

1.3 Класифікація технологічних процесів
Сучасні хіміко-технологічні процеси відзначаються складністю та високою швидкістю протікання, а також чутливістю до відхилення режимних параметрів від нормальних значень, шкідливістю умов роботи, вибухо- та пожежонебезпечністю перероблюваних речовин. Зі збільшенням навантаження апаратів, потужності машин виконувати технологічні процеси при високих і надвисоких тисках та температурах (близьких до критичних значень), а також швидкостях хімічних реакцій з використанням ручного керування неможливо. У таких умовах навіть досвідчений працівник не може своєчасно вплинути на процес у разі відхилення його від норми, а це може призвести до втрати якості готової продукції, псування сировини, допоміжних речовин, наприклад каталізаторів, а також до аварійних ситуацій, включаючи пожежі, вибухи, викиди великої кількості шкідливих речовин у навколишнє середовище. Деякі технологічні процеси можна виконувати лише при їх повній автоматизації.
Із застосуванням автоматизації поліпшуються основні показники ефективності виробництва -збільшується кількість вироблюваної продукції, підвищується її якість і зменшується собівартість, зростає продуктивність праці.
Класифікація технологічних процесів:
Механічні (подрібнення, дозування, сортування, переміщення).
Гідромеханічні (переміщення рідин і газів, розділення неоднорідних систем, змішування, очистка газів).
Теплові (нагрівання, охолодження, випарювання, кристалізація).
Особливо складні:
Масообмінні (ректифікація, абсорбція, адсорбція, сушка, екстракція).
Хімічні (окислення, синтез, нейтралізація, дегідратація, електроліз, нітрування, полімеризація).
1.4 Види параметрів керування.
Всі технологічні процеси, які здійснюються на підприємстві характеризуються великою кількістю різних параметрів.
Всі параметри можуть бути об’єднані в три групи:
Вхідні
Режимні
Вихідні
Вхідні параметри характеризують матеріальні та енергетичні потоки на вході в апарат (витрата сировини, тиск пари).
Режимні параметри дають уявлення про умови протікання процесу в апараті.
В деяких об’єктах значення параметрів неоднакові в різних точках одного і того ж апарата (ректифікаційна колона – тиск, температура і склад продукта змінюються по висоті колони). Такі параметри називають розподіленими.
Здійснювати управління об’єктами з розподіленими параметрами, як правило, складніше, ніж об’єктами із зосередженими параметрами.
Вихідні параметри характеризуют материальні та енергетичні потоки на виході із апарату (склад кінцевого продукту, кількість відходів і т. д.). Це можуть бути також економічні показники процесу, наприклад собівартість чи витрати на виробництво кінцевої продукції.
Сукупність значення всіх параметрів процесу називають технологічним режимом, а сукупність значень параметрів, які забезпечують розв’язок задачі, поставленої при керуванні процессом — нормальним технологічним режимом. Нормальний технологічний режим задають і оформляють у вигляді технологічної карти. В карті приводять перелік параметрів, значення яких необхідно підтримувати на визначеному рівні, а також вказують діапазон значень, в яких зміна цих параметрів не призводить до серйозних порушень технологічного режиму. Керування технологічним процесом зводиться до підтримання параметрів на значеннях, які відповідають нормальному технологічному режиму.
Реальні об’єкти керування в більшій чи меньшій мірі піддаються збуренням, які порушують хід процесу в об’єкті. Більшість збурень важко заздалегідь передбачити, що значно ускладнює керування процесом. Розрізняють зовнішні та внутрішні збурення.
Зовнішні збурення проникають в об’єкти керування зовні — зі зміною вхідних параметрів, деяких вихідних параметрів, а також параметрів навколишнього середовища. Зміна будь-якого вхідного параметра процеса обов’язково приводить до зміни проходження процесу в об'єкті. Більшість вихідних параметрів об’єкта (наприклад, склад і температура кінцевого продукту) не впливає на хід процесу в об'єкті, більше того, їх значення визначаються ходом цього процесу. Однак зміна деяких вихідних параметрів призводить до зміни режимних параметрів. Так, зміна витрати пари, який виходить із ректифікаційної колони, впливає на тиск в колоні, а зміна витрати залишку —на рівень рідини в кубі. Збурення, які надходять в об’єкт керування при зміні параметрів навколишнього середовища, найбільш сильно впливають на технологічний режим у випадку установки апаратів під відкритим небом.
Внутрішні збурення виникають в самому об’єкті автоматизації (наприклад, при забрудненні і корозії внутршніх поверхонь апарату, зміні активності каталізатора и т. д.).
При керуванні процесом осбливу увагу слід звернути на зовнішні збурення, так як вони надходять в об’єкт частіше, чим внутрішні, нерідко мають ступінчастий характер, велику амплітуду зміни і в ряді випадків можуть бути вилучені до надходження в об’єкт.
Автоматизованою системою керування (АСК), взаємодіє із зовнішнім середовищем і кількісно її можна оцінити через входи X та виходи Y. Входами можуть бути витрати матеріальних та енергетичних потоків, які надходять в апарат або виходять з нього; виходами, як правило, є температура, тиск, рівень рідини та концентрація продукту. Звичайно на систему діють збурення Z, які намагаються відхилити вихідні координати від їх нормальних значень. Такими збуреннями є витрати речовин, їх температура, тиск концентрації та ін. Щоб компенсувати ці збурення, тобто щоб АСК працювала в заданому напрямі, використовують керуючі впливи U (рис. 1.2.).
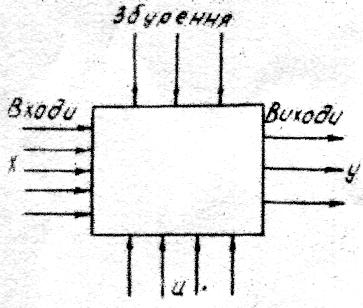
Рис. 1.2. Структурна схема АСК