

11. Механизированная сварка в углекислом газе плавящимся электродом трубопроводов из углеродистых и низколегированных конструкционных сталей*(9)
11.1. Требования настоящего раздела распространяются на механизированную сварку в углекислом газе стыков труб из углеродистых и низколегированных конструкционных сталей независимо от диаметра труб при толщине стенки 3 мм и более. Механизированной сваркой можно сваривать стыки трубопроводов на подкладных кольцах (разделки типов Тр-3в и Тр-3д потабл.6.2) независимо от рабочего давления среды и стыки трубопроводов без подкладных колец (разделки типов Тр-2, Тр-6) при рабочем давлении среды не более 4 МПа (40 кгс/см2). При сварке без остающихся подкладных колец трубопроводов с толщиной стенки 17 мм и более корень шва необходимо выполнять аргонодуговой сваркой неплавящимся электродом.
Механизированную сварку в углекислом газе можно также применять при изготовлении сегментных отводов и тройников и при вварке штуцеров в трубопроводы низкого давления.
11.2. В качестве источников питания дуги можно использовать однопостовые сварочные выпрямители ВС-300 Б, ВДГ-303-4, ВДУ-506, ВДУ-506С и другие с жесткой вольт-амперной характеристикой. Сварка выполняется на токе обратной полярности с помощью переносных шланговых полуавтоматов типов:
ПДГ-312-4 (с источником ВДГ-303-4);
ПДГ-508 (с источником ВДУ-506);
А-547 (с источником ВС-300Б);
ПДГО-508 (с источником ВДУ-506С);
ПДГ-151 в комплекте с источником питания;
ПДГ-251 в комплекте с источником питания и др.
11.3. В состав установки (поста) для механизированной сварки в углекислом газе входят механизм подачи сварочной проволоки, осушитель газа, держатель со шлангом, катушка для электродной проволоки, подогреватель газа, баллон с углекислым газом (или система подачи углекислого газа при централизованном питании), источник сварочного тока с встроенным блоком управления, редуктор У-30. При сварке в смеси углекислого газа и аргона в состав сварочного поста должны входить, кроме того, баллон с аргоном, смеситель УГС-1 и соответствующие шланги и провода.
11.4. При сборке и прихватке стыков следует соблюдать требования, приведенные вподразделах 6.2и6.3. Необходимость и температура подогрева стыка определяются в соответствии с даннымиподраздела 6.4.
11.5. Прихваточные швы могут выполняться механизированной сваркой в углекислом газе либо ручной дуговой сваркой электродами диаметром не более 3 мм. При выполнении прихваток механизированной сваркой присадочная проволока должна быть той же марки, какая будет применяться при сварке корневого слоя шва. При выполнении прихваток ручной дуговой сваркой марки электродов следует выбирать по марке основного металла в соответствии с требованиямитабл.4.1.
11.6. На стыках труб, собираемых без подкладных колец, число и размер прихваток должны соответствовать требованиям, приведенным вподразделе 6.3. Прихваточные швы должны плавно переходить с обеих сторон к внутренней поверхности трубы и разделке кромок; при необходимости такой переход обеспечивается обработкой шва абразивным инструментом.
Сборку и прихватку стыков следует производить в сборочных приспособлениях (см. приложение 11) или на сборочно-сварочных стендах, обеспечивающих соосность стыкуемых элементов, а также необходимый зазор между ними. На потолочном участке вертикального неповоротного стыка прихватка не ставится.
Стыки с подкладными кольцами собирают в последовательности, изложенной в подразделе 6.2.
11.7. Марка присадочной проволоки подбирается с учетом марки основного металла по даннымтабл.4.4. Диаметр проволоки должен быть 1,2 мм. Для сварки вертикальных швов в нижнем положении и горизонтальных швов допускается применение проволоки диаметром 1,6 мм.
11.8. Неповоротные вертикальные стыки труб свариваются в последовательности, приведенной вп.7.1.9. В стыках с подкладным кольцом корневой слой накладывается в процессе сборки стыка в соответствии с требованиями, приведенными вподразделе 6.2. В вертикальных стыках без подкладного кольца корневой слой необходимо накладывать по схеме, приведенной нарис.11.1.
Если корневой слой накладывают два сварщика, один заваривает из точки в потолочном положении участок 1 в направлении снизу вверх, а другой в это время - последовательно участки 2, 3 и 4. Если корневой слой сваривает один сварщик, последовательность наложения участков должна соответствовать цифрам на рис.11.1.
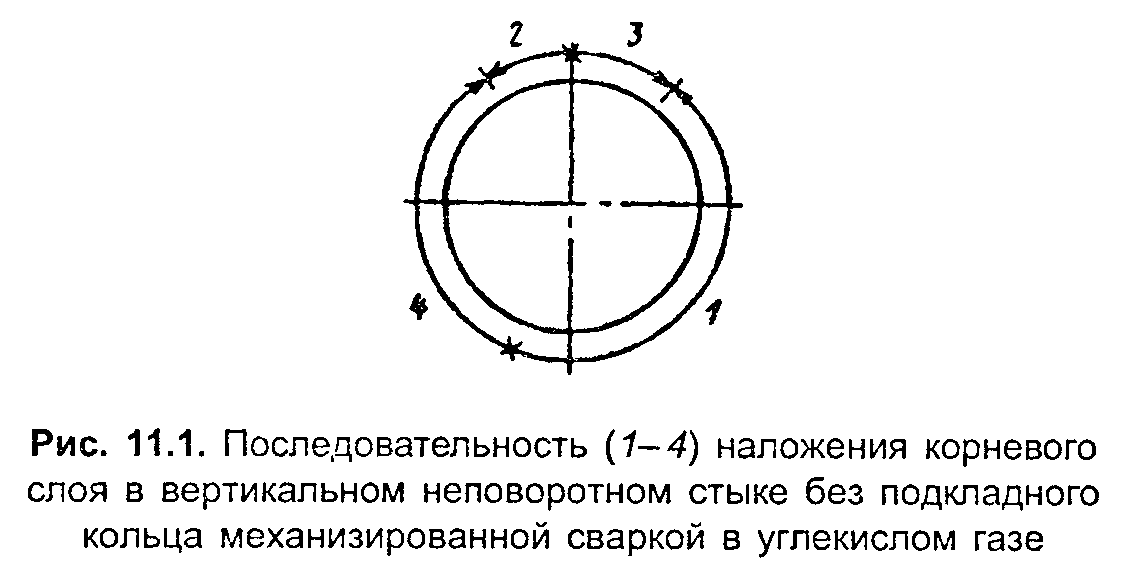
"Рис.11.1. Последовательность (1-4) наложения корневого слоя в вертикальном неповоротном стыке без подкладного кольца механизированной сваркой в углекислом газе"
В стыках труб диаметром более 630 мм, свариваемых без подкладных колец, рекомендуется корневой слой накладывать изнутри трубы ручной дуговой, аргонодуговой или механизированной сваркой в углекислом газе. Обратная сторона корневого слоя (со стороны раскрытия шва) перед наложением основного шва должна быть зачищена абразивным инструментом или металлической щеткой.
Положение горелки при сварке вертикального участка неповоротного стыка схематически показано на рис.11.2.

"Рис.11.2. Положение горелки при механизированной сварке в углекислом газе вертикального неповоротного стыка"
11.9. Горизонтальные стыки труб свариваются в последовательности, указанной впп.7.1.11и7.1.12.
11.10. Поворотные стыки следует сваривать в последовательности, указанной впп.7.1.14-7.1.16. При сварке стыка с поворотом труб на 360° следует использовать вращатель (манипулятор), обеспечивающий равномерное вращение трубы, соответствующее скорости сварки. Сварщик не перемещает держатель (горелку) вдоль швов, а ведет сварку на одном участке, отстоящем от вертикали на 30-35° в сторону, обратную направлению вращения трубы. При отсутствии вращателя единовременный угол поворота труб должен быть 60-110° (в зависимости от диаметра трубы), чтобы наложение шва происходило преимущественно в нижнем и вертикальном положениях.
11.11. Высота (толщина) слоя или валика должна быть 5-6 мм. Примерное расположение слоев и валиков в поперечном сечении шва приведено нарис.11.3.
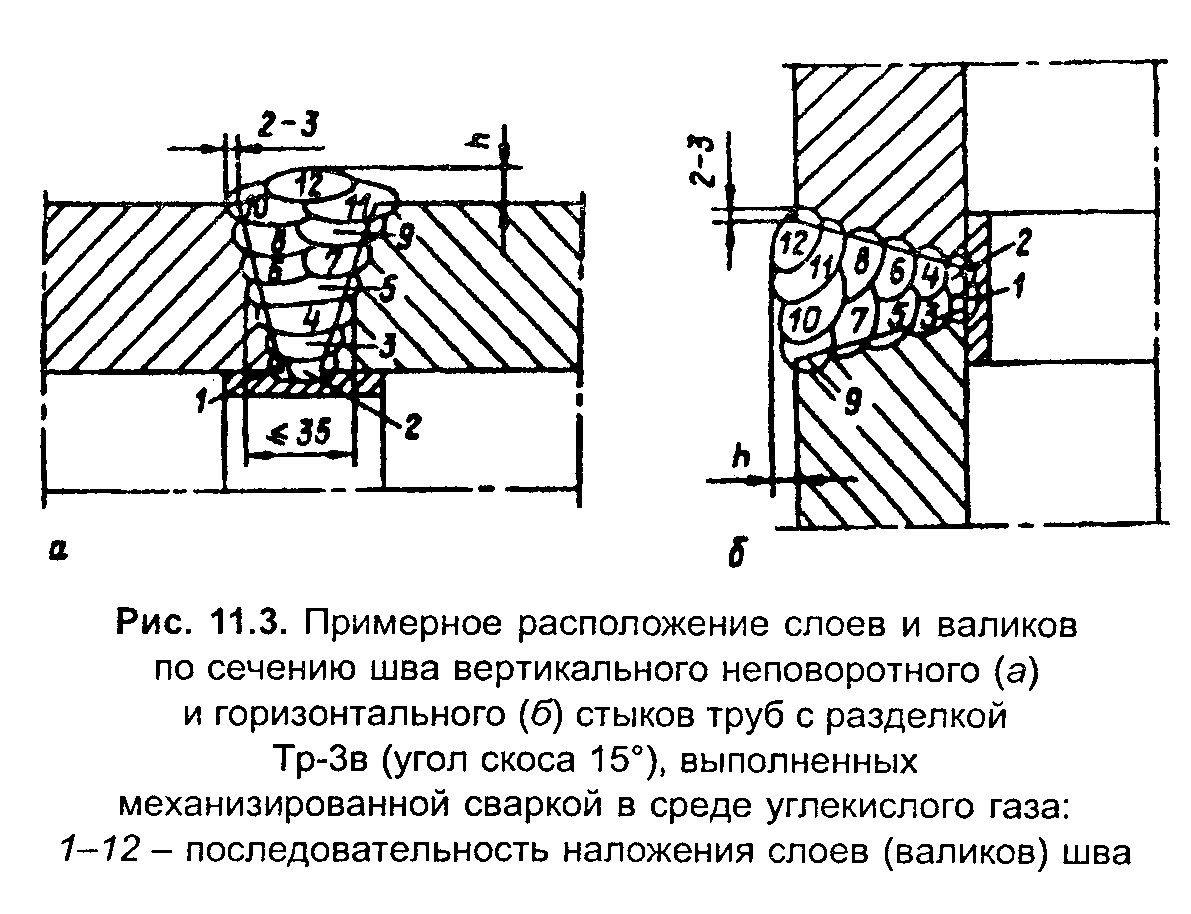
"Рис.11.3. Примерное расположение слоев и валиков по сечению шва вертикального неповоротного (а) и горизонтального (б) стыков труб с разделкой Тр-3в (угол скоса 15°), выполненных механизированной сваркой в среде углекислого газа"
11.12. Ориентировочные режимы сварки неповоротных стыков (вертикальных и горизонтальных) приведены втабл.11.1.
Таблица 11.1