

8.1.4 Системи автоматичного керування транспортерами
Пристрої автоматичного керування транспортерами повинні забезпечувати не тільки регулювання витрати вантажу, але і автоматичний пуск, зупинку, а в окремих випадках і реверсування електродвигунів цих транспортерів. Сигнали на виконання тієї чи іншої операції можуть поступати від командного пристрою, або від шляхових вимикачів і реле швидкості. Використовуються і комбіновані системи, наприклад, система керування пульсуючим транспортером. Пульсуючий транспортер повинен доставити виріб до апарату, зупинити роботу на деякий проміжок часу, необхідний для загрузки виробу в апарат, ввімкнутись знову і працювати до того часу, поки наступний виріб не досягне апарату. Електрична схема, з допомогою якої автоматично виконується зміна операцій, показана на рис.
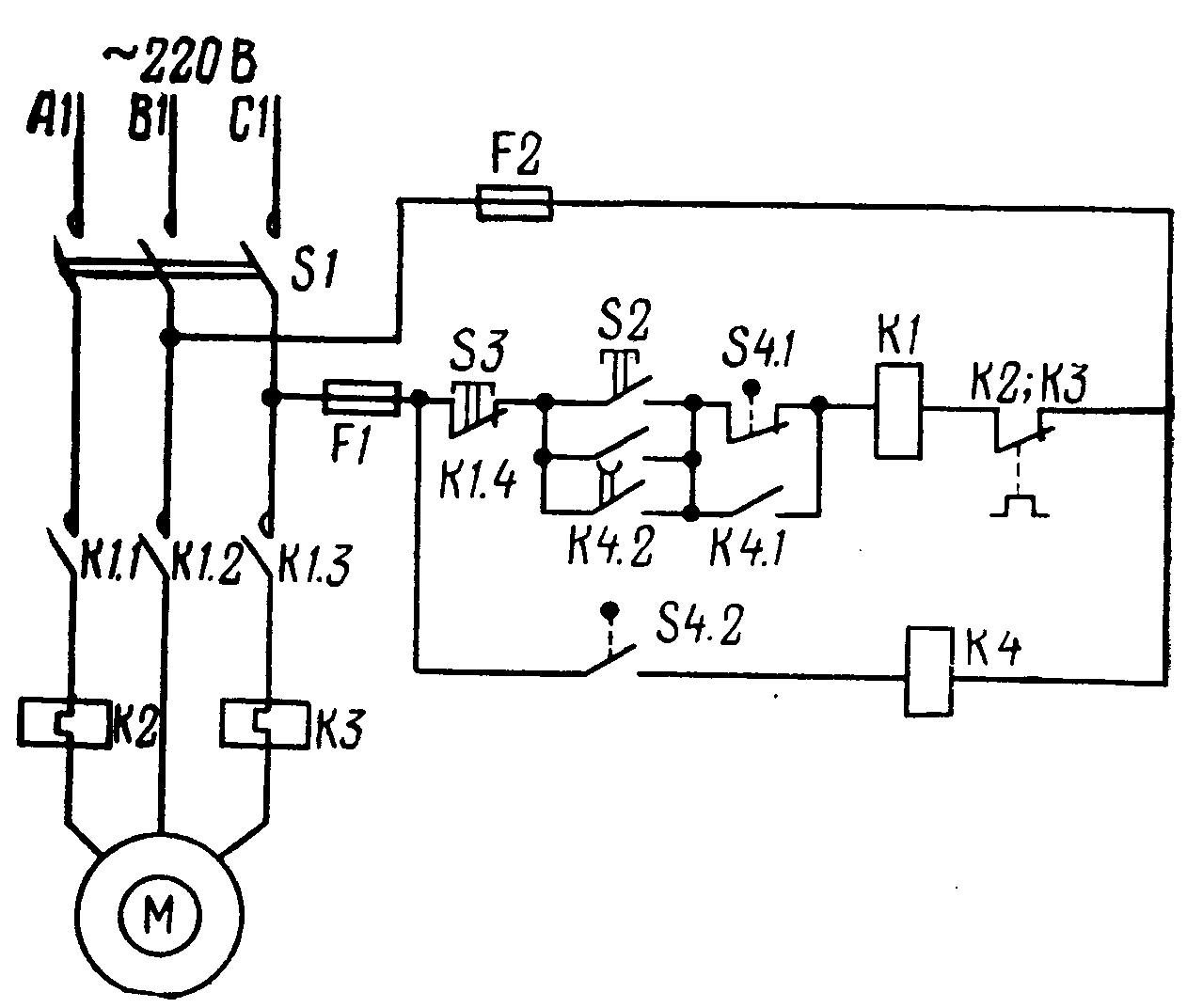
Рис. 8.3 Електрична схема керування електродвигуном пульсуючого транспортера
Первинний пуск транспортера здійснюється натисненням кнопки S2. Коло котушки K1 магнітного пускача замикається. Своїм контактом K1.4 він блокує кнопку S2, а контактами K1.1-K1.3 замикає силове коло електродвигуна транспортера M. Двигун починає працювати, транспортер починає рухатись. При досягненні виробом апарату спрацьовує кінцевий вимикач, на який діє опір ходової частини транспортера. Положення опору на стрічці строго відповідає положенню виробу. Контакт S4.1 кінцевого вимикача розриває коло пускача K1, і двигун M вимикається; контакт кінцевого вимикача S4.2 замикає круг реле часу K4. Таким чином, зупинка транспортера може відбутися тільки в тому випадку, коли виріб буде знаходитись навпроти апарату, тобто відбувається залежно від стану об’єкта.
По завершенні певного періоду часу контакт K4.2 реле замкнеться, і котушка пускача K1 знову потрапить під напругу, так як контакт S4.1 блокований контактом K4.1. В даному випадку пуск транспортера здійснюється по раніше заданій програмі шляхом відповідної настройки реле часу незалежно від того, встигли загрузити виріб у апарат чи ні.
8.2 Автоматизація процесів подрібнення твердих матеріалів.
8.2.1 Загальні відомості
В якості об’єкта керування при автоматизації процесу подрібнення приймемо барабанний млин сухого помолу. Показником ефективності при керуванні даним процесом є розмір частинок подрібненого матеріалу (товщина помолу), а ціллю керування – підтримання визначеного кінцевого гранулометричного складу матеріалу.
Гранулометричний склад визначається, з одного боку, властивостями матеріалу, що подрібнюється (твердістю, вологістю, густиною, розмірами частинок) і кількістю його в барабані, а з іншого боку – кінетичною енергією, з якою шари матеріалу взаємодіють між собою.

Рис. 8.4 Вплив швидкості обертання барабану млина V на коефіцієнт k
На ділянку подрібнення, як правило, подається різнорідний матеріал, тому в об’єкт керування будуть надходити збурення. Стабілізувати властивості, що подається у млин, неможливо. Єдиною можливістю зменшити частоту і силу збурення є перемішування різних партій сировини з ціллю усереднення їх характеристик.
Кількість матеріалу М в барабані буде визначатись витратами сировини або кінцевого продукту. Залежність між ними визначається за формулою:
М = kF /8.2/
де k - коефіцієнт, що враховує вплив властивості матеріалу, швидкості обертання барабана, ступеня заповнення барабана матеріалом та інших параметрів; ці параметри (крім V) є або постійними величинами, або їх неможливо стабілізувати;
F – витрата сировини або кінцевого продукту.
Таким чином, кількість матеріалу в барабані може бути стабілізована шляхом зміни витрати сировини або кінцевого продукту, а також швидкості обертання барабана.
Кінетична енергія, з якою шари діють на матеріал, залежить від висоти падіння окремого шару і числа співударів шарів в одиницю часу. Зрозуміло, що із збільшенням цих параметрів інтенсивність подрібнення зросте. Висота падіння шару залежить від швидкості обертання. До певної допустимої межі вона зростає, при більш високій швидкості – починає зменшуватись.
Число співударів шарів можна визначити по формулі:
M = ηnVN /8.3/
де ηn - число падінь шару за один оберт барабана;
V - швидкість обертання барабана;
N - кількість шарів у млині (величина постійна).
Число ηn залежить також від швидкості обертання V, із зменшенням V значення ηn збільшується.
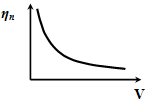
Рис. 8.5 Вплив швидкості обертання барабану млина V на число падінь шару за один оберт n
Висоту падіння та число співударів шарів можна стабілізувати підтримуючи постійну швидкість V, зміною цього параметра можна здійснювати регулюючу дію.
Практика показує, що для підтримки заданих розмірів частинок подрібненого матеріалу, зміна швидкості V не повинна перевищувати 20-30% від номінального значення.
Отже, основною регулюємою величиною слід прийняти гранулометричний склад кінцевого продукту, а регулюючу дію здійснювати зміною швидкості обертання барабана. При цьому слід стабілізувати витрату матеріалу, що ліквідує збурення по цьому каналу і постійну виробничу потужність подрібнювача.
Зауваження: в деяких випадках в промисловості при відсутності безперервно діючих датчиків розмірів твердих частинок, обмежуються стабілізацією допоміжного параметра – кількістю матеріалу в барабані, який і буде одним з головних параметрів процесу. Він реагує практично на всі параметри, що визначають розміри частинок.
Об’єм матеріалу M не піддається точному безпосередньому вимірюванню. На практиці ця регулюєма величина визначається допоміжними методами: по силі струму електродвигуна млина, вібрації барабана чи опори млина, по амплітуді шуму, що створює млин. Найбільше поширення отримав останній метод.
Контролю в даному процесі підлягає витрата матеріалу, амплітуда шуму, що створює млин, кількість спожитої електричної енергії.
Аналізується стан барабана – включений він чи виключений. Крім того, встановлюються пристрої пуску і зупинки двигунів подрібнювача.