

9.4.3 Управління фільтрувальними відділами
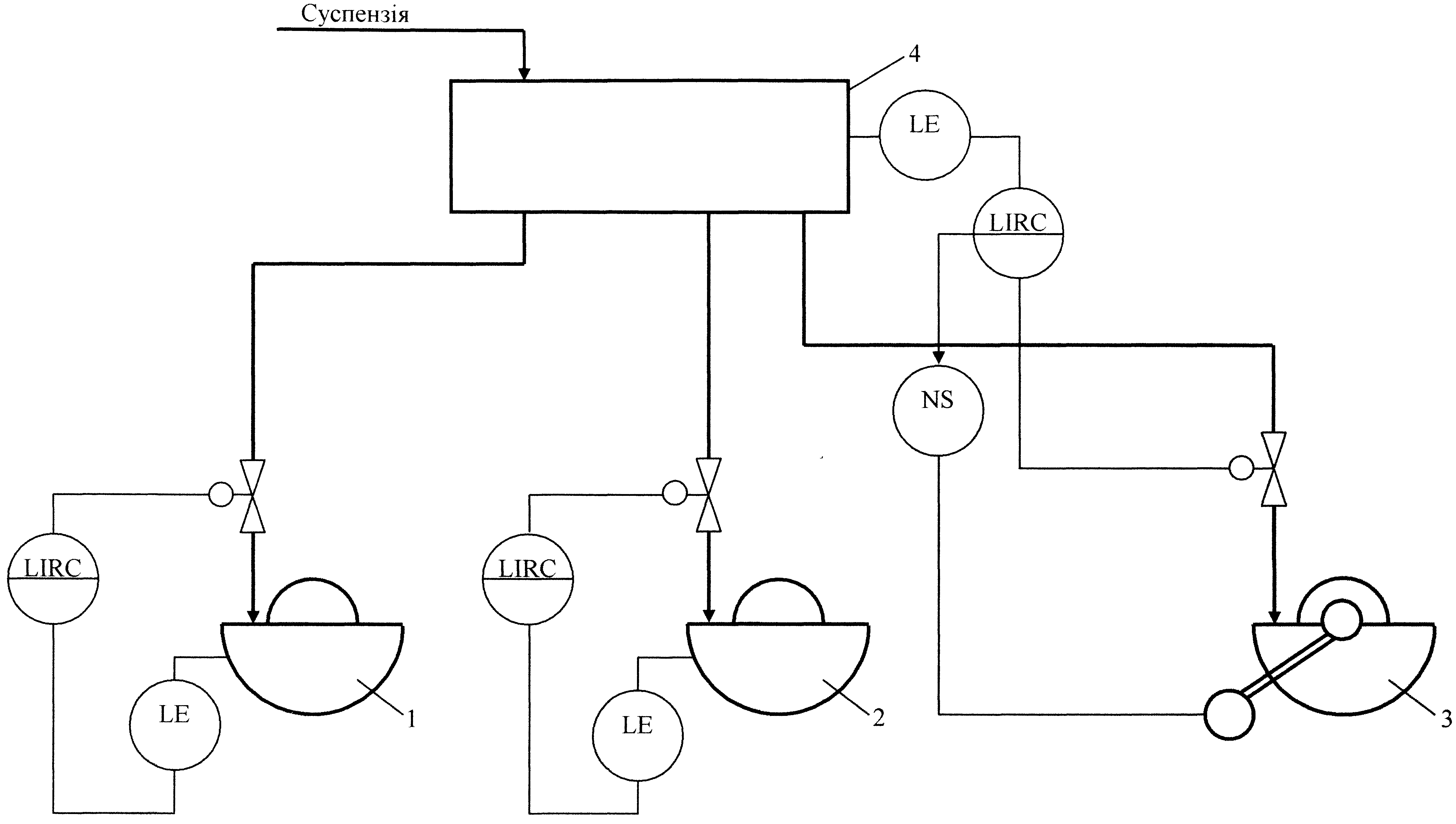
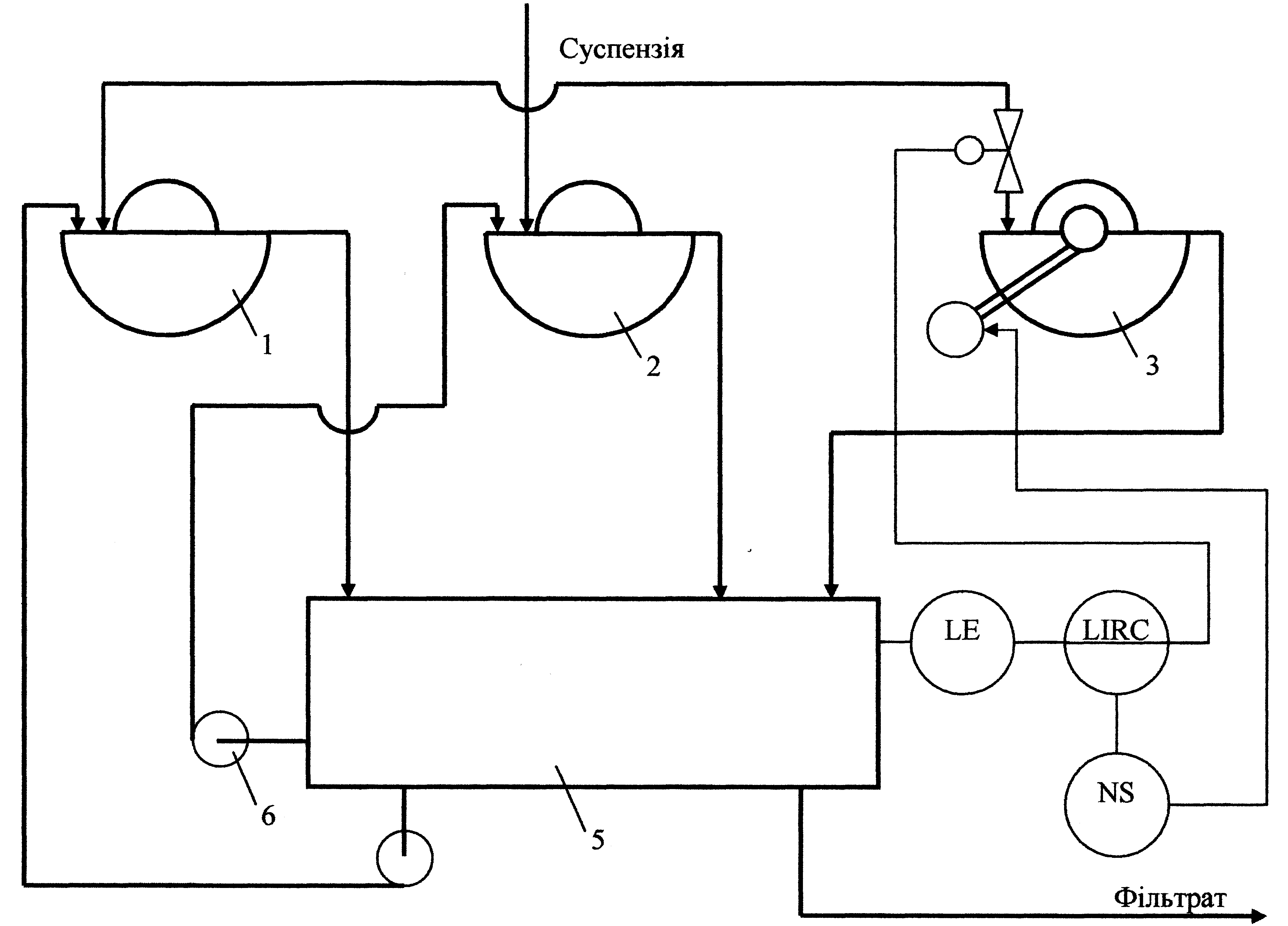
Фільтрацію великих кількостей суспензії проводять не на окремих фільтрах, а в фільтрувальних відділах. Можливі дві схеми роботи фільтрувальних відділів: без переливу і з переливом суспензії із ванн фільтрів (рис. 9.12). У першому випадку управління робочими фільтрами здійснюється звичайним методом – регулюванням рівнів шляхом зміни витрати суспензії. Рівень же в напірній ємності регулюється зміною подачі суспензії в резервний фільтр. Одночасно регулятор рівня резервного фільтра подає сигнал на зміну швидкості обертання барабану. Зокрема, при переповненні ванни резервного фільтру швидкість обертання збільшується.
 а
а
б
Рис. 9.12 Схеми управління фільтрувальними відділами при роботі без переливу (а) та з переливом (б)
У випадку роботи відділення в режимі з переливом рівень в робочих фільтрах підтримується на оптимальному значенні завдяки вільному зливу, а в резервному – аналогічно попередньому варіанту.
9.4.4 Фільтрування газових систем
Типове рішення автоматизації. Розглянемо на прикладі рукавного фільтра з імпульсною продувкою (рис. 9.13). Рукавні фільтри встановлюють, як правило, для повної очистки газу від твердих речовин, що являються цінними продуктами. Тому показником ефективності процесу будемо вважати концентрацію твердих речовин на виході із фільтру, а ціллю управління – підтримання її на заданому мінімально можливому рівні при витримці продуктивності фільтра в певному діапазоні.
Процес фільтрування газових середовищ багато в чому аналогічний процесу фільтрування рідких систем. В тому числі, аналогічні збурюючи впливи і можливості їх ліквідації. В рукавні фільтри додатково можуть поступати збурення по каналу стиснутого повітря, що подається в сопла для регенерації. Певні труднощі при автоматизації рукавних фільтрів створює відсутність в даний час надійних вимірювачів концентрації пилу. В зв’язку з цим регулюють перепад тиску ∆P в камерах забрудненого і очищеного газу, який найбільш повно відображає хід поцесу:
![]() /9.5/
/9.5/
де ∆PT – перепад тиску, зумовлений фільтруючою тканиною і частинами пилу, що не видаляються; G – маса пилу, що осідає на одиницю площі фільтру за певний проміжок часу; μ – в’язкість газу; W – швидкість газу; K – проникність шару пилу на тканині; γ – питома вага пилу.
Із рівняння випливає, що регулювати перепад ∆P можна лише зміною маси пилу G (інші параметри зумовлені попереднім технологічним процесом). Регулювання здійснюється наступним чином. При досягненні максимального перепаду позиційний регулятор видає сигнал на електромагнітні клапани, встановлені на магістралі стиснутого повітря. Клапани відкриваються, імпульси стиснутого повітря через сопла поступають у рукави, деформують тканину, збиваючи при цьому пил. Регенерація тканини проводиться до досягнення мінімального значення перепаду.
Якісна регенерація фільтруючої тканини рукавів буде здійснюватись тільки при певному значенні тиску стиснутого повітря, що подається на продувку. Для стабілізації цього тиску встановлюють регулятор.
Контролю і сигналізації підлягають наступні параметри: температура забрудненого газу (фільтруюча тканина розрахована лише на певні температури), тиск стиснутого повітря, перепад тиску. При критичних значеннях тиску стиснутого повітря і перепаду тиску (перевищення критичного значення перепаду призводить до розриву тканини) спрацьовує пристрій захисту, що відключає робочий фільтр і включає резервний. Контролю підлягає витрата газового потоку.
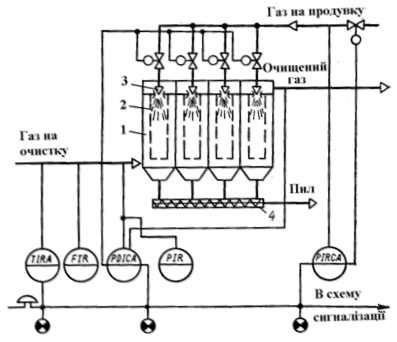
Рис. 9.13 Типова схема автоматизації процесу фільтрування газових систем: 1 – корпус фільтру; 2 – рукави; 3 – сопла імпульсної продувки; 4 – шнек