

17.3. Оборудование, материалы и оснастка
17.3.1. В состав установок для местной термической обработки сварных соединений труб входят источник питания (нагрева), собственно нагреватель, устройство для контроля температуры и режима нагрева стыка, соединительные кабели и провода (при электронагреве) или шланги (при газопламенном нагреве).
17.3.2. Для индукционного нагрева токами частотой 50 Гц в качестве источников питания используются трансформаторы с падающей и жесткой характеристиками.
17.3.3. Для индукционного нагрева током средней частоты используются установки, в которых в качестве источников питания могут применяться преобразователи, технические данные которых приведены в приложении 14 (табл.П14.2,П14.3), а также другие преобразователи, отвечающие предъявляемым к ним требованиям. Для электронагревателей сопротивления должны быть использованы сварочные трансформаторы (прил. 14, табл.П14.1), а при их отсутствии - сварочные преобразователи и выпрямители.
17.3.4. Для питания многоканальной системы термообработки сварных соединений током средней частоты (рис.17.1) используется машинный преобразователь ВПЧ. От источника питания 4 идет кольцевая кабельная разводка 6. На равных расстояниях одно от другого к ней подключены стационарные постовые устройства 9, к которым присоединены переносные постовые устройства 7, связанные с индукционными нагревателями. Управление индукционными нагревателями осуществляется через стационарные и переносные постовые устройства с пультом управления 1, на который поступает информация о процессе нагрева отдатчиков температуры (термоэлектрических преобразователей), установленных на стыках.
Многоканальная система дает возможность одновременно вести термообработку нескольких стыков различных размеров на разных режимах в радиусе обслуживания от одного источника питания до 800 м. Пульт управления, размещенный в кабине, может быть выполнен на трех или шести каналах (в зависимости от числа постовых устройств). Для каждого постового устройства устанавливается программа, обеспечивающая нагрев стыка по заданному режиму. Пульт управления позволяет автоматически управлять процессом термообработки, обеспечивает контроль за электрическими и температурными параметрами нагрева, пуск и остановку источника питания.
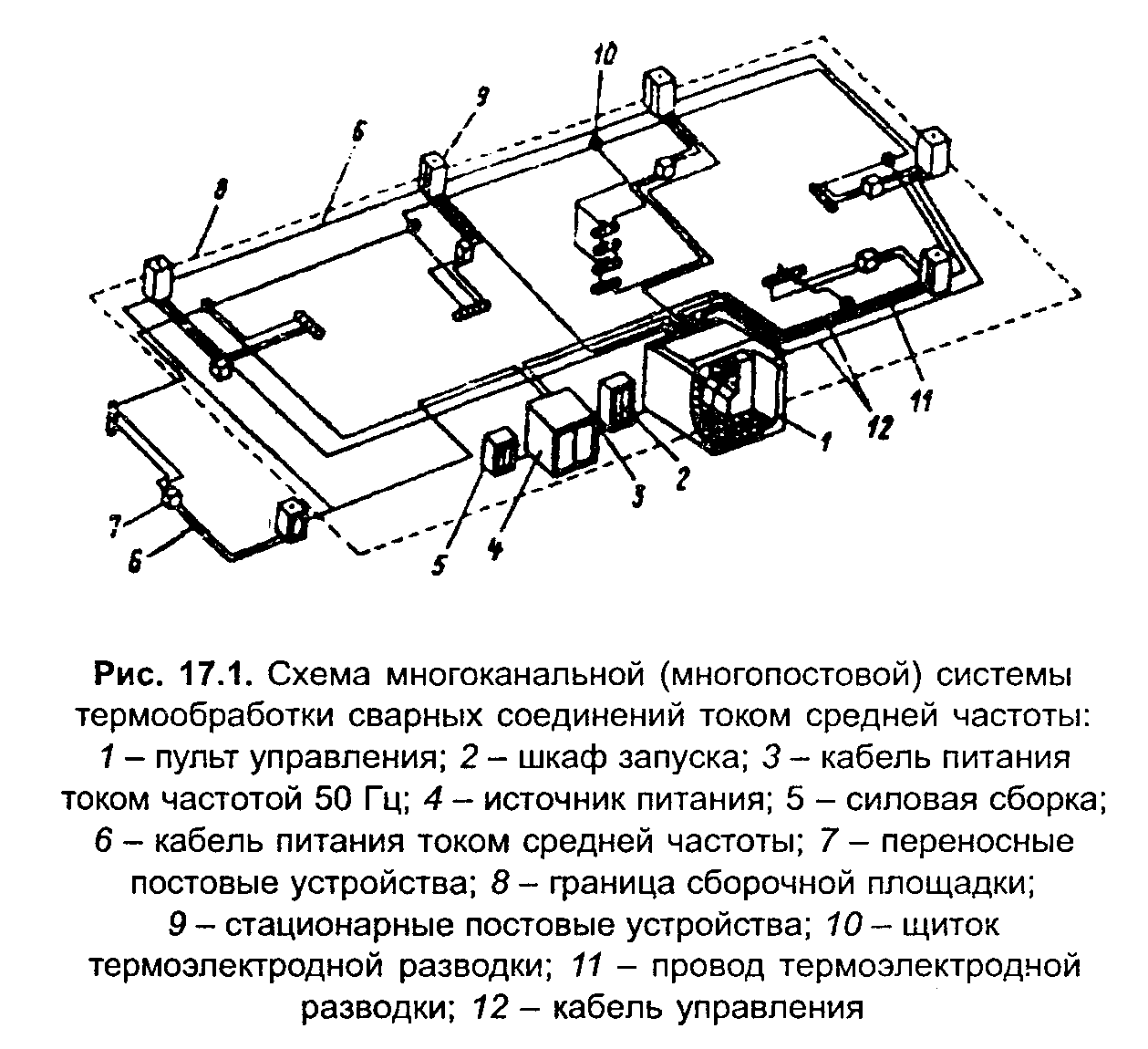
"Рис.17.1. Схема многоканальной (многопостовой) системы термообработки сварных соединений током средней частоты"
17.3.5. Для компенсации реактивной мощности при термообработке токами средней частоты используются конденсаторы. Технические данные конденсаторов и схемы подключения их приведены вприложении 15.
17.3.6. Для присоединения индукционного и радиационного электронагревателей к источнику питания с током частотой 50 Гц необходимо применять провода и кабели ПС (ТУ 16-505.657-74), КРПТ (ТУ 16.К73.05-93), КОГ1 и КОГ2 (ТУ 16.К73.03-88), КГ (ТУ 16.К73.05-93), сечение которых следует выбирать по рабочему току нагревателя:
Допустимая 80 100 140 170 215 270 330 385 440 510 605 695
токовая
нагрузка, А
Сечение провода 10 16 25 35 50 70 95 120 150 185 240 300
(кабеля), мм2
17.3.7. Для присоединения индуктора к конденсаторной батарее и разводке тока средней частоты (2400 и 8000 Гц) применяется кабель КРПТ; сечение кабеля подбирается по даннымтабл.17.2.
Таблица 17.2