

13.2. Стратегия организации тянущего производства.
Основные предпосылки для стратегии организации тянущего производства, или стратегии “Kanban”: рациональная организация и сбалансированность производственных процессов; всеобщий контроль качества на всех стадиях промышленного производства; партнерство только с надежными поставщиками и перевозчиками; повышенная профессиональная ответственность и высокая трудовая дисциплина.
Сущность системы “Kanban” организации производства — наличие у рабочих на конвейере двух карточек: карточки заказа и карточки отбора производственных запасов. В карточке заказа указано количество деталей, которое должно быть взято на предшествующем участке конвейера. В карточке отбора производственных запасов — число деталей, изготовленных или собранных на предшествующем производственном участке. Карточки типа “Kanban” циркулируют не только собственно на предприятии, но и между предприятиями.
Кратко поясним сущность системы “Kanban” (см. рис. 13.1). Пусть например для изготовления каждого вида продукции используется два вида деталей. Детали а и b произведены на предшествующей стадии и складируются вдоль конвейера. К каждой детали присоединяется карточка заказа. Рабочий со сборочной линии, производящей продукцию А, привозит на погрузчике карточку заказа на место складирования детали a, чтобы взять определенное количество ящиков деталей, к которым прикреплены карточки отбора. На месте складирования рабочий загружает какое–либо транспортное средство необходимым количеством деталей a, причем это количество соответствует карточке отбора, при этом с ящиков снимаются карточки заказа. Рабочий доставляет деталь a на сборочную линию с карточкой отбора, а карточки производственного заказа остаются на месте складирования, при этом в производственном заказе указывается количество взятых деталей а. Эти карточки в экспресс–форме составляют заказ на изготовление новых деталей а, количество которых будет соответствовать количеству в карточке производственного заказа.
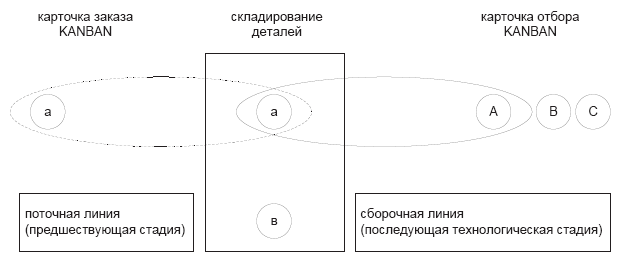
Рис. 3.15. Схема движения карточек в системе Kanban.
Система “Kanban” широко используется в машиностроении, где в качестве оборудования используются специальные обрабатывающие центры.
Структура информации карточки “Kanban”: код (шифр) компонента, детали, узла; краткое описание компонента; краткое наименование продукции, в которой эти компоненты используются; код рабочего, который выпускает эту деталь; код оборудования, на котором используется эта деталь; количество компонентов для данного контейнера; количество контейнеров (количество карточек, которые располагаются рядом с обрабатывающим центром).
Иногда применяется цветная раскраска карточек.
Практическая реализация системы “Kanban” невозможна без наличия информационно–вычислительной системы (ИВС).
ИВС учитывает не только собственно карточку “Kanban”, но и содержит информацию о транспортных графиках, графиках снабжения, информацию о технологических картах (отображает структуру изделия), систему регулирования потребностей рабочих кадров и ротации рабочих и т.д. Система “Kanban” уменьшает производственные запасы на 50%, запасы ГП на 8%, при этом значительно ускоряется оборачиваемость оборотных средств и повышается качество ГП.