

16.3. Сварка продольных швов
16.3.1. Продольные швы (по плавникам) выполняют ручной дуговой сваркой, механизированной сваркой в углекислом газе или механизированной сваркой порошковой проволокой.
Сварка производится углеродистым присадочным материалом независимо от способа сварки и марки свариваемой стали:
при ручной дуговой сварке - электродами Э50А (УОНИ-13/55, ЦУ-5, ТМУ-21У) диаметром не более 4 мм;
при механизированной сварке в углекислом газе - сварочной проволокой Св-08Г2С или Св-08ГС диаметром 1,2-1,6 мм;
при механизированной сварке порошковой проволокой - проволокой марок, указанных в табл.П9.2 приложения 9(при использовании проволоки ПП-АН8 требуется дополнительная защита углекислым газом).
16.3.2. Наложение продольных швов по плавникам в районе стыковых соединений труб (на участках, остающихся недоваренными на заводе), а также при соединении (укрупнении) панелей на сборочной площадке следует производить с двух сторон. Допускается односторонняя сварка при условии снятия фаски на плавниках под углом 30° с обеспечением провара корня шва на всю глубину плавника.
16.3.3. Зазор между свариваемыми плавниками независимо от способа сварки должен быть не менее 1,5 и не более 3 мм. В местах отсутствия зазора необходимо пропилить плавники механическим путем (наждачным кругом, фрезой и т.д.) и обеспечить требуемый зазор.
Если зазор превышает норму и составляет 3-5 мм или плавники состыкованы со смещением (ступенькой), сварку продольных швов необходимо выполнять с двух сторон обратноступенчатым способом.
16.3.4. После сварки и ультразвукового контроля стыков труб соединения выравнивают по плавникам на участках, оставшихся недоваренными на заводе, и накладывают по две прихватки длиной 60-70 мм на каждом участке.
16.3.5. Сварку недоваренных на заводе участков продольных швов должны производить два сварщика, начиная от середины блока к краям через одну трубу.
16.3.6. Сварку швов необходимо осуществлять обратноступенчатым способом. Заварив швы с одной стороны панели, сварщики в той же последовательности должны сваривать швы с противоположной стороны блока (панели).
16.3.7. Если недоваренные на заводе участки находятся с обеих сторон кольцевого шва, то накладывают все швы вначале с одной стороны стыка труб, затем - с другой. После этого сварщики переходят на противоположную сторону блока и выполняют швы в той же последовательности.
16.3.8. При сварке продольных швов допускается, чтобы сварщики работали одновременно на противоположных сторонах панели (один сверху, другой снизу). В этом случае порядок сварки тот же, что указан в пп.16.3.5-16.3.7.
16.3.9. Стенки топочной части котла собирают на плазе из блоков панелей с зазором между плавниками 1,5-3 мм. Панели, собранные в блоки, прихватывают по краям, отступая от края на 50-70 мм, и далее через каждые 400-500 мм по всей длине блока. Длина прихваточных швов должна быть 150-200 мм, высота - равной толщине плавника. Прихватки не перевариваются, а являются частью основного шва.
16.3.10. Продольные швы панелей должны выполнять одновременно два или четыре сварщика. Швы длиной более 16 м должны выполнять одновременно четыре сварщика. Сварку могут вести одновременно все сварщики с одной стороны панели (сверху или снизу) или с противоположных ее сторон (один снизу, другой сверху или двое снизу и двое сверху). Сварку следует производить от середины блока к краям независимо от числа сварщиков по схеме рис.16.2. Каждую часть шва выполняют обратноступенчатым способом.
16.3.11. При стыковке блоков А и Б панелей с большой серповидностью, когда зазор а между плавниками превышает 5 мм (рис.16.3), необходимо распределить его равномерно по соседним стыкам. Для этого следует разрезать несколько (два-пять) соседних продольных швов на участках длиной l и развести трубы до образования зазора не более 5 мм, затем эти участки прихватить и заварить с двух сторон обратноступенчатым способом. Если панели нельзя состыковать с зазором менее 5 мм, сваривать их необходимо по технологии завода - изготовителя котла.
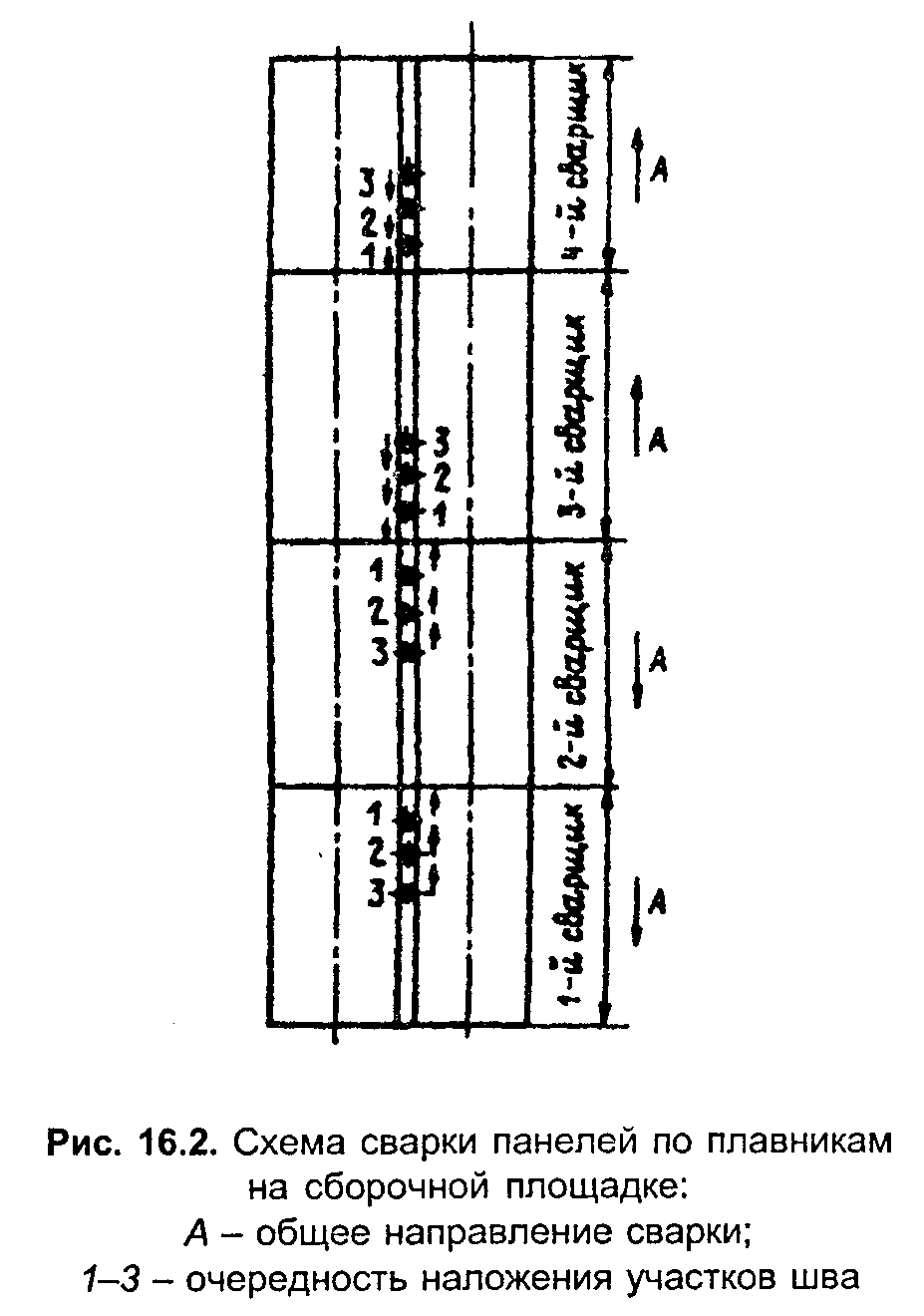
"Рис.16.2. Схема сварки панелей по плавникам на сборочной площадке"
16.3.12. Продольные стыковые швы на вертикальной плоскости (при стыковке блоков панелей в проектном положении) выполняют, как правило, ручной дуговой сваркой. Сварку ведут одновременно два или четыре сварщика с разбивкой шва по длине на четыре равные части. Каждую часть заваривают обратноступенчатым способом, однако в этом случае на всей длине шва участки по 400-500 мм сваривают в одном направлении - снизу вверх. Сварку следует выполнять электродами диаметром 2,5-3 мм. Разрешается сварку вертикальных швов с одной стороны панели выполнять электродами диаметром 4 мм.
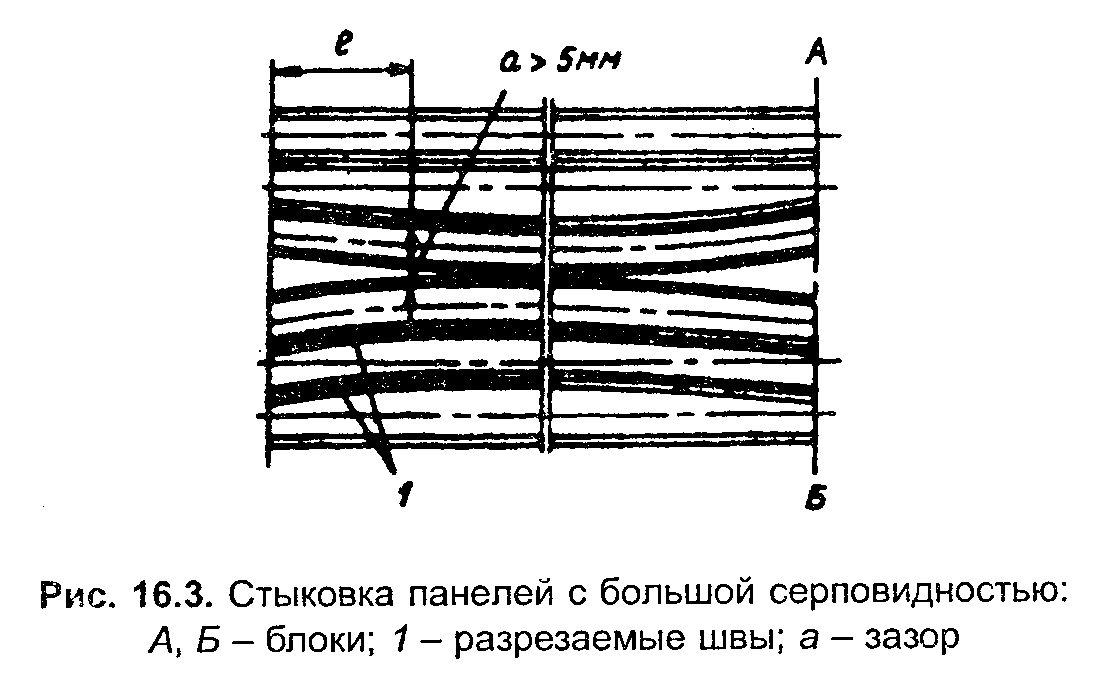
"Рис.16.3. Стыковка панелей с большой серповидностью"
16.3.13. Стенки в углах топки соединяют с помощью прутка диаметром d = 8-10 мм из стали 20 или 12X1МФ (рис.16.4), при этом зазор b между стенками должен быть не более 12 мм. Если зазор превышает указанный размер, то конструкция узла соединения стенок и технология сварки должны быть определены заводом - изготовителем котла.
После установки стенок в проектное положение приваривают пруток к обеим стенкам в вертикальном положении с соблюдением требований, изложенных в п.16.3.12. Пруток к трубе необходимо приваривать электродами диаметром 2,5-3 мм на минимальном токе, чтобы глубина проплавления стенки трубы была не более 2 мм. Для приварки прутка к плавнику могут быть применены электроды диаметром 4 мм.
16.3.14. Оборудование и режим механизированной сварки в углекислом газе приведены в разделе 11.
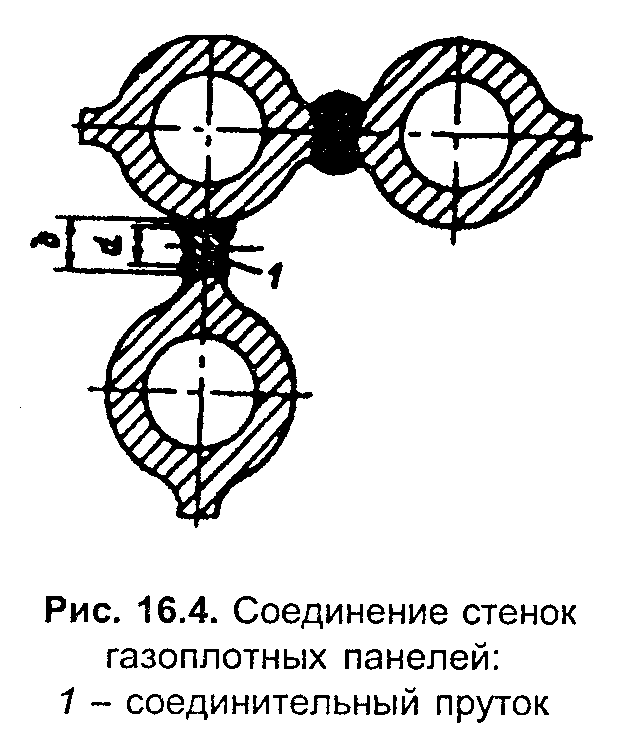
"Рис.16.4. Соединение стенок газоплотных панелей"
16.3.15. Для механизированной сварки порошковой проволокой используются полуавтоматы ПМП-6, А-765УЗ, А-1197П, А-1197С, А-1035. При сварке самозащитной порошковой проволокой полуавтоматы комплектуются горелками А-1231-5-02 или А-1231-5-03, при сварке порошковой проволокой с дополнительной защитой углекислым газом - горелками А-1231-5Г2 или А-1231-5Г3.
Сварку порошковой проволокой следует выполнять на постоянном токе обратной полярности.
В качестве источников питания постоянного тока используются преобразователи или выпрямители с жесткой или пологопадающей вольт-амперной характеристикой.
Ориентировочные режимы механизированной сварки порошковой проволокой приведены в табл.16.1; они должны уточняться при пробной сварке.
Толщина наплавляемого слоя должна быть не более 6 мм.
16.3.16. Все продольные швы по плавникам подвергаются визуальному контролю и проверке керосиновой пробой. Нормы оценки качества по результатам визуального контроля приведены в подразделе 18.3. Керосиновая проба на плотность производится по документу ПНАЭ Г7-019-89.