

16.4. Приварка уплотнительных вставок, гребенок и накладок
16.4.1. Уплотнительные элементы привариваются ручной дуговой сваркой электродами диаметром 2,5-3 мм. Электроды для приварки уплотнительных вставок в местах расположения сварных стыков труб выбираются в зависимости от марки стали труб (см.табл.4.1) или применяются электроды типа Э50А независимо от марки стали труб. Для приварки гребенок и накладок в узле разъема применяются электроды типа Э50А независимо от марки стали труб и уплотняющих элементов.
16.4.2. Уплотнительные вставки плотно подгоняются к ребрам и прихватываются в двух местах (рис.16.5). При вертикальном положении панели сварка выполняется двумя швами снизу вверх с таким расчетом, чтобы замки швов оказались на плавнике, а не на трубе. При горизонтальном положении панели швы 1 и 2 накладываются в противоположных направлениях и замки швов также должны быть на плавниках. Для уменьшения внутренних напряжений уплотнительные вставки следует приваривать от середины блока к краям поочередно через одну уплотнительную вставку.
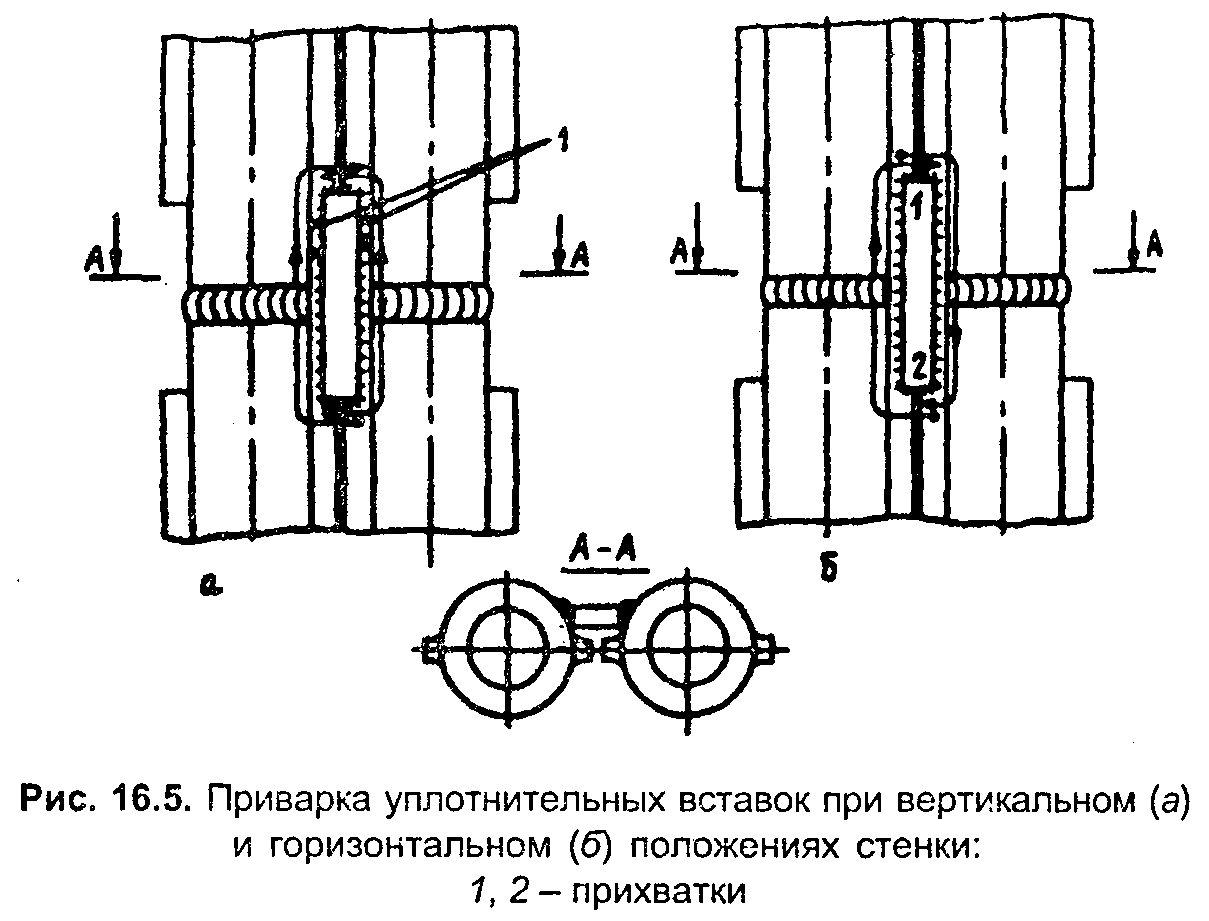
"Рис.16.5. Приварка уплотнительных вставок при вертикальном (а) и горизонтальном (б) положениях стенки"
Таблица 16.1
Ориентировочные режимы механизированной сварки порошковой проволокой
┌───────┬───────┬────────┬────────┬─────────┬────────┬─────────┬────────┐
│ Марка │Диаметр│Свароч- │Напряже-│Скорость │ Вылет │Положение│Характер│
│прово- │прово- │ный ток,│ ние на │ подачи │проволо-│ при │ защиты │
│ локи │ локи, │ А │дуге, В │проволоки│ ки, мм │ сварке │свароч- │
│ │ мм │ │ │ , м/мин │ │ │ ной │
│ │ │ │ │ │ │ │ ванны │
├───────┼───────┼────────┼────────┼─────────┼────────┼─────────┼────────┤
│ПП-АН1 │ 2,8 │220-280 │ 26-30 │ 160-180 │ 15-35 │ Нижнее │Без │
│ │ │ │ │ │ │ │дополни-│
│ │ │ │ │ │ │ │тельной │
│ │ │ │ │ │ │ │защиты │
│ │ │ │ │ │ ├─────────┼────────┤
│ПП-АН3 │ 2,8 │250-320 │ 22-24 │ 190-220 │ 20-50 │ │ │
│ │ │ │ │ │ │ │ │
│ │ 3,0 │270-450 │ 24-29 │ 180-190 │ 40-50 │ │ │
│ │ │ │ │ │ │ │ │
│ПП-АН7 │ 2,0 │160-220 │ 20-22 │ 140-160 │ 20-30 │ │ │
│ │ │ │ │ │ │ │ │
│ │ 2,3 │200-250 │ 22-25 │ 160-210 │ 20-30 │ │ │
│ │ │ │ │ │ │ │ │
│ СП-3 │ 2,3 │200-240 │ 24-26 │ 180-190 │ 40-60 │ │ │
│ │ │ │ │ │ │ │ │
│ СП-2 │ 2,3 │280-300 │ 26-30 │ 265-500 │ 20-60 │ │ │
├───────┼───────┼────────┼────────┼─────────┼────────┼─────────┤ │
│ПП-АН7 │ 2,0 │130-150 │ 20-22 │ 120-160 │ 20-30 │Вертика- │ │
│ │ 2,3 │140-160 │ 21-23 │ 100-140 │ 20-30 │ льное │ │
│ │ │ │ │ │ │ │ │
│ СП-3 │ 2,3 │160-200 │ 22-24 │ 160-180 │ 30-50 │ │ │
├───────┼───────┼────────┼────────┼─────────┼────────┼─────────┼────────┤
│ПП-АН8 │ 3,0 │150-200 │ 20-24 │ 170-190 │ 15-25 │ Нижнее │С │
│ │ │ │ │ │ │ │дополни-│
│ │ │ │ │ │ │ │тельной │
│ │ │ │ │ │ │ │защитой │
│ │ │ │ │ │ │ │углекис-│
│ │ │ │ │ │ │ │лым │
│ │ │ │ │ │ │ │газом │
└───────┴───────┴────────┴────────┴─────────┴────────┴─────────┴────────┘
Сварку необходимо вести на минимальном токе (не более 110 А), чтобы глубина проплавления стенки трубы была не более 2 мм.
16.4.3. К прихватке и сварке гребенок следует допускать сварщиков, прошедших специальную дополнительную подготовку по сварке этого узла.
16.4.4. Сварку уплотнения разъемов (рис.16.6и16.7) необходимо выполнять в такой последовательности:
а) после выравнивания и подгонки труб в зоне разъема заварить недоваренные на заводе центральные швы по плавникам в последовательности, указанной цифрами 1, 2, 3, и направлении, показанном стрелками на рис.16.6, чередуя сварку через одну гребенку при общем направлении движения сварщиков от середины блока к его краям;

"Рис.16.6. Схема сварки узла уплотнения разъемов по плавникам (на участках, недоваренных на заводе)"
б) после наложения центральных продольных швов по плавникам устанавливают накладки В и Г и прихватывают их к плавникам в четырех местах - а, б, в, г (рис.16.7), затем устанавливают гребенки А и Б; зазор между деталями должен быть не более 2 мм; каждую гребенку прихватывают к плавникам труб в точках "д" и "е"; длина прихватки должна быть равна ширине плавника;
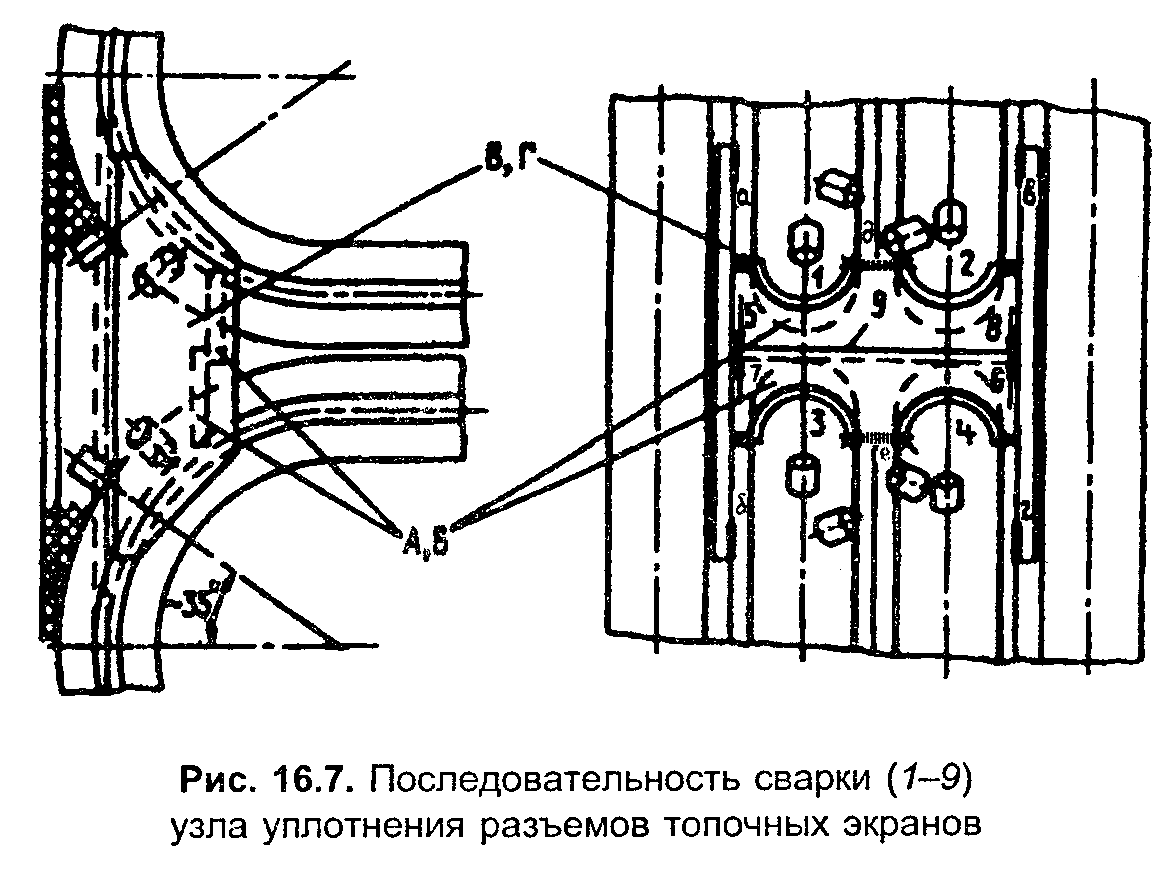
"Рис.16.7. Последовательность сварки (1-9) узла уплотнения разъемов топочных экранов"
в) приваривают уплотнительные гребенки А, Б к трубам угловым швом катетом не более 3 мм или катетом, предусмотренным чертежами завода-изготовителя (последовательность приварки уплотнительных гребенок показана на рис.16.7цифрами 1, 2, 3, 4, а направление - стрелками); для того чтобы исключить опасность прожога трубы, сварку необходимо вести на минимальном токе с проплавлением труб не более 2 мм;
г) после приварки уплотнительных гребенок к трубам по всему блоку производят сварку незаваренной части периферийных швов по плавникам между уплотнительными гребенками поочередно через одну гребенку, так же, как при сварке центральных швов; последовательность сварки обозначена цифрами 1', 2', 3', 4', а направление - стрелками на рис.16.6;
д) после наложения продольных периферийных швов по плавникам между уплотнительными гребенками приваривают накладки В, Г; направление приварки накладок показано на рис.16.7стрелками, а последовательность - цифрами 5, 6, 7, 8;
е) в последнюю очередь сваривают две детали гребенки (А и Б) нахлесточным швом с катетом 3 мм (шов 9).
Примечание. Если гребенка состоит из одной детали, ее следует собирать и варить в последнюю очередь, когда наложены все швы по плавникам.
16.4.5. После зачистки сварных швов от шлака и брызг необходимо произвести контроль качества сварных соединений узла уплотнения путем визуального контроля и керосиновой пробы.
16.4.6. Шипы следует устанавливать в последнюю очередь после сварки и контроля всего узла уплотнения, обваривать ручной аргонодуговой сваркой с применением присадочной проволоки Св-08Г2С диаметром 1,6-2 мм. Фаску на шипах должны снимать на заводе (угол фаски под сварку на шипах должен быть равен 30°, притупление - 2 мм).
Примечание. Разрешается приваривать шипы к трубам с помощью сварочного пистолета или ручной дуговой сваркой, если данный способ сварки обеспечивает надлежащее качество сварных соединений. Допускается дуговая сварка шипов без фаски.
16.4.7. Все швы приварки уплотнительных вставок, гребенок и накладок проверяются путем визуального контроля и керосиновой пробы. Нормы оценки качества швов по результатам визуального контроля приведены вподразделе 18.3. Керосиновая проба на плотность производится по документу ПНАЭ Г7-019-69.