 L |
вне района 0,5 L средней части | |||
|
1 |
Стыки обшивки (в основном, пересечения с пазами): расчетной палубы вне линии люков; ширстрека (в районе 0,1Hниже расчетной палубы); скулы (в районе 0,1H выше днища); днища Стыки: продольных комингсов; утолщенных листов палубы в районе углов люков и в оконечностях надстроек; продольных переборок (в районе 0,1 H ниже расчетной палубы) |
Стыковое |
100 |
0,60N |
0,12N |
|
2 |
Стыки обшивки корпуса остальные4 (в основном, пересечения с пазами) |
Стыковое |
100 |
0,20N |
0,04N |
|
3 |
Пазы обшивки корпуса |
Стыковое |
100 |
0,20N |
0,04N |
|
4 |
Сварные соединения продольных ребер (продольного набора): расчетной палубы вне линии люков; ширстрека (в районе 0,1 H ниже расчетной палубы); скулы (в районе 0,1H выше днища); продольных переборок (в районе 0,1H ниже расчетной палубы); днища |
Стыковое |
100 |
1 снимок на каждые 5 стыков (в основном монтажные стыки) |
Выборочно3 |
|
5 |
Сварные соединения продольных ребер (продольного набора) в остальных местах, не указанных в п. 4 |
Стыковое |
100 |
1 снимок на каждые 10 стыков (в основном монтажные стыки) |
Выборочно3 |
|
6 |
Сварные соединения поперечных ребер (поперечного набора) |
Стыковое |
100 |
1 снимок на каждые 10 стыков |
Выборочно3 |
|
7 |
Сварные соединения на ахтерштевне |
Стыковое |
100 |
|
50 % сварных соединений обшивки корпуса в районе дейдвудной трубы |
|
8 |
Сварные соединения палубного стрингера с ширстреком5(в районе пересечения со стыковыми швами) |
Угловое или тавровое с полным профилем |
100 |
4 участка контроля по длине одного листа6 |
Выборочно3 |
|
1 При наличии сомнений в результатах визуального контроля по согласованию с экспертом может быть выполнен капиллярный или магнитопорошковый контроль. 2 Следует подвергать контролю все сварные соединения (также и не указанные в таблице). 3 Количество снимков должно составлять 20 % от количества снимков, указанных для района 0,5L в средней части судна. 4 При наличии ледовых усилений контролю подлежат, главным образом, стыки ледового пояса. 5 Рекомендуется ультразвуковой контроль. 6 Следует подвергать контролю пересечения пазов со стыками. | |||||
Таблица 8.2.1-2
|
Длина судна L, м |
80 |
50 L 80 |
25 L 50 |
25 |
|
Коэффициент Т |
1,0 |
0,5 |
0,15 |
не нормируется |
Таблица 8.2.2
|
Класс конструкции (см. 8.2 ч. IIПСВП) |
Вид сварного соединения |
Объем контроля сварного соединения в процентах от общей длины сварного шва | |
|
визуального1 |
радиографического или ультразвукового | ||
|
I |
Продольное |
100 |
100 |
|
II |
25 | ||
|
III |
По согласованию с Речным Регистром | ||
|
I |
Кольцевое |
50 | |
|
II |
25 | ||
|
III |
По согласованию с Речным Регистром | ||
|
1 При наличии сомнений в результатах визуального контроля по согласованию с экспертом может быть выполнен капиллярный или магнитопорошковый контроль. | |||
Таблица 8.2.3
|
Класс трубопровода |
Внешний диаметр трубы, мм |
Объем контроля сварного соединения в процентах от количества стыков | |
|
визуального1 |
радиографического или ультразвукового | ||
|
I |
75 |
100 |
102 |
|
|
>75 |
100 | |
|
II |
≤ 100 |
Выборочно | |
|
|
>100 |
102 | |
|
III |
Любой |
Выборочно | |
|
1 При наличии сомнений в результатах визуального контроля по согласованию с экспертом может быть выполнен капиллярный или магнитопорошковый контроль. 2 Не менее одного сварного соединения, выполненного каждым сварщиком. | |||
8.2.6Организация должна определять на основании радиографического и ультразвукового контроля процент брака сварных соединений не реже чем один раз через шесть месяцев и сообщать результаты Речному Регистру.