

Расположение гибких неохлаждаемых индукторов на вертикальных и горизонтальных стыках труб
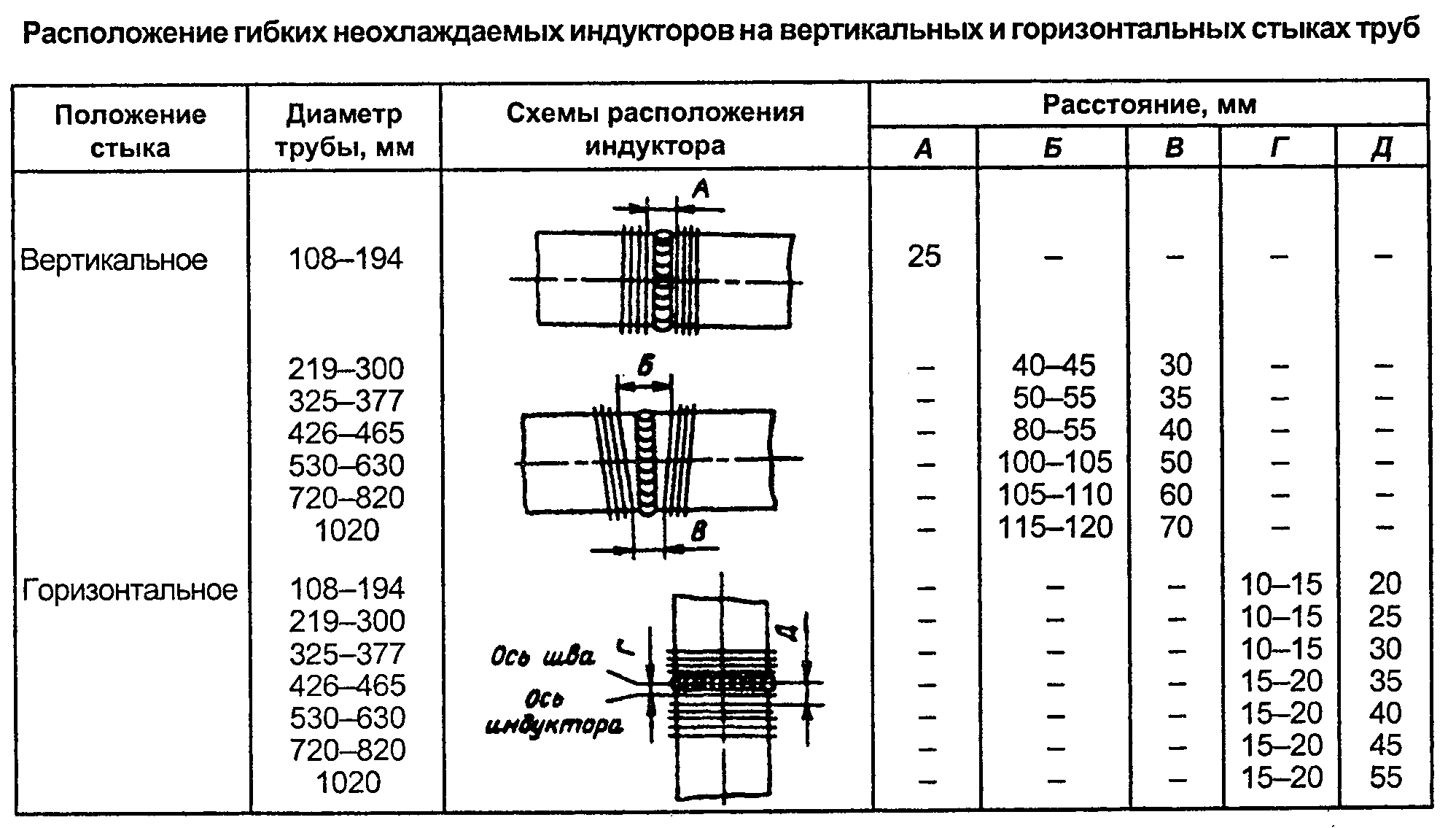
"Расположение гибких неохлаждаемых индукторов на вертикальных и горизонтальных стыках труб"
17.4.7. Ориентировочные технологические и электрические параметры термообработки сварных стыков труб различных диаметров гибкими индукторами из неизолированного медного провода приведены втабл.17.5. Ориентировочные режимы нагрева стыков труб тиристорными преобразователями средней частоты (инверторами) даны втабл.17.6.
17.4.8. Нагрев для термообработки угловых штуцерных сварных соединений производится, как правило, гибким неохлаждаемым индуктором. Примеры намотки таких индукторов на штуцерные соединения приведены нарис.17.7.
Для нагрева тройникового сварного соединения трубопровода большого диаметра (трубы диаметром 325 мм, штуцер 245 мм) током частотой 50 Гц используется индуктор из гибкого медного кабеля сечением 120-180 мм2. Намотка кабеля производится по схеме рис.17.7, аили17.7, б. По первой схеме индуктор состоит из 12-14 витков. Витки, наматываемые на штуцер, удерживаются установочными штырями, которые привариваются к штуцеру. Нагрев производится от одного трансформатора ТДФЖ-2002. При использовании второй схемы нагрев производится двумя индукторами: основной индуктор наматывается на трубу двумя секциями по 8-10 витков в каждой, вспомогательный - на штуцер и состоит из 5-7 витков. Каждый индуктор питается от своего источника: основной - от трансформатора ТДФЖ-2002, вспомогательный - от трансформатора ТДФЖ-1002 (или от трансформаторов других типов такой же мощности).
На рис.17.7, в приведена схема намотки гибкого индуктора для нагрева одновременно двух сварных соединений штуцеров малого диаметра (не более 100 мм) с коллектором диаметром 219-325 мм. Общее число витков индуктора 18-20, на каждый штуцер укладывается по 4-5 витков; сечение кабеля 90-150 мм2.
При нагреве одного аналогичного сварного соединения индуктор из 10-11 витков такого же сечения наматывается по схеме рис.17.7, г.
Таблица 17.5
Ориентировочные технологические и электрические параметры термообработки сварных стыков труб гибкими неохлаждаемыми индукторами
┌───────┬───────┬───────┬─────────────────┬──────────────────────┬────────────────────────────────────────────────┬──────┬───────────────┐
│Наруж- │Толщина│Ширина │ Общее число │ Площадь поперечного │ Электрические параметры индуктора │Потре-│ Емкость │
│ ный │стенки │индук- │ витков при │ сечения витка, мм2, ├──────────────────────┬─────────────────────────┤бляе- │конденсаторной │
│диаметр│ труб, │ тора, │ частоте, Гц │ при частоте, Гц │напряжение на выводах,│ рабочий ток, А, при │ мая │ батареи, мкФ, │
│трубы, │ мм │ мм │ │ │ В, при частоте, Гц │ частоте, Гц │ мощ- │при частоте, Гц│
│ мм │ │ ├─────┬─────┬─────┼───────┬───────┬──────┼─────┬───────┬────────┼────────┬────────┬───────┤ность,├────────┬──────┤
│ │ │ │ 50 │2400 │8000 │ 50 │ 2400 │ 8000 │ 50 │ 2400 │ 8000 │ 50 │ 2400 │ 8000 │ мм │ 2400 │ 8000 │
├───────┼───────┼───────┼─────┼─────┼─────┼───────┼───────┼──────┼─────┼───────┼────────┼────────┼────────┼───────┼──────┼────────┼──────┤
│108-168│ 11-36 │250-400│8-12 │10-14│10-16│150-185│ 50-70 │35-50 │15-20│ 55-85 │ 80-120 │700-900 │160-180 │100-120│ 8-15 │200-300 │40-60 │
├───────┼───────┼───────┼─────┼─────┼─────┼───────┼───────┼──────┼─────┼───────┼────────┼────────┼────────┼───────┼──────┼────────┼──────┤
│194-245│ 11-28 │300-350│8-10 │10-12│12-14│185-240│ 50-70 │50-70 │20-25│90-100 │130-150 │800-950 │170-190 │110-125│15-18 │160-200 │30-35 │
│ ├───────┼───────┼─────┼─────┼─────┼───────┼───────┼──────┼─────┼───────┼────────┼────────┼────────┼───────┼──────┼────────┼──────┤
│ │ 30-45 │350-450│10-12│12-16│14-18│ │ │ │25-30│100-120│150-170 │950-1100│190-200 │125-140│18-25 │200-250 │35-45 │
├───────┼───────┼───────┼─────┼─────┼─────┼───────┼───────┼──────┼─────┼───────┼────────┼────────┼────────┼───────┼──────┼────────┼──────┤
│273-377│ 11-20 │350-400│8-10 │12-14│14-16│185-240│ 70-95 │50-70 │25-30│120-135│170-180 │900-1000│170-185 │120-135│18-22 │110-120 │20-25 │
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│ │ 25-45 │400-500│10-12│14-16│16-18│ │ │ │30-35│135-145│180-195 │1000-110│185-200 │135-150│22-27 │120-135 │25-35 │
│ │ │ │ │ │ │ │ │ │ │ │ │ 0 │ │ │ │ │ │
│ ├───────┼───────┼─────┼─────┼─────┼───────┼───────┼──────┼─────┼───────┼────────┼────────┼────────┼───────┼──────┼────────┼──────┤
│ │ 50-60 │500-550│12-14│16-18│18-20│ │ │ │35-40│145-160│195-220 │1100-120│200-220 │150-160│27-35 │135-150 │35-40 │
│ │ │ │ │ │ │ │ │ │ │ │ │ 0 │ │ │ │ │ │
├───────┼───────┼───────┼─────┼─────┼─────┼───────┼───────┼──────┼─────┼───────┼────────┼────────┼────────┼───────┼──────┼────────┼──────┤
│426-530│ 16-36 │400-450│8-10 │14-16│16-18│ 240 │95-120 │70-95 │30-35│150-165│230-250 │1100-120│190-210 │130-140│20-30 │ 80-90 │18-22 │
│ │ │ │ │ │ │ │ │ │ │ │ │ 0 │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │ │
│ │ 40-70 │450-500│10-12│16-18│18-20│ │ │ │35-40│165-180│250-270 │1200-130│210-220 │140-155│30-40 │ 90-100 │22-26 │
│ │ │ │ │ │ │ │ │ │ │ │ │ 0 │ │ │ │ │ │
├───────┼───────┼───────┼─────┼─────┼─────┼───────┼───────┼──────┼─────┼───────┼────────┼────────┼────────┼───────┼──────┼────────┼──────┤
│ │80-100 │500-600│12-14│18-20│20-22│ │ │ │40-50│180-200│270-300 │1300-140│220-240 │155-170│40-50 │100-110 │26-30 │
│ │ │ │ │ │ │ │ │ │ │ │ │ 0 │ │ │ │ │ │
├───────┼───────┼───────┼─────┼─────┼─────┼───────┼───────┼──────┼─────┼───────┼────────┼────────┼────────┼───────┼──────┼────────┼──────┤
│630-102│ 20-45 │450-500│10-12│14-16│16-18│ 240 │95-120 │70-95 │40-50│190-210│300-330 │1300-140│230-250 │150-160│30-35 │ 60-70 │12-15 │
│ 0 │ │ │ │ │ │ │ │ │ │ │ │ 0 │ │ │ │ │ │
│ ├───────┼───────┼─────┼─────┼─────┼───────┼───────┼──────┼─────┼───────┼────────┼────────┼────────┼───────┼──────┼────────┼──────┤
│ │ 50-65 │500-600│12-14│16-18│18-20│ │ │ │50-60│210-230│330-360 │1400-150│250-270 │160-180│35-50 │ 70-85 │15-20 │
│ │ │ │ │ │ │ │ │ │ │ │ │ 0 │ │ │ │ │ │
│ ├───────┼───────┼─────┼─────┼─────┼───────┼───────┼──────┼─────┼───────┼────────┼────────┼────────┼───────┼──────┼────────┼──────┤
│ │ 70-90 │600-650│14-16│18-20│20-22│ │ │ │60-70│230-260│360-400 │1500-160│270-300 │180-200│50-65 │ 85-100 │20-25 │
│ │ │ │ │ │ │ │ │ │ │ │ │ 0 │ │ │ │ │ │
└───────┴───────┴───────┴─────┴─────┴─────┴───────┴───────┴──────┴─────┴───────┴────────┴────────┴────────┴───────┴──────┴────────┴──────┘
Примечание. На трубы диаметром 108-168 мм устанавливается одна секция индуктора на каждом стыке, в остальных случаях - по одной-две секции.
В обоих случаях нагрев производится от трансформатора ТДФЖ-2002.
При использовании в качестве источников питания сварочных трансформаторов регулирование режима нагрева производится с помощью дросселя или переключением ступеней обмотки трансформатора.
17.4.9. Термообработку стыков труб большого диаметра (более 900 мм) можно осуществлять с помощью двух трансформаторов ТДФЖ-2002. К каждому трансформатору присоединяются шесть-восемь витков гибкого индуктора из медного кабеля сечением 240 мм2 по одной из схем, показанных нарис.17.8. Трансформаторы должны быть подключены кабелями одинаковой длины и сечения к одним и тем же фазам сети через автоматические выключатели. При использовании преобразователей средней частоты термообработку стыков этих труб можно выполнять двумя индукторами сечением 95-120 мм2, состоящими из пяти-семи витков каждый и соединенными последовательно. Индукторы устанавливаются симметрично оси стыка на расстоянии 70-90 мм один от другого.
17.4.10. Нагрев при термообработке стыков труб диаметром 465-720 мм (например, 465x56, 630x25, 630x80, 720x22 мм) током промышленной частоты можно производить от одного трансформатора ТДФЖ-2002 (ТСД-2000) с помощью 12-14-виткового индуктора, если расстояние между трансформатором и стыком не превышает 15 м, или от двух трансформаторов, подключенных по одной из схем, показанных нарис.17.8.
17.4.11. При термической обработке сварных соединений труб с фасонными деталями применяют следующие технологические приемы, обеспечивающие равномерность нагрева:
на сварные соединения труб с арматурой устанавливают индукторы с разным шагом намотки витков (на элементы с большей толщиной стенки шаг витков меньше) или на арматуру устанавливают двухслойный индуктор, в котором между первым и вторым слоями имеются асбоцементные прокладки (рис.17.9, а, б);
Таблица 17.6