

20.3. Заварка трещин
20.3.1. Поверхность барабана в районе обнаруженной трещины должна быть тщательно зачищена до металлического блеска, определены границы распространения трещины, произведена разделка места будущей заварки, в том числе засверловка концов трещины, и контроль полноты удаления дефектного металла в соответствии с требованиямиподраздела 19.6.
При глубине трещины размером более 1/3 толщины стенки барабана разделку трещины производят насквозь и ремонтируют как сквозную трещину.
20.3.2. Если после удаления дефектного металла образовалась сквозная разделка шириной в корне в пределах 6-12 мм, то заварка выборки должна производиться на подкладной планке. После заварки планка удаляется, корень шва зачищается и при необходимости подваривается.
Если ширина разделки в корне составляет 12-40 мм, то подкладную планку можно не удалять, обварив ее по периметру ниточным швом, а в концах разделки установить штуцерные заглушки, обработав предварительно концы разделки резцом или абразивным кругом под наружный диаметр заглушки (рис.20.2).
Штуцерные заглушки изготавливаются из трубы по одному из вариантов, представленных на рис.20.2(сечение Б-Б). Колпачковая заглушка изготавливается путем обжатия в горячем состоянии конца трубы и его заварки. Трубы для заглушек должны быть изготовлены из углеродистой или низколегированной конструкционной стали.
Штуцерные заглушки целесообразно устанавливать в качестве разгрузочных элементов посреди протяженных трещин (длиной более 300-400 мм) в случае, если трещина располагается в местах барабана с низкой деформационной способностью (вблизи приваренных ребер жесткости, перегородок, днищ барабанов)
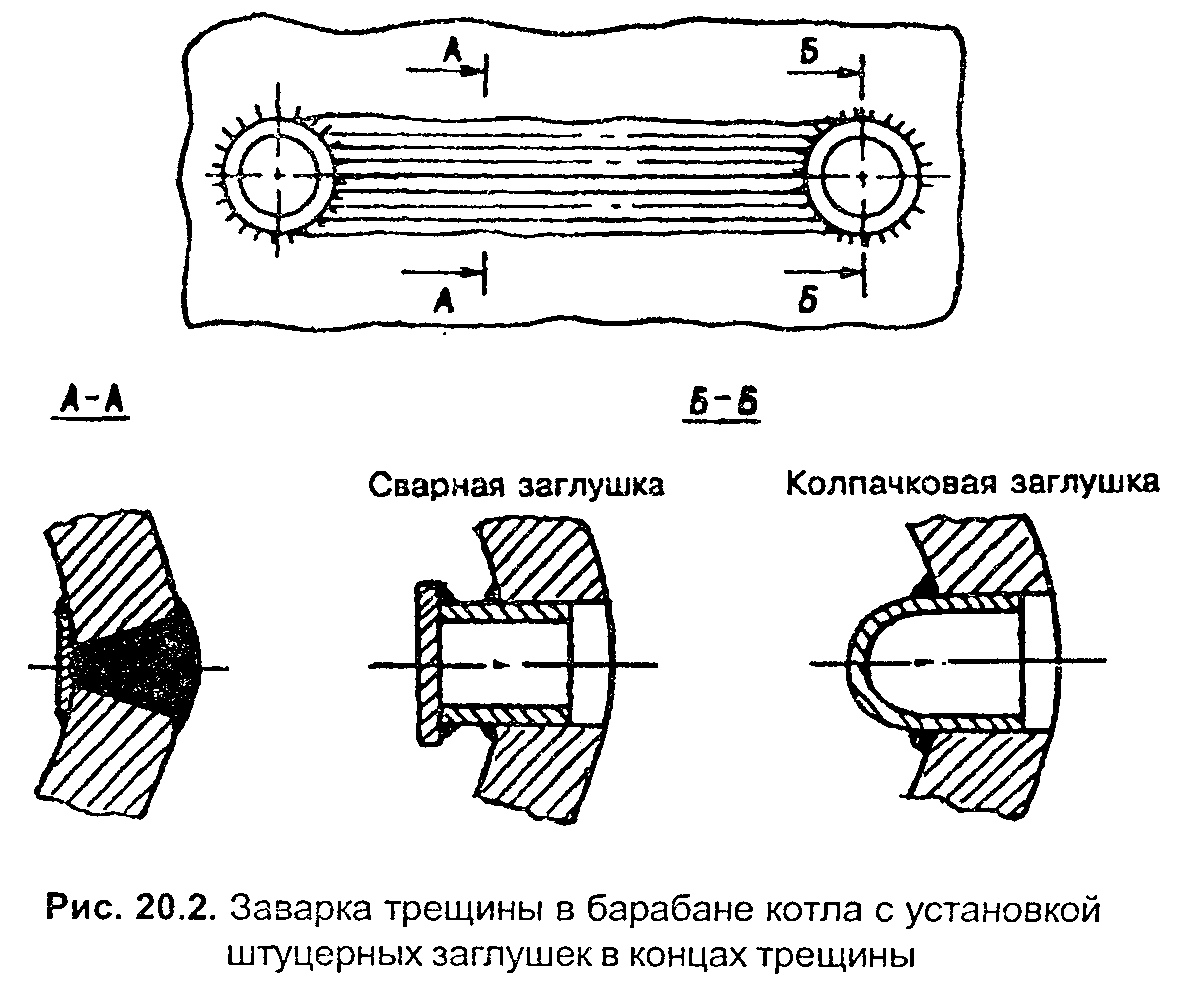
Сварная заглушка Колпачковая заглушка
"Рис.20.2. Заварка трещины в барабане котла с установкой штуцерных заглушек в концах трещины"
При значительной ширине разделки в корне шва (более 30-40 мм) следует устанавливать заплату шириной не менее 100 мм в соответствии с требованиями подраздела 20.4.
20.3.3. Заварка трещины при ее длине более 150 мм производится обратноступенчатым способом с минимальным разогревом металла.
20.3.4. Наплавленный металл должен на 1,5-2 мм превышать поверхность листа барабана. Поверхность шва должна быть обработана абразивным кругом до гладкой поверхности заподлицо с основным металлом или с плавным переходом к нему.
20.3.5. В случае расположения нескольких трещин в одном месте, ограниченном окружностью не более 100 мм (рис.20.3), целесообразно исправить такой дефект путем вварки заглушки. Для этого сначала устанавливаются методом травления границы распространения трещин, затем дефектное место удаляется путем высверливания или газовой резки с последующей обработкой отверстия абразивным кругом либо резцом (фрезой), устанавливается заглушка и обваривается согласно требованиямподраздела 20.5.
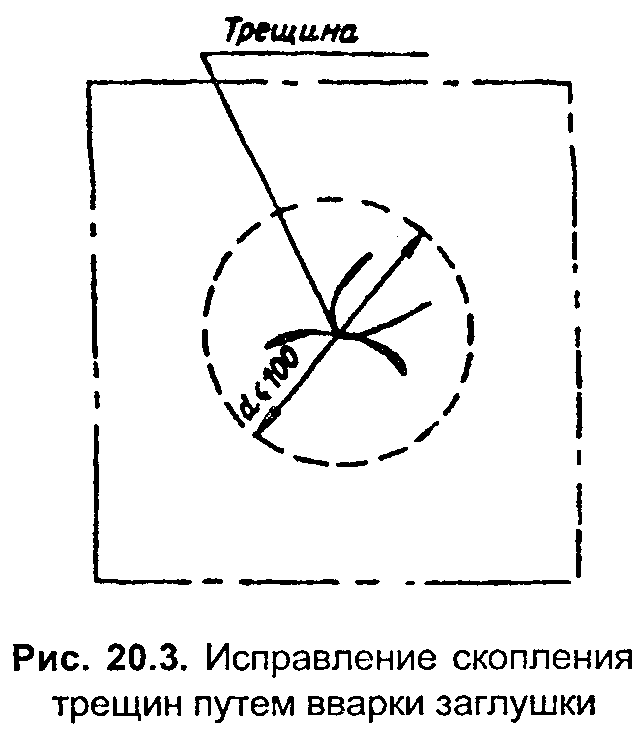
"Рис.20.3. Исправление скопления трещин путем вварки заглушки"
20.3.6. Заварка трещин в мостиках между трубными отверстиями допускается, если их длина (при расположении трещин цепочкой через несколько мостиков - суммарная длина) не превышает 10% длины мостиков в направлении трещины. При большей длине трещин или концентрации их на большом участке ремонт этого участка барабана производят путем вварки заплаты.