

Задача 2.9. О распределении работ
На предприятии имеется четыре группы станков, каждый их которых может выполнять любые из пяти видов элементарных операций по обработке деталей, причём операции могут производиться в любом порядке. Максимальное время работы каждой группы станков соответственно равно 320, 400, 240 и 400 час; каждая операция должна выполняться соответственно в течение 336, 224, 224,288 и 288 час.
Требуется определить, на какой операции и сколько времени использовать каждую группу станков, чтобы обработать максимальное число деталей, если производительность каждого станка группы задана матрицей С, где Су – производительность станка i при выполнении операции j:
4 3 6 2 5
С = 3 4 3 5 2
2 5 4 3 4
3 6 5 4 3
К чему приведёт запрет на использование станков второй группы для выполнения операций первого типа?
Решение:
Для определения того, на какой операции и сколько времени использовать каждую группу станков, чтобы обработать максимальное число деталей, составим матрицу исходных значений. Для этого вводим в ячейки А11:А15 максимальное время работы каждой группы станков, при этом значение в ячейке А15 принимаем равным 0, для того чтобы получаемая матрица стала квадратной.
В ячейки В10:F10 заносим данные о длительности выполнения каждой операции. Диапазон ячеек В11:F15 содержит данные о производительности станка i при выполнении операции j, при этом значения ячеек В15:F15 принимаются равными 0.
Полученная таким образом матрица является матрицей исходных значений.
В данной задаче предполагается, что суммарные потребности равны суммарным запасам (модель закрыта), т.е. выполняется условие: .
Таким образом, экономико-математическая модель задачи имеет следующий вид:
![]() (где
cij –
производительность станка (шт. деталей),
xij –
время выполнения операции) при
ограничениях:
(где
cij –
производительность станка (шт. деталей),
xij –
время выполнения операции) при
ограничениях:
, i = 1, m;
, j = 1, n;
хij ≥ 0, i = 1, m, j = 1, n.
С учетом вышеназванных ограничений составим матрицу изменяемых значений. Для этого в ячейки А2:А6 записываем следующие формулы:
В ячейку А2: =СУММ(B2:F2);
В ячейку А3: =СУММ(B3:F3) и т.д.
В ячейки В7:F7 записываем следующие формулы:
В ячейку В7: =СУММ(B2:B6);
В ячейку С7: =СУММ(C2:C6) и т.д.
Ячейки диапазона В2:F6 можно оставить пустыми. В них после ввода необходимых условий и ограничений появятся искомые данные.
В ячейку В17 вводим формулу: =СУММПРОИЗВ(B11:F15;B2:F6).
Получаем:
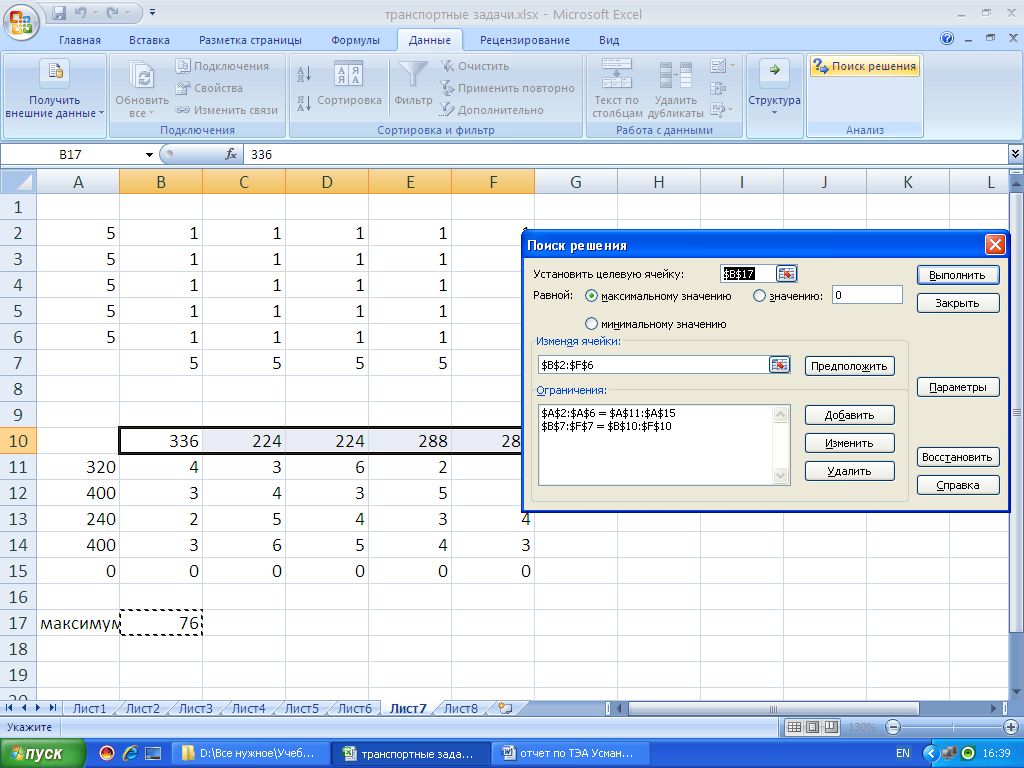
Затем в меню выбираем диалоговое окно Поиск решения и вводим необходимые ограничения:
После того, как были введены необходимые ограничения и параметры, в ячейках диапазона А2:F7 были получены следующие результаты:
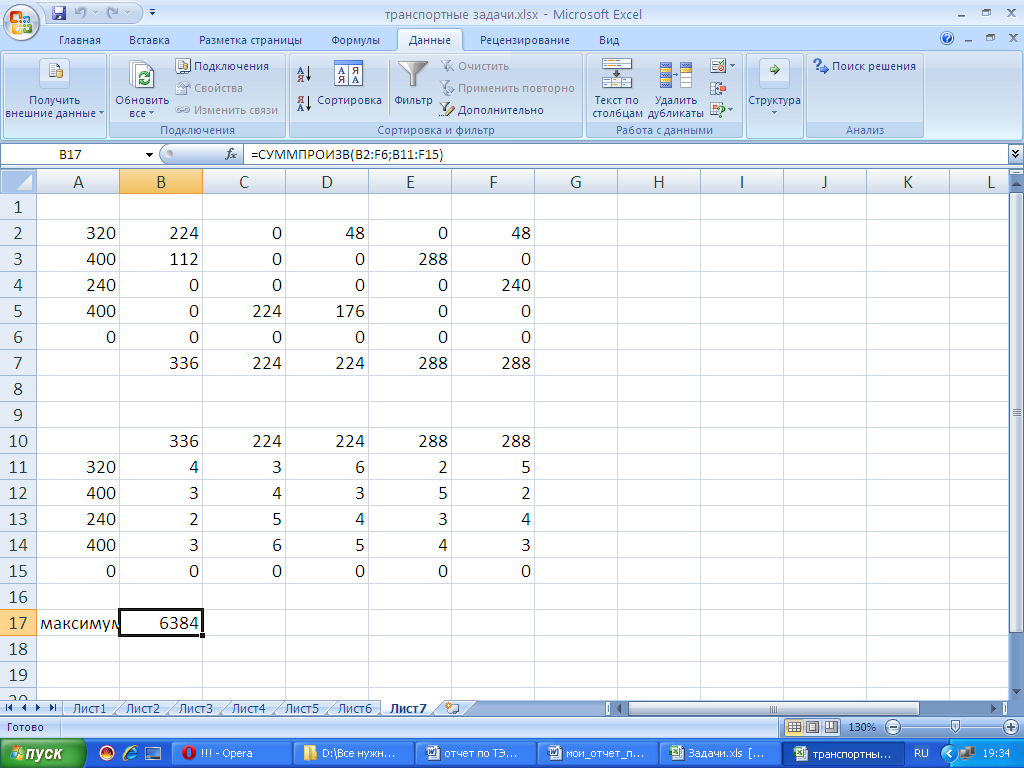
Ответ:
При данном плане расстановки станков (ячейки В2:F6) максимальное число изготовленных деталей равно 6384 (ячейка В17).
Если ввести запрет на использование станков второй группы для выполнения операций первого типа, то необходимо добавить новое ограничение В3 = 0 и мы получим:
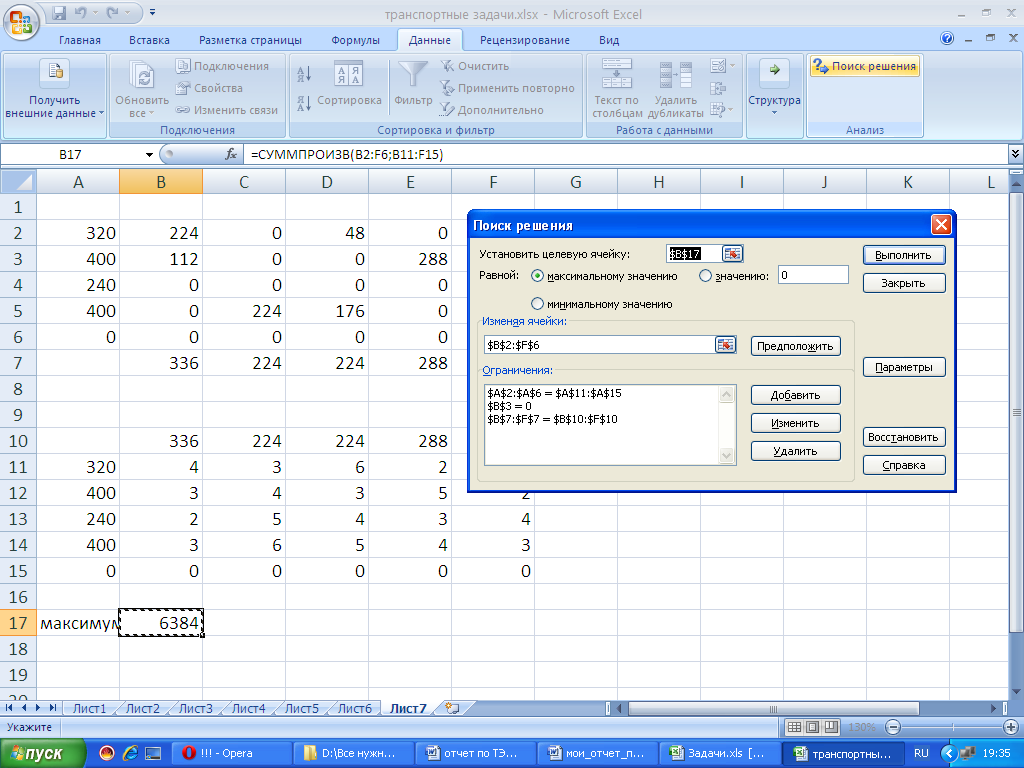
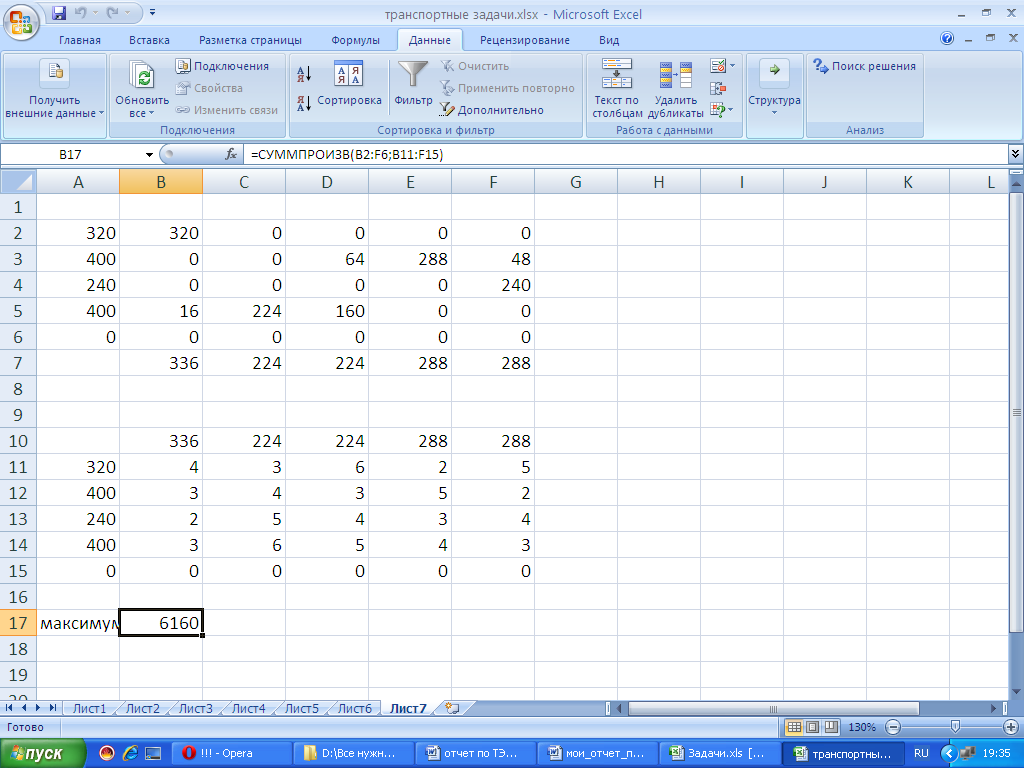
Как видно из таблицы, при введении запрета станки четвертой группы увеличивают производство на первой операции на 16 единиц, уменьшают производство на второй операции на 16 единиц, а на станки второй группы на первой операции уменьшена нагрузка в 112 единиц, зато на третьей и пятой возросла нагрузка на 64 и 48 единиц соответственно. Станки первой же группы увеличили производство на первой операции на 96 единиц, сократив тем самым производство полностью на операциях третьего и пятого типов.
Максимальное число произведенных деталей уменьшилось до 6160.