

Основные технологические и электрические параметры режима нагрева при групповой термообработке стыков труб тиристорными преобразователями частоты (инверторами)
┌───────┬────────┬──────┬──────┬────────────┬───────┬──────┬────────────┐
│Наруж- │ Число │Число │Пуско-│Электричес- │ Ток │ Ем- │Электричес- │
│ ный │одновре-│витков│ вая │ кие │конден-│кость │ кие │
│диаметр│ менно │ на │часто-│ параметры │сатор- │конде-│ параметры │
│ и │нагрева-│одном │ та │ сети, │ ной │нсато-│ индуктора │
│толщина│ емых │стыке │тока, │ питающей │батареи│ рной │ │
│стенки │ стыков │ │ Гц │ инвертор │ , А │бата- │ │
│ труб, │ │ │ ├───────┬────┤ │ реи, ├────────┬───┤
│ мм │ │ │ │напря- │ток,│ │ мкФ │напряже-│ток│
│ │ │ │ │жение, │ А │ │ │ ние на │, А│
│ │ │ │ │ В │ │ │ │выводах,│ │
│ │ │ │ │ │ │ │ │ В │ │
├───────┼────────┼──────┼──────┼───────┼────┼───────┼──────┼────────┼───┤
│133x15 │ 4 │ 8 │ 1600 │ 165 │ 75 │ 220 │ 100 │ 115 │165│
│ │ │ │ │ │ │ │ │ │ │
│159x13 │ 6 │ 9 │ 1600 │ 150 │190 │ 290 │ 100 │ 190 │170│
│ │ │ │ │ │ │ │ │ │ │
│219x40 │ 2 │ 13 │ 2400 │ 155 │200 │ 340 │ 120 │ 160 │225│
│ │ │ │ │ │ │ │ │ │ │
│219x40 │ 3 │ 13 │ 1600 │ 155 │180 │ 320 │ 160 │ 200 │170│
│ │ │ │ │ │ │ │ │ │ │
│273x50 │ 2 │ 10 │ 1600 │ 240 │160 │ 450 │ 120 │ 200 │300│
│ │ │ │ │ │ │ │ │ │ │
│325x60 │ 2 │ 10 │ 1600 │ 235 │145 │ 360 │ 120 │ 235 │295│
│ │ │ │ │ │ │ │ │ │ │
│426x30 │ 2 │ 12 │ 1600 │ 245 │100 │ 240 │ 80 │ 220 │170│
└───────┴────────┴──────┴──────┴───────┴────┴───────┴──────┴────────┴───┘
Примечание. Стыки труб диаметром 273x50 и 325x60 мм нагреваются от тиристорного преобразователя частоты мощностью 250 кВт, остальные - от преобразователя мощностью 100 кВт. Соединение индукторов последовательное.
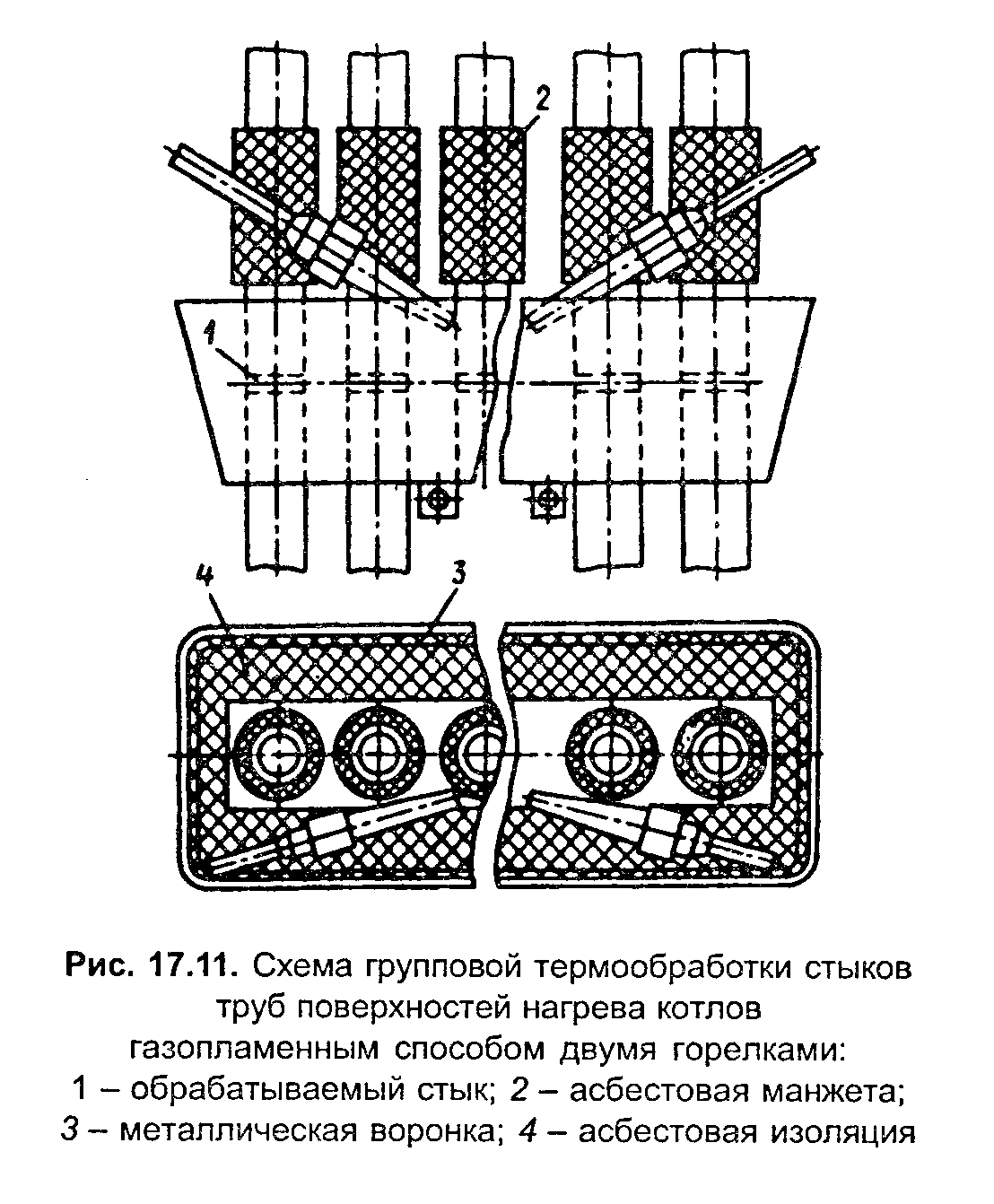
"Рис.17.11. Схема групповой термообработки стыков труб поверхностей нагрева котлов газопламенным способом двумя горелками"
17.5. Контроль температуры при термообработке
17.5.1. Температура сварного соединения во время термообработки по режиму высокого отпуска контролируется хромель-алюмелевыми термоэлектрическими преобразователями (термопарами) (ТП) с автоматическими регистрирующими потенциометрами (далее по тексту - потенциометрами). Температуру следует регистрировать во время нагрева, выдержки и охлаждения стыка до 300°С.
Показывающие приборы (милливольтметры) можно применять для контроля температуры стыков труб с толщиной стенки менее 20 мм, при этом измерять и записывать температуру должен оператор через каждые 30 мин во время нагрева и выдержки.
При нагреве стыка газопламенным способом горячий спай ТП должен быть защищен тепловой изоляцией от непосредственного воздействия пламени горелки.
Температуру трубы при нормализации можно измерять пирометрами излучения, позволяющими определять температуру металла трубы в пределах 800-1400°С с погрешностью +-12-15°С (при применении ОППИР-017- +-20°С).
Технические данные хромель-алюмелевых термоэлектрических преобразователей и термоизмерительных приборов приведены в приложениях 22и23соответственно.
17.5.2. Горячий спай ТП следует устанавливать на шве или трубе на расстоянии не более 30 мм от шва; ТП крепится к поверхности трубы способами, показанными нарис.17.12.
17.5.3. При нагреве вертикального стыка труб диаметром менее 400 мм индукционным способом устанавливают один ТП в верхней части стыка, при диаметре труб 400 мм и более - два (в верхней и нижней частях стыка). На горизонтальном стыке устанавливают один ТП в любом месте по периметру независимо от диаметра труб (табл.17.13). При групповом нагреве стыков труб диаметром не более 200 мм может быть установлен один ТП на одном из нагреваемых стыков при условии строгого выполнения требований, приведенных вп.17.4.19.
При групповом нагреве стыков труб большего диаметра ТП необходимо устанавливать на каждом стыке.
17.5.4. При термообработке сварного соединения труб (элементов) разной толщины при разности толщины более 7 мм ТП устанавливают на каждой трубе (элементе) на расстоянии 10-30 мм от шва независимо от способа нагрева. Если термообрабатывается вертикальный стык разностенных труб наружным диаметром 400 мм и более, то устанавливается три ТП: два в верхней части стыка на обеих трубах и один в нижней части на более толстой трубе.
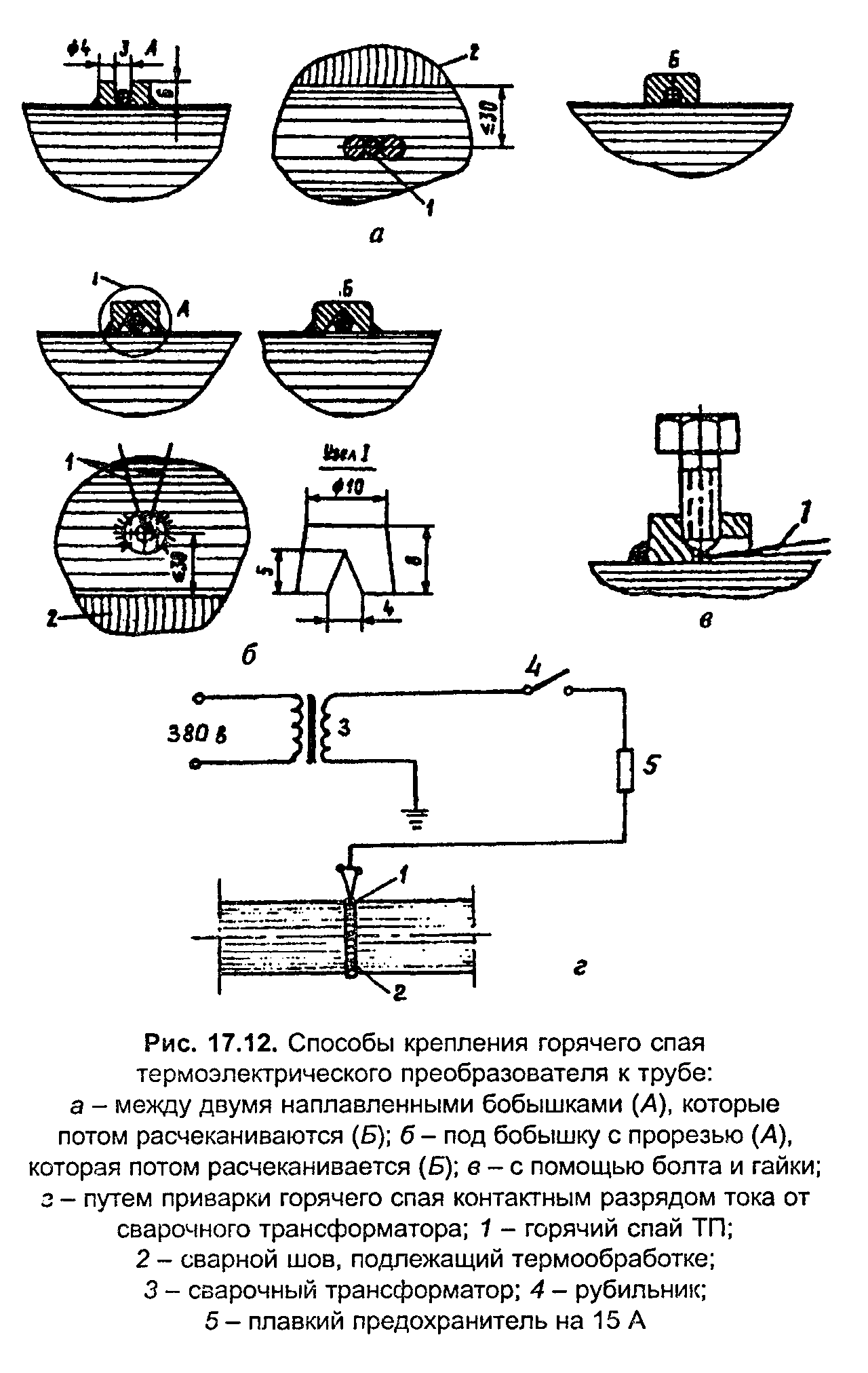
"Рис.17.12. Способы крепления горячего спая термоэлектрического преобразователя к трубе"
Таблица 17.13