

Ориентировочные технологические и электрические параметры термообработки при нагреве стыков труб тиристорными преобразователями частоты (инверторами) ит-100

┌──────┬───────┬─────┬─────────────┬─────────────┬──────┬─────────┬───────┐
│Наруж-│Толщина│Общее│Электрические│Электрические│ Ток │ Емкость │Индук- │
│ ный │стенки │число│ параметры │ параметры │конде-│конденса-│ тив- │
│ диа- │трубы, │вит- │ сети, │индуктора при│нсато-│ торной │ность в│
│ метр │ мм │ ков │ питающей │частоте тока │ рной │батареи, │ цепи │
│трубы,│ │ │ инвертор │ 1200 Гц │бата- │ мкФ │индук- │
│ мм │ │ │ │ │ │ │реи, А│ │ тора, │
│ │ │ │напря- │ток, │напряже-│ток,│ │ │х10(3) │
│ │ │ │жение, │ А │ ние на │ А │ │ │ Гн │
│ │ │ │ В │ │выводах,│ │ │ │ │
│ │ │ │ │ │ В │ │ │ │ │
├──────┼───────┼─────┼───────┼─────┼────────┼────┼──────┼─────────┼───────┤
│ 133 │ 15 │ 8,0 │ 165 │ 60 │ 60 │180 │ 230 │ 80 │ 0,5 │
│ │ │ │ │ │ │ │ │ │ │
│ 219 │ 40 │12,0 │ 160 │ 100 │ 110 │240 │ 320 │ 120 │ 1,0 │
│ │ │ │ │ │ │ │ │ │ │
│ 273 │ 50 │10,0 │ 170 │ 95 │ 95 │260 │ 360 │ 160 │ 1,0 │
│ │ │ │ │ │ │ │ │ │ │
│ 325 │ 60 │16,0 │ 155 │ 155 │ 175 │250 │ 360 │ 140 │ 0,5 │
│ │ │ │ │ │ │ │ │ │ │
│ 426 │ 96 │16,0 │ 160 │ 190 │ 240 │210 │ 370 │ 140 │ - │
│ │ │ │ │ │ │ │ │ │ │
│ 426 │ 96 │16,0 │ 240 │ 125 │ 265 │235 │ 290 │ 100 │ - │
│ │ │ │ │ │ │ │ │ │ │
│ 630 │ 25 │14,0 │ 150 │ 100 │ 160 │160 │ 230 │ 100 │ 0,5 │
│ │ │ │ │ │ │ │ │ │ │
│ 630 │ 25 │16,0 │ 230 │ 80 │ 280 │250 │ 370 │ 120 │ - │
│ │ │ │ │ │ │ │ │ │ │
│ 920 │ 35 │14,5 │ 205 │ 300 │ 350 │200 │ >400 │ 120 │ - │
└──────┴───────┴─────┴───────┴─────┴────────┴────┴──────┴─────────┴───────┘
"Рис.17.7. Схема расположения гибких индукторов при нагреве угловых сварных соединений"
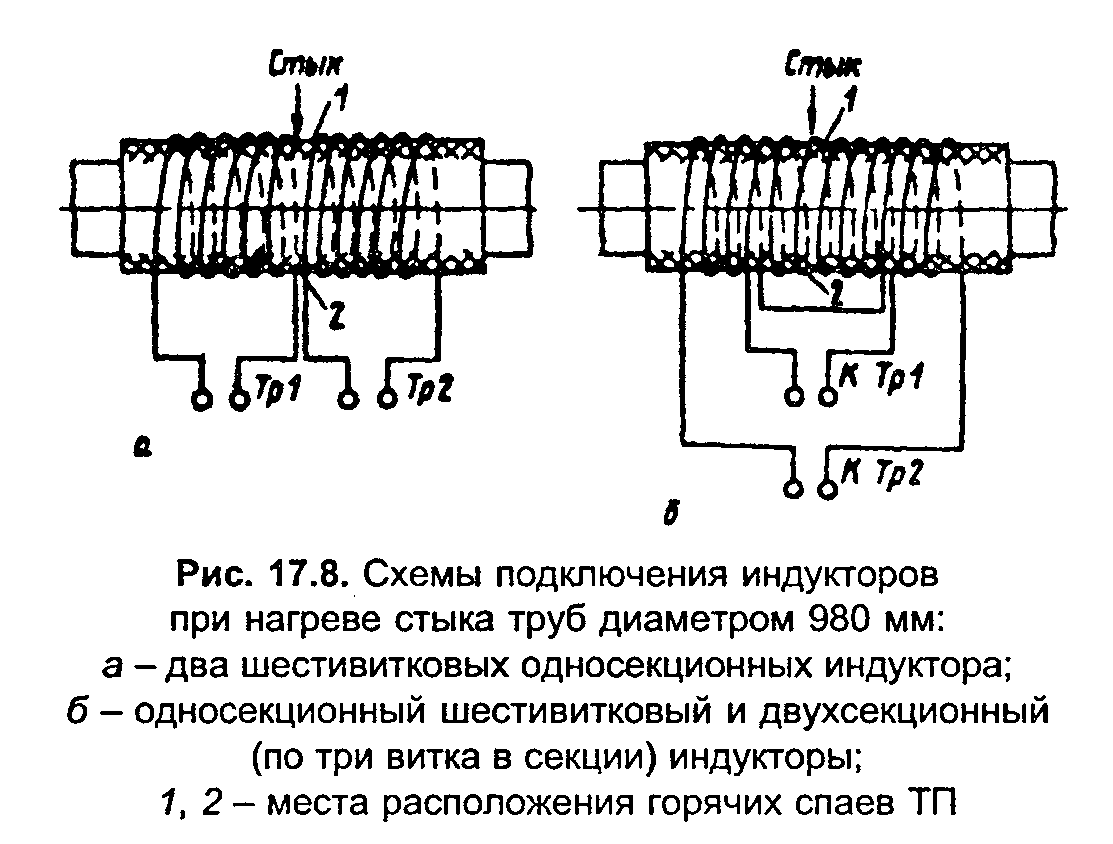
"Рис.17.8. Схемы подключения индукторов при нагреве стыка труб диаметром 980 мм"
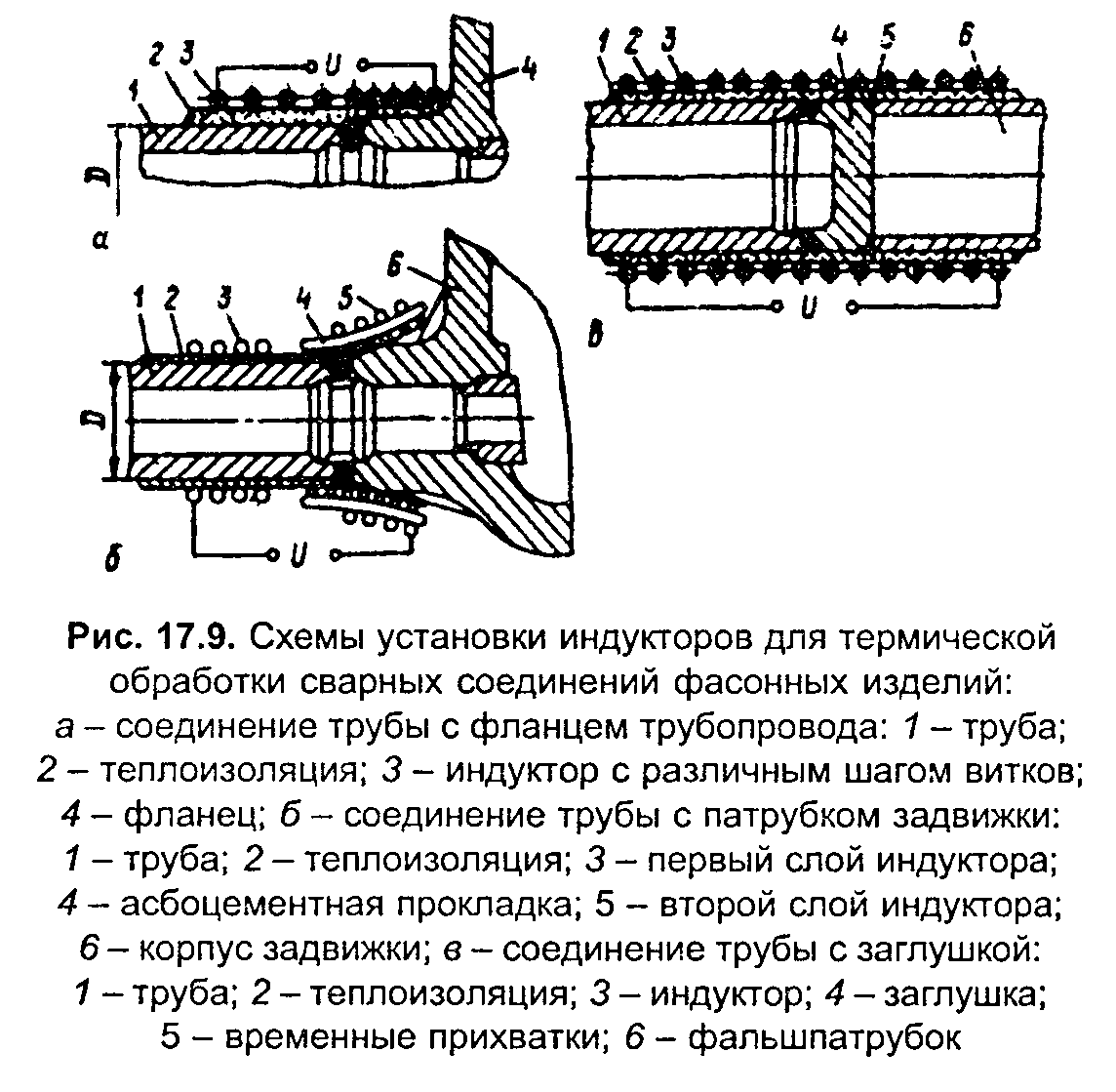
"Рис.17.9. Схемы установки индукторов для термической обработки сварных соединений фасонных изделий"
при нагреве соединения трубы или коллектора с заглушкой к последней прихватывают отрезок трубы (фальшпатрубок) для возможности намотки индуктора как на обычное сварное соединение (рис.17.9, в); после термообработки фальшпатрубок удаляют и места прихваток зачищают.
Радиационный и комбинированный способы нагрева Нагрев электронагревателем сопротивления (гэн)
17.4.12. При установке ГЭН на трубу следует:
закрепить (приварить) бобышки для установки горячих спаев ТП согласно требованиям подраздела 17.5;
установить и закрепить с помощью пояса электронагреватель на трубе;
присоединить к нагревателю токоподводящие провода от источника питания;
установить и закрепить тепловую изоляцию;
закрепить горячие спаи ТП в приваренные бобышки согласно требованиям подраздела 17.5(предварительно надрезав теплоизоляцию в месте установки бобышки) и подключить провода ТП к регистрирующему прибору;
включить источник питания и провести нагрев по заданному режиму.
После установки нагреватель закрывается теплоизоляционным матом или асбестовой тканью и закрепляется проволокой или асбестовым шнуром; толщина теплоизоляции в зоне нагрева должна быть не менее 40 мм, ширина - на 400-500 мм больше зоны нагрева (в каждую сторону от шва); при отрицательной температуре окружающего воздуха толщина теплоизоляции должна быть увеличена в 1,5-2 раза.
17.4.13. Нагрев стыков может производиться с помощью двух или трех поясов ГЭН, схемы размещения которых даны втабл.17.7в зависимости от диаметра труб и положения стыка.
Пояса должны быть плотно прижаты к трубе и надежно закреплены. Толщина теплоизоляции на стыке должна быть равномерной по всей поверхности нагреваемого участка. Технологические параметры термообработки с помощью ГЭН приведены в табл.17.8.
Таблица 17.7