

7.6. Сварка труб слоями повышенной толщины
7.6.1. Сварку слоями повышенной толщины можно применять для вертикальных неповоротных стыков труб с толщиной стенки более 20 мм из углеродистых и низколегированных конструкционных сталей.
7.6.2. К сварке слоями повышенной толщины может быть допущен сварщик, имеющий удостоверение на право производства работ по сварке данного трубопровода и обладающий, кроме того, навыками по технике сварки слоями повышенной толщины. Для проверки навыка сваривается пробный стык, а затем определяется сплошность шва с помощью ультразвукового контроля.
7.6.3. Конструкция сварного соединения должна соответствовать типам Тр-3, Тр-3а, Тр-3г, Тр-6 (табл.6.2). Можно применять также конструкции стыка, изображенные нарис.7.1. Подготовку кромок труб и сборку стыка, а также наложение корневого слоя и подогрев стыка производят по обычной технологии в соответствии с требованиями настоящего РД.
7.6.4. Основной шов, накладываемый после корневого слоя, выполняют два сварщика. Для совместной работы подбираются сварщики, в равной степени владеющие техникой сварки слоями повышенной толщины и выполняющие ее примерно с одинаковой скоростью.
7.6.5. Первый слой основного шва накладывают по обычной технологии, второй - по следующей схеме (рис.7.20): 1-й сварщик начинает сварку в зените потолочного участка (в точке Е) и проваривает свою половину стыка против часовой стрелки до точки М. Толщина слоя на потолочном участке составляет 6-7 мм. Начиная отточки Д, сварщик плавно наращивает толщину слоя; для этого он путем специальных манипуляций электродом вначале создает небольшую горизонтальную площадку (рис.7.21), а затем производит наплавку на эту площадку в нижнем положении, постепенно увеличивая ее размер до максимального в точке В (рис.7.20), где толщина слоя может составлять 18-26 мм, далее уменьшает толщину слоя до 6-7 мм в точке М; 2-й сварщик начинает сварку в точке И и проваривает по часовой стрелке четверть стыка до точки М, а затем переходит на нижнюю часть своей половины стыка и накладывает второй слой на участке ЕЖЗИ; способ сварки такой же, как 1-го сварщика, т. е. путем наращивания металла наплавки на горизонтальной площадке.
7.6.6. Порядок наложения третьего и последующих слоев может быть таким же, как для второго слоя, с той лишь разницей, что сварщики попеременно начинают сварку с потолочного (из точки Е) и с вертикального (из точек В и И) положений.
Можно принять и другой порядок наложения третьего и последующего слоев заполнения: оба сварщика начинают сварку в точке Е, но один начинает тогда, когда другой прошел до точки Д или Ж.
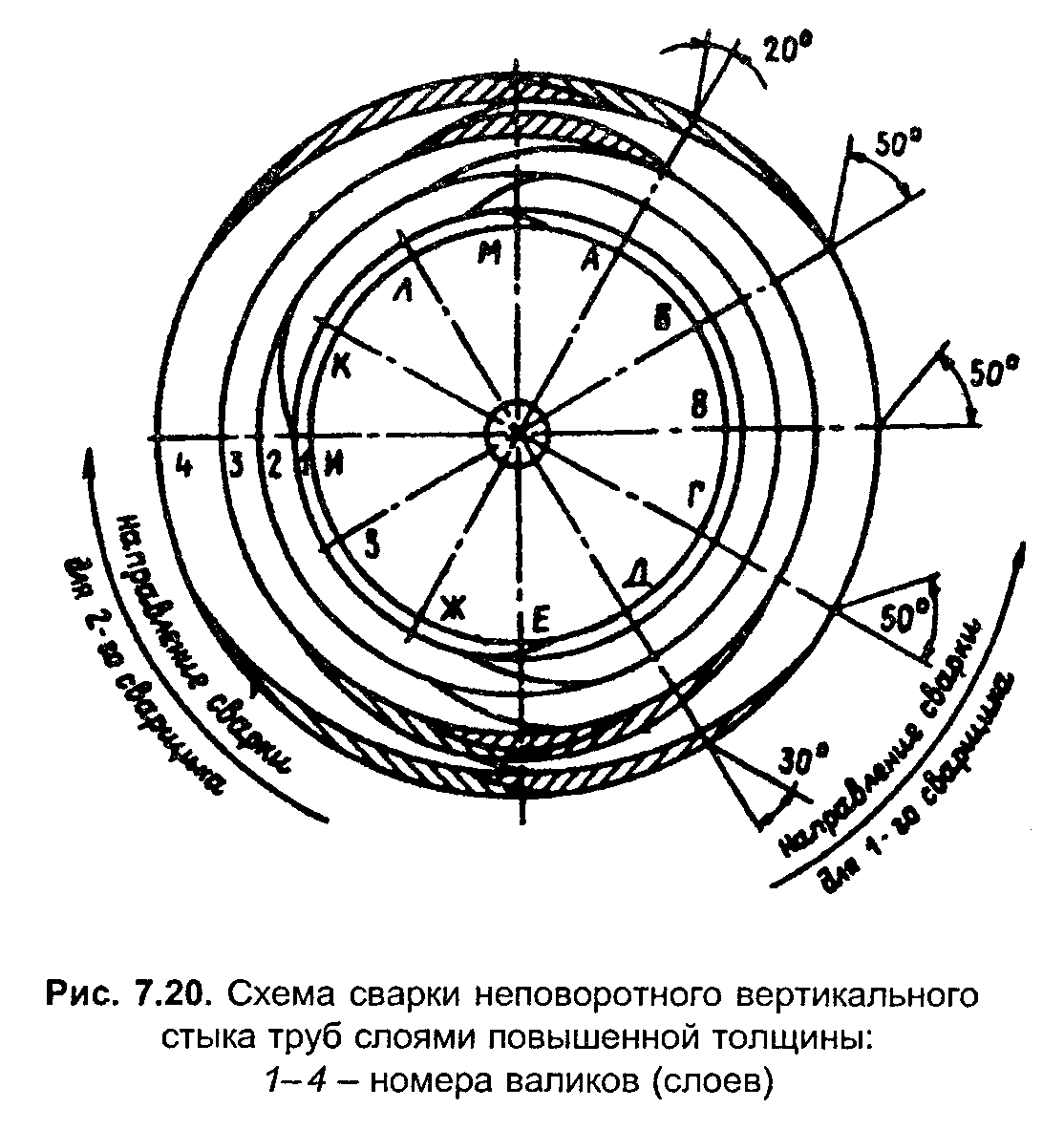
"Рис.7.20. Схема сварки неповоротного вертикального стыка труб слоями повышенной толщины"
7.6.7. Для выравнивания толщины слоев каждый сварщик на участках ЕЗ, ЕГ, КМ и БМ должен накладывать подварочные слои (на рис.7.20эти слои заштрихованы).
7.6.8. В процессе сварки необходимо следить за тем, чтобы жидкая ванна не стекала с горизонтальной площадки, для чего следует плавно менять угол наклона электрода по мере перемещения ванны по окружности стыка.
7.6.9. Сварку нужно выполнять возможно короткой дугой. Ориентировочное значение сварочного тока при выполнении основного сечения шва приведено в табл.7.3.
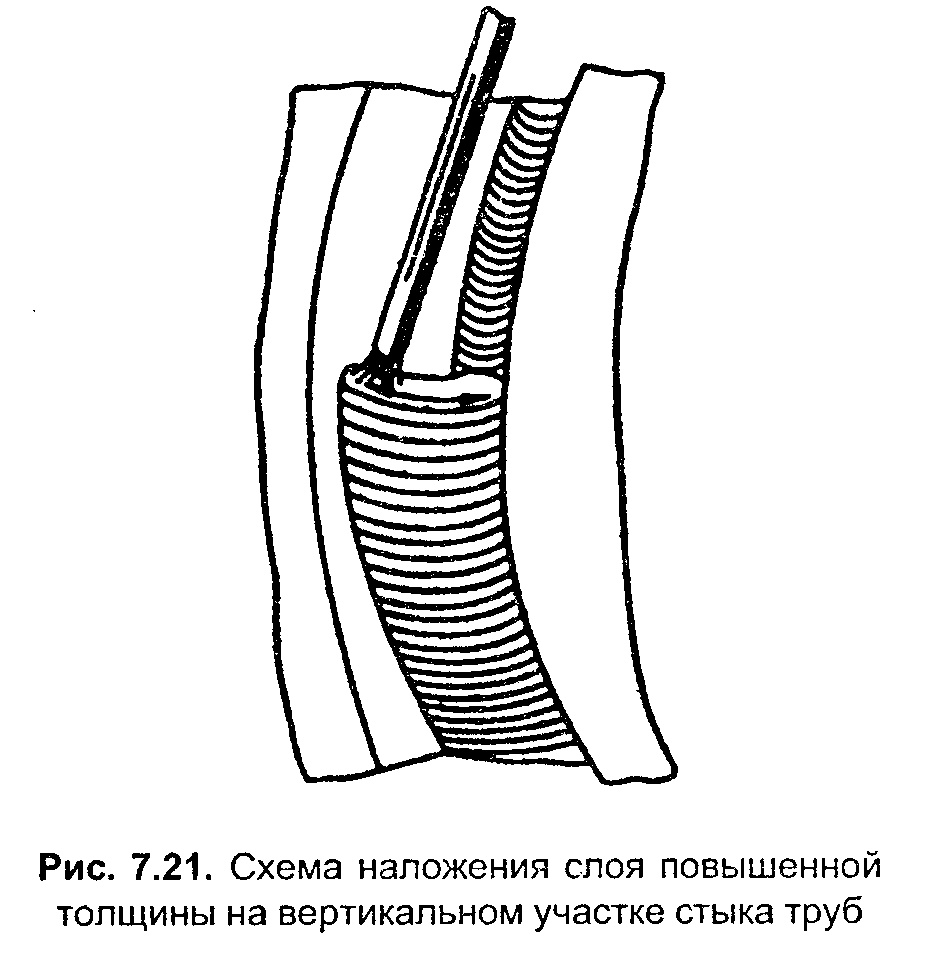
"Рис.7.21. Схема наложения слоя повышенной толщины на вертикальном участке стыка труб"
Таблица 7.3