

19. Исправление дефектов в сварных соединениях трубопроводов и труб поверхностей нагрева котлов
19.1. Настоящий раздел распространяется на исправление с помощью ручной дуговой или ручной аргонодуговой сварки дефектов в сварных соединениях, выполненных в условиях монтажа и ремонта, в которых дефекты исправляются до эксплуатации сварных соединений.
Требования настоящего раздела распространяются на сварные соединения труб из сталей всех марок, приведенных в приложении 2, кроме сварных соединений из сталей аустенитного класса. Исправление дефектов в этих сварных соединениях должно выполняться по технологии, разработанной для каждого конкретного случая и согласованной со специализированной организацией, указанной в правилах Госгортехнадзора России.
Исправление дефектов в сварных соединениях (заводских, монтажных, ремонтных), бывших в эксплуатации, должны производиться:
трубопроводов, коллекторов (камер) и привариваемых к ним штуцеров (труб) Д_у 100 с температурой пара свыше 450°С - в соответствии с руководящим документом РД 34 17.310-96;
штуцерных соединений, не подпадающих под действие РД 34 17.310-96, - в соответствии с подразделом 7.7настоящего РД;
барабанов котлов давлением до 4 МПа (40 кгс/см2) включительно - в соответствии с разделом 20настоящего РД.
Во всех остальных случаях исправление дефектов в сварных соединениях, бывших в эксплуатации, должно производиться по технологии, согласованной:
для объектов Минэнерго России - со Всероссийским теплотехническим институтом (ВТИ);
для других объектов - с любой специализированной научно-исследовательской организацией в области сварки, приведенной в приложениях к правилам Госгортехнадзора России.
В заводских сварных соединениях, не бывших в эксплуатации, дефекты исправляются по технологии завода - поставщика оборудования либо по ПТД, разработанной в соответствии с требованиями правил Госгортехнадзора России, РД 2730.940.102-92 и РД 2730.940.103-92 и согласованной со специализированной организацией, указанной в правилах Госгортехнадзора России.
19.2. Исправление с помощью сварки дефектов в литых деталях, не бывших в эксплуатации, производится в соответствии с требованиями РД 108.021.112-88 либо по технологии, согласованной с заводом-изготовителем. Технология исправления с помощью сварки дефектов в новых сварно-кованых и сварно-штампованных деталях должна быть согласована с заводом-изготовителем либо с НПО ЦНИИТМаш или ЦКБА.
Исправление дефектов с помощью сварки в таких деталях, бывших в эксплуатации на объектах Минэнерго России, должно производиться по технологии, разработанной или согласованной ВТИ, на объектах других ведомств - по технологии, разработанной или согласованной ВТИ или одной из специализированных научно-исследовательских организаций по технологии сварки, приведенных в приложениях к правилам Госгортехнадзора России.
19.3. Поверхностные и подповерхностные дефекты в стыках трубопроводов (независимо от их назначения и параметров рабочей среды) и труб поверхностей нагрева котлов (в том числе в корневых слоях, выполненных аргонодуговой сваркой) должны исправляться следующим образом:
а) чрезмерные выпуклости (усиления) сварных швов удалить механическим способом, недостаточные выпуклости - исправить подваркой предварительно зачищенного шва;
б) наплывы удалить механическим способом и при необходимости подварить;
в) подрезы и углубления между валиками подварить, предварительно зачистив места подварки;
г) сквозной прожог или непровар в корневом слое, выполненном аргонодуговой сваркой (до заполнения остальной части разделки), исправить ручной аргонодуговой сваркой с применением присадочной проволоки соответствующей марки.
Исправление поверхностных и подповерхностных дефектов без последующей заварки мест их выборки допускается на сварных соединениях в случае, если остающаяся толщина металла в месте максимальной глубины выборки не менее расчетной толщины стенки, но не менее 75% ее номинальной толщины.
19.4. Сварные соединения трубопроводов пара и горячей воды и труб поверхностей нагрева котлов, а также газопроводов, подпадающих под действие СНиП 3.05.02-88*, могут ремонтироваться путем подварки выборки поврежденного металла независимо от размеров выборки.
19.5. Сварные соединения трубопроводов тепловых сетей, подпадающих под действие СНиП 3.05.03-85, и технологических трубопроводов, сооружаемых в соответствии с ПБ 03-108-96, могут ремонтироваться путем подварки выборки поврежденного металла при условии, что размеры отвечают нормам, приведенным в этих нормативных документах.
19.6. Поврежденный металл сварного соединения*(17)следует удалять механическим способом (абразивным инструментом, резанием или вырубкой).
Допускается удаление дефектного металла воздушно-дуговой, воздушно-плазменной или кислородной строжкой (резкой) с последующей обработкой поверхности выборки механическим способом с удалением слоя металла на сварных соединениях из углеродистых и кремнемарганцовистых сталей до полной ликвидации следов строжки (резки); на сварных соединениях из других легированных сталей - с удалением слоя толщиной не менее 1 мм. Стыки труб из хромомолибденовых и хромомолибденованадиевых сталей при толщине стенки более 10 мм перед огневой строжкой (резкой) следует подогревать до 200-300°С.
Кромки выборки следует плавно вывести на поверхность трубы или шва; в поперечном сечении выборка должна иметь чашеобразную форму разделки. Исправляемый участок после выборки с целью проверки полноты удаления дефекта контролируется визуально, а при исправлении трещины - также капиллярной или магнитопорошковой дефектоскопией либо путем травления соответствующим реактивом.
Форма и размеры выборки и последующей ее заварки в зависимости от места расположения дефекта и типа стали приведены на рис.19.1.
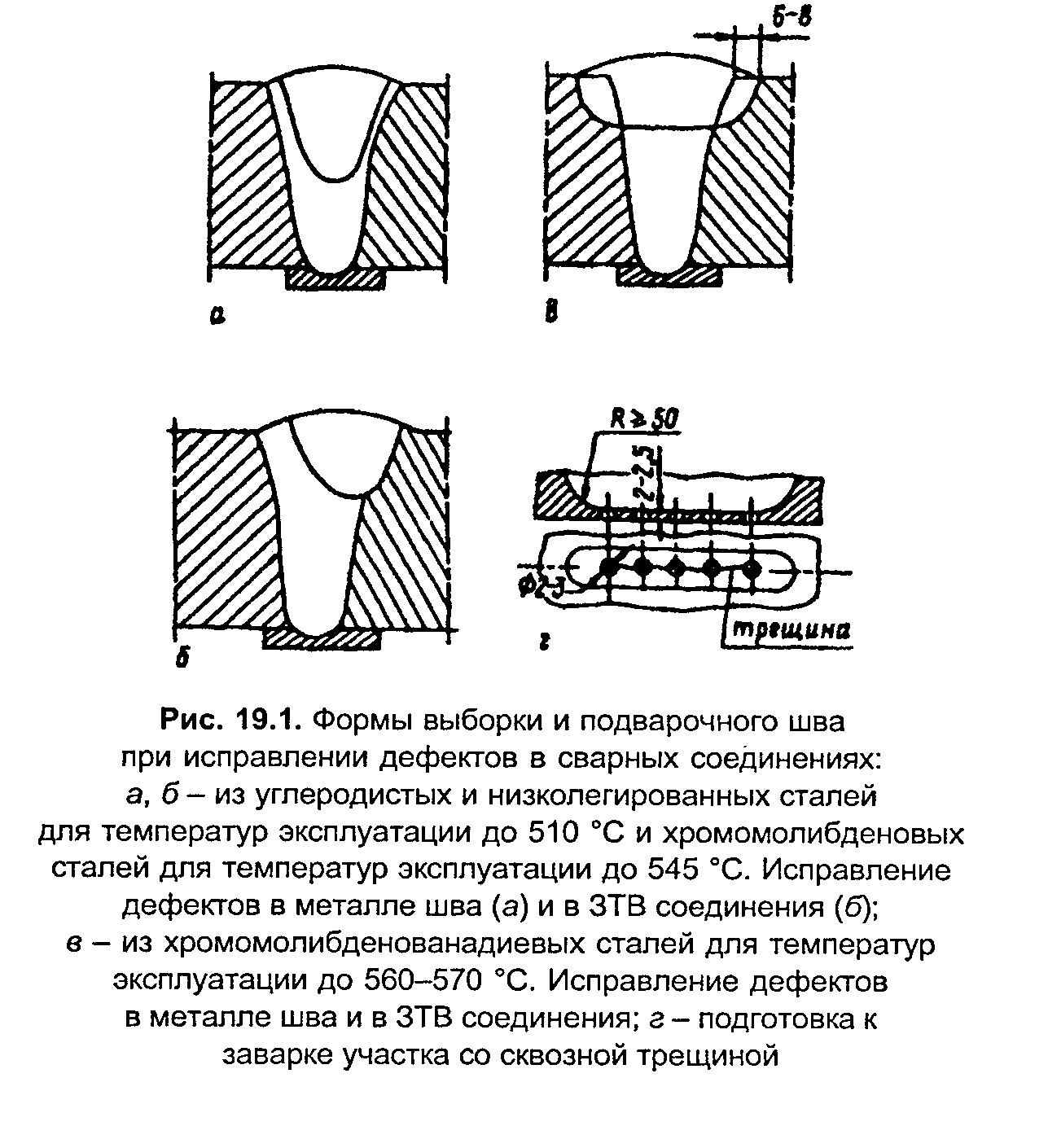
"Рис.19.1. Формы выборки и подварочного шва при исправлении дефектов в сварных соединениях"
При обработке выборки согласно рис.19.1, в(в хромомолибденованадиевых сталях) необходимо обязательно удалить зону термического влияния металла труб, образовавшуюся при сварке основного шва.
Если исправляют стык с трещиной, то ее концы должны быть точно определены путем травления или капиллярным методом и засверлены сверлом диаметром на 2-3 мм больше ширины трещины, после чего дефектный металл удаляют полностью. При сквозной трещине для удобства последующего заплавления целесообразно оставлять слой металла толщиной 2-2,5 мм в качестве подкладки нового шва (эту толщину проверяют несколькими сквозными сверлениями) (рис.19.1, г). Подварку в этом случае нужно начинать с переплавления оставшейся части стенки с трещиной, причем сварщик должен следить за полным (сквозным) расплавлением стенки: если перед электродом перемещается маленькое сквозное отверстие, то это означает, что сварка идет с полным проваром.
19.7. Подварку выборки и наплавку для исправления шва желательно выполнять тем же способом сварки (ручным дуговым или ручным аргонодуговым) и с использованием тех же присадочных материалов, какие применялись для сварки основного шва. Если сварное соединение выполнялось автоматическим или механизированным способом сварки, то подварка и наплавка шва выполняются ручным дуговым или ручным аргонодуговым способом с применением присадочного материала согласно требованиямтабл.4.1,4.4или15.1.
Перед подваркой или наплавкой стык, независимо от толщины стенки трубы и марки стали, необходимо подогреть по всему периметру до температуры предварительного подогрева, регламентированной при сварке труб из стали этой марки.
Один и тот же участок может быть исправлен не более 3 раз (под участком в данном случае понимается прямоугольник наименьшей площади, в контур которого вписывается подлежащая заварке или уже заваренная выборка, и примыкающая к нему поверхность на расстоянии, равном трехкратной ширине этого прямоугольника).
19.8. После заварки выборки стык подвергается термообработке по всему периметру в случае, если глубина выборки (толщина подварки) равна или больше толщины элемента сварного соединения, для которого согласнотабл.17.1требуется термообработка. При выполнении подварки стыков труб из хромомолибденованадиевой стали аналогичным присадочным материалом (металл шва 09X1МФ) термообработка должна проводиться независимо от размеров (глубины) подварки. Режимы термообработки должны соответствоватьтабл.17.1для данной марки стали, однако длительность выдержки может быть сокращена на один-два часа, но должна быть не менее одного часа.
19.9. Исправленные с помощью сварки стыки нужно подвергнуть 100%-ному визуальному контролю, ультразвуковой дефектоскопии или радиографии, а также магнитопорошковому или капиллярному контролю.
Контролируемая зона должна включать место заварки и прилегающие к нему участки шириной не менее 20 мм сварного шва и 10 мм основного металла.
19.10. В продольных швах газоплотных панелей паровых котлов дефекты в виде трещин, распространяющихся в пределах плавников (не захватывая тело трубы), исправляют путем подварки. Для этого дефектное место вышлифовывают, обеспечивая плавные очертания выборок, проверяют капиллярным методом или травлением очертания дефекта, рассверливают концы трещины и заваривают электродами диаметром 2,5-3 мм. Если после вышлифовки трещины в плавнике образовалась сквозная щель шириной более 4 мм, то на это место ставят пластину из стали, аналогичной по химическому составу стали свариваемых плавниковых труб, и приваривают ее к трубам в соответствии с указаниями, приведенными вразделе 16.
19.11. Если трещины проходят и в теле плавниковых труб, дефектное место необходимо удалить вместе с участком трубы, как это показано нарис.19.2. Огневым способом разрезают плавники на участке с обнаруженными дефектами, а затем вырезают трубу (рис.19.2, а). С обеих сторон выреза удаляют плавники на длине 60 мм. Плавники и торцы труб под сварку обрабатывают механическим способом. К сварке подготавливают отрезок плавниковой трубы (рис.19.2, б), вводят его в вырез с зазором 0,5-1,5 мм и сваривают сначала один стык, затем другой - аргонодуговым либо комбинированным способом.
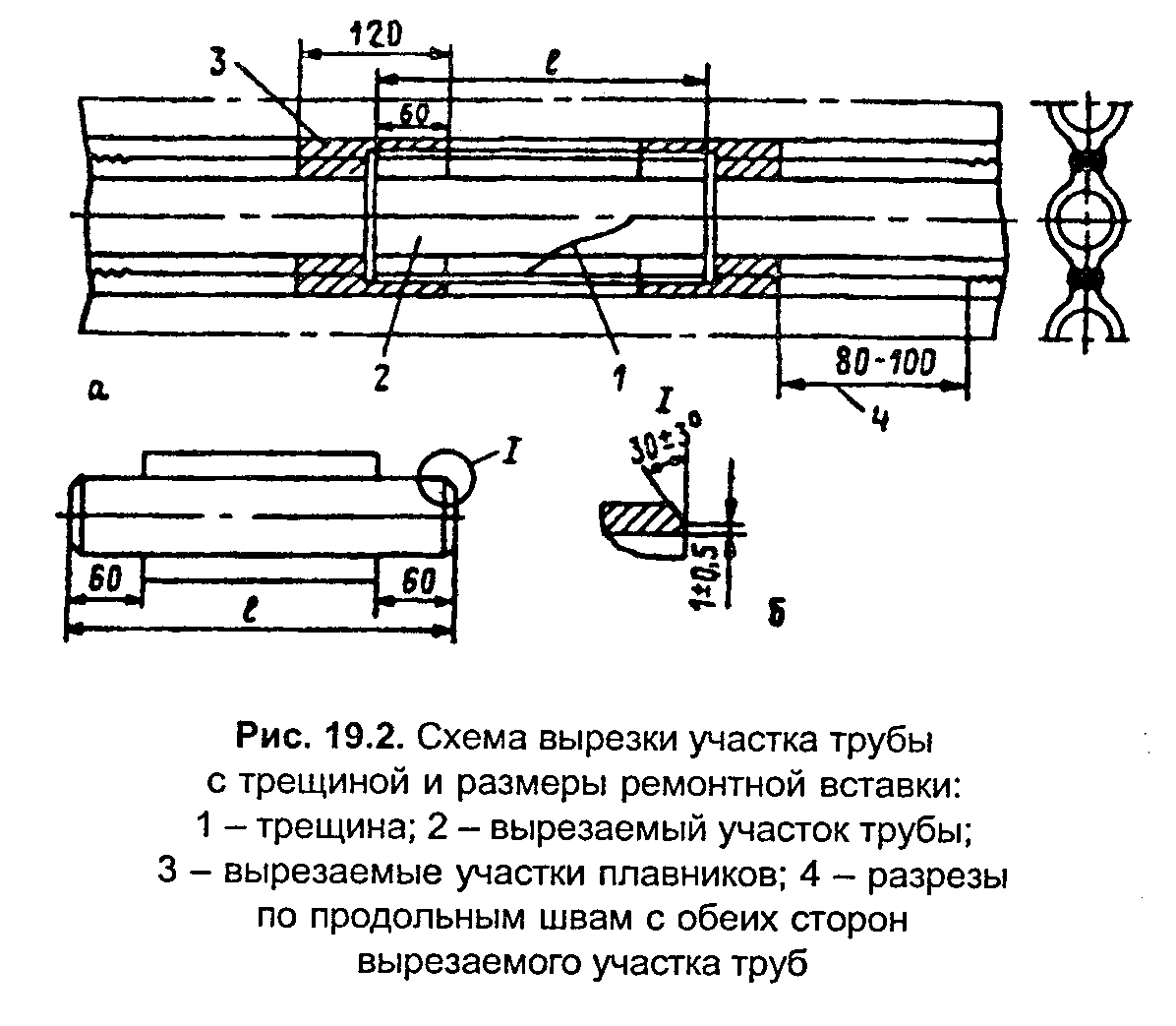
"Рис.19.2. Схема вырезки участка трубы с трещиной и размеры ремонтной вставки"
После сварки кольцевых соединений сначала выполняют продольные швы по плавникам, а затем уплотняют "окна" по технологии, изложенной в разделе 16.
19.12. Исправленные в соответствии спп.19.10и19.11дефекты в сварных соединениях газоплотных панелей контролируются согласно разделу 16 (пп. 16.2.6,16.3.16,16.4.7).
19.13. При ремонте сварных соединений оформляют ту же техническую документацию, что и в процессе монтажа трубопроводов и труб поверхностей нагрева котла. Кроме того, составляют акт на переварку дефектных стыков или делается запись в журнале сварочных работ либо в специальном журнале учета ремонта сварных соединений.