

20. Ремонт с помощью сварки барабанов котлов давлением до 4 мПа (40 кгс/см2) включительно*(18)
20.1. Общие положения
20.2. Наплавка коррозионных раковин
20.3. Заварка трещин
20.4. Вварка заплат
20.5. Глушение трубных отверстий
20.6. Устранение неплотностей вальцовочных соединений
20.1. Общие положения
20.1.1. Настоящий раздел распространяется на ремонт с помощью сварки и наплавки барабанов котлов низкого и среднего давления (до 4 МПа включительно), изготовленных из стали марок Ст3, Ст4, Ст2Г, 20, 15К, 16К, 18К, 20К, 22К, 15ГС, 16ГС, 17ГС, 17Г1С.
20.1.2. В настоящем разделе рассматривается ремонт путем наплавки коррозионных раковин, заварки трещин, вварки заплат, устранения неплотностей вальцовочных соединений и глушения трубных отверстий как в новых барабанах, так и в барабанах, бывших в эксплуатации
Вварка штуцерных соединений в барабаны должна производиться в соответствии с требованиями подраздела 7.7, а ремонт сварных соединений -раздела 19.
20.1.3. Ремонт барабанов котлов должен выполняться по технологии, разработанной для каждого конкретного случая в соответствии с требованиями настоящего РД и согласованной с заводом - изготовителем котла (барабана) или специализированной научно-исследовательской организацией в области сварки, приведенной в приложении к Правилам устройства и безопасной эксплуатации паровых и водогрейных котлов Госгортехнадзора России.
См. Правила устройства и безопасной эксплуатации паровых и водогрейных котлов, утвержденные постановлением Госгортехнадзора РФ от 11 июня 2003 г. N 88
20.1.4. Выполнение всех сварочных и наплавочных операций, изложенных в настоящем разделе, должно производиться с использованием электродов типа Э50А (УОНИ-13/55, ТМУ-21У, ЦУ-5 и др.) диаметром 2,5-4 мм.
20.1.5. Контроль качества наплавки коррозионных раковин, сварных соединений заварки трещин и вварки заплат производится путем визуального контроля и ультразвуковой или радиографической дефектоскопии в объеме 100% (по всей поверхности наплавки и на всей длине сварного шва). Контроль угловых соединений вварки заглушек в трубные отверстия и подварки вальцовочных соединений производится визуально по всей длине шва; в случае обнаружения при визуальном контроле дефектов в виде трещин или сомнительных мест в сварном соединении должен быть произведен контроль магнитопорошковой или капиллярной дефектоскопией.
Результаты визуального контроля должны отвечать требованиям пп.18.3.4и18.3.5, ультразвукового -табл.18.10, радиографического -табл.18.6.
20.1.6. Обнаруженные при контроле недопустимые дефекты в сварных соединениях должны быть исправлены в соответствии с указаниямираздела 19.
20.2. Наплавка коррозионных раковин
20.2.1. Коррозионные раковины допускается исправлять путем наплавки в случае, если глубина раковины не превышает 50% толщины стенки барабана. При большей глубине разъедания на поверхности более 250 см2 исправление такого участка производится путем его вырезки и вварки заплаты. Участки с глубиной выборки (после удаления дефектного металла) менее 10% толщины стенки барабана могут быть оставлены без наплавки, если толщина стенки в месте наибольшей глубины выборки не будет меньше расчетной.
20.2.2. Дефектный участок должен быть тщательно зачищен и определены его границы. Удаление дефектного металла следует производить абразивным инструментом, не допуская острых углов и резких переходов.
После удаления дефектного металла поверхность выборки подвергается травлению 10%-ным раствором азотной кислоты в спирте и тщательному визуальному контролю; если будут обнаружены трещины, то они должны быть выбраны абразивным кругом или исправлены в соответствии с требованиями подраздела 19.6.
20.2.3. Наплавка выполняется многослойной. Первый слой валиков накладывается перпендикулярно образующей барабана, каждый последующий - перпендикулярно предыдущему. Каждый валик должен перекрывать соседний на 1/3-1/2 его ширины.
В случае, если поверхность раковины после удаления дефектного металла превышает 200-250 см2, ее заварка производится следующим образом. Первый слой (или два первых слоя) накладывается перпендикулярно образующей барабана. Затем вся площадь выборки разбивается на квадратные участки со стороной 50-100 мм, которые наплавляются в последовательности, указанной цифрами на рис.20.1, с таким расчетом, чтобы валики располагались под углом 90° к валикам соседних участков.
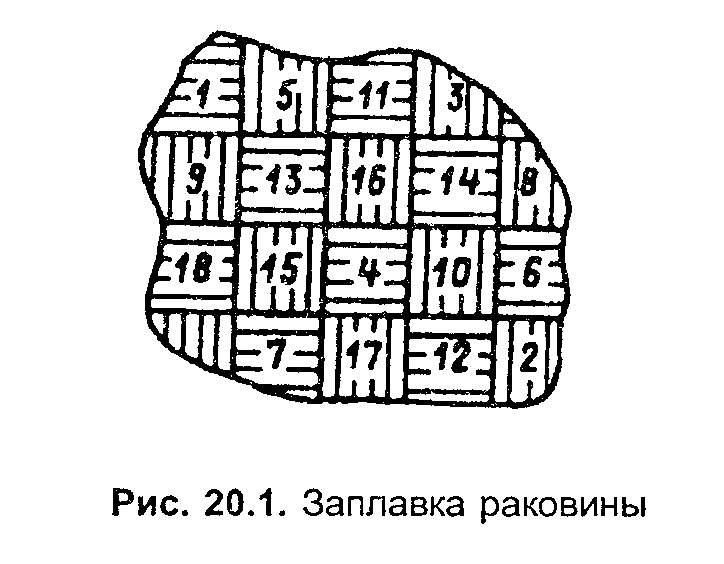
"Рис.20.1. Заплавка раковины"
20.2.4. После окончания наплавки вся ее поверхность обрабатывается абразивным кругом заподлицо с основным металлом и производится контроль качества наплавленного участка согласноп.20.1.5.