

Ориентировочные режимы механизированной сварки в углекислом газе неповоротных стыков трубопроводов
┌─────────────────────────────┬─────────────┬──────────────┬────────────┐
│ Режим сварки │ Диметр │ Напряжение │ Ток, А │
│ │проволоки, мм│ дуги, В │ │
├─────────────────────────────┼─────────────┼──────────────┼────────────┤
│Вертикального стыка: │ │ │ │
│ │ │ │ │
│ 1 │ 1,2 │ 19-20 │ 120-140 │
│ │ │ │ │
│ 2 │ 1,2 │ 20-22 │ 140-180 │
├─────────────────────────────┼─────────────┼──────────────┼────────────┤
│Горизонтального стыка: │ │ │ │
│ │ │ │ │
│ 3 │ 1,2 │ 22-23 │ 140-160 │
│ │ │ │ │
│ 4 │ 1,2 │ 24-25 │ 180-200 │
│ │ │ │ │
│ 5 │ 1,6 │ 24-25 │ 240-260 │
│ │ │ │ │
│ 6 │ 1,6 │ 25-26 │ 260-280 │
└─────────────────────────────┴─────────────┴──────────────┴────────────┘
Примечание. Расход углекислого газа должен составлять 900-1200 л/ч.
Режим сварки вертикального неповоротного стыка в зависимости от положения свариваемого участка (рис.11.4) и конструкции стыка следует выбирать по даннымтабл.11.2.
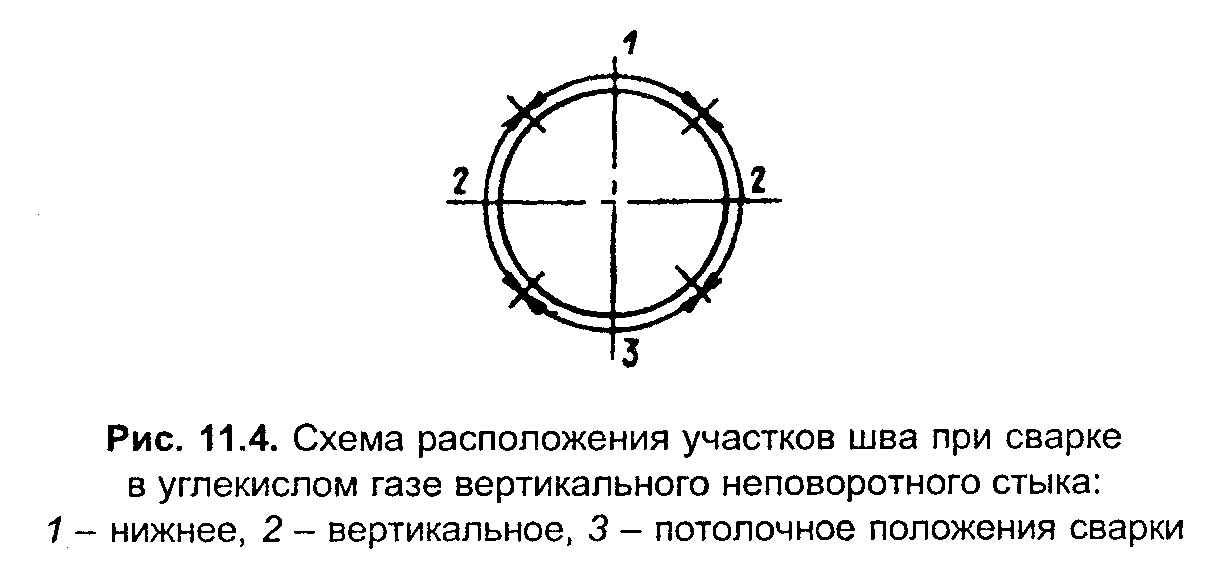
"Рис.11.4. Схема расположения участков шва при сварке в углекислом газе вертикального неповоротного стыка"
Корневой слой горизонтального стыка в случае применения проволоки диаметром 1,2 мм сваривают в режиме 3, за исключением мест переварки прихваток и замков швов, которые следует выполнять в режиме 4, а в случае применения проволоки диаметром 1,6 мм -соответственно в режимах 5 и 6.
Вертикальные неповоротные стыки труб диаметром до 219 мм сваривают в режиме, соответствующем режиму 1 (см. табл.11.1).
Вертикальные неповоротные стыки диаметром более 219 мм сваривают два сварщика, при этом один полуавтомат настраивают на режим 1, а второй - на режим 2; сварщики обмениваются держателем в зависимости от того, какой участок стыка они сваривают.
Таблица 11.2
Режимы механизированной сварки в углекислом газе вертикального неповоротного стыка труб
┌───────────────────────────────┬───────────────┬───────────────────────┐
│ Характеристика стыка (по │ Слой шва │ Режим сварки │
│ табл.6.2) │ │ (табл.11.1) при │
│ │ │ положении шва │
│ │ ├───────────┬───────────┤
│ │ │ нижнем │вертикаль- │
│ │ │ │ ном │
├───────────────────────────────┼───────────────┼───────────┼───────────┤
│Без подкладного кольца│Корневой │ 2 │ 1 │
│(разделки Тр-2 и Тр-6) │Остальные │ 2 │ 2 │
│ │ │ │ │
│На подкладном кольце (разделки │Первый корневой│ 1 │ 1 │
│ │ │ │ │
│Тр-3в и Тр-3д) │Второй корневой│ 2 │ 1 │
│ │ │ │ │
│ │Остальные │ 2 │ 2 │
└───────────────────────────────┴───────────────┴───────────┴───────────┘
Примечание. Сварка в потолочном положении выполняется в режиме 1.
11.13. Режимы сварки вертикальных поворотных стыков труб должны отвечать требованиямтабл.11.1и11.2для нижнего положения шва.