

7.1.9 Регулювання процесу відбору проміжної фракції
При ректифікації багатокомпонентних сумішей деякі компоненти відбирають із проміжної частини колони у вигляді пари. Потім пара конденсується в дефлегматорі 6. Конденсат збирається в ємкість 7, звідки частково повертається в колону, а залишок напрямляється на склад або для подальшої переробки. Щоб забезпечити заданий склад проміжної фракції, на тарілці, з якої вона відбирається, необхідно підтримувати постійний склад, температуру рідини або тиск парів. Який із цих параметрів необхідно брати як регульований, залежить від вимог до чистоти проміжної фракції. Найчастіше регулюючим впливом є витрата флегми Fфп проміжної фракції, яка повертається в колону. Для забезпечення матеріального балансу за проміжною фракцією рівень в ємкості 7 стабілізується завдяки впливу на втрату проміжної фракції Fдп, яка напрямляється на склад.
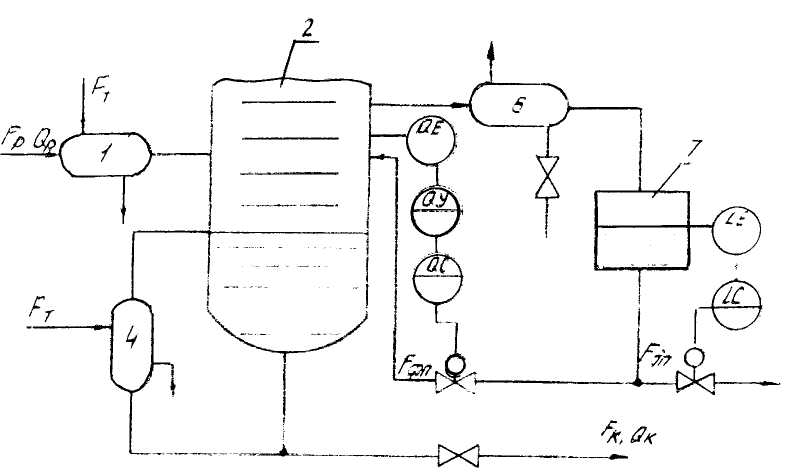
Рис. 7.15 Схема регулювання при відборі проміжної фракції
Якщо до складу продукту у верхній частині колони особливих вимог не висувається, а основною є проміжна фракція, то регулювати склад останньої можна зміною флегми в закріплюючій частині колони.
7.1.10 Автоматичний контроль, сигналізація та системи захисту
Для ведення процесу ректифікації необхідно контролювати такі технологічні параметри: витрати свіжої суміші, дистиляту, флегми, тепло- та холодоносіїв; склад і температуру кінцевих продуктів; температуру свіжого розчину, тепло- та холодоносіїв; рівень рідини в кубі колони; температуру за висотою колони; тиск у верхній і нижній частинах колони, а також перепад цих тисків.
Сигналізації підлягає значне відхилення складу основного продукту, рівня та тиску в колоні від заданих значень.
Система захисту (блокування) має спрацювати, якщо тиск у колоні перевищує припустиме значення або припиниться подавання свіжого розчину. При цьому потоки теплоносіїв на підігрівник 1 і кип’ятильник 4, а також кубового залишку та дистиляту перекриваються, а лінії холодоносія та флегми повністю відкриваються.
7.2 Автоматизація процесів абсорбції
Абсорбція - це вибіркове поглинання компонентів із газових або парогазових сумішей рідинними поглиначами (абсорбентами).
У хімічній промисловості, особливо в процесах синтезу органічних і неорганічних речовин, широко використовують абсорбцію (наприклад, у процесі виробництва аміаку відбувається очищення конвертованого газу від діоксиду вуглецю розчином моноетаноламіну (МЕА) або карсолом). Реакція є оберненою. При низькій температурі та підвищеному парціальному тиску діоксиду вуглецю в абсорбері реакція йде з поглинанням СО2. І, навпаки, при зниженні тиску та підвищенні температури з насиченого розчину абсорбенту інтенсивно виділяється СО2.
Необхідною умовою є виконання процесу абсорбції при мінімумі надлишку зрошення розчином. Підвищивши ступінь карбонізації абсорбенту, можна зменшити витрати теплоти на регенерацію та циркуляцію розчину в системі.
Конвертований газ очищується за двопоточною схемою з регенерацією абсорбенту в регенераторах-рекуператорах. Конвертований газ під тиском 2,7 МПа і температурою не вище 50 °С подається в абсорбер, куди надходить також на зрошення абсорбент з температурою 35...42 °С.
Вміст СО2 у конвертованому газі після нижньої та верхньої секцій абсорбера контролюється. Якщо його вміст перевищує допустиму межу, то спрацьовує сигналізація.
Витрата абсорбенту, що надходить на зрошення абсорбера, підлягає автоматичному регулюванню. Регулюється також рівень розчину в абсорбері. Насичений розчин абсорбенту виходить з нижньої частини колони з вмістом СО2 90... 105 кг/м3 при температурі 57...65 °С.
Функціональну схему автоматизації абсорбера показано на рис. 7.16, де позначено: 1 - теплообмінник конвертованого газу; 2 – абсорбер.
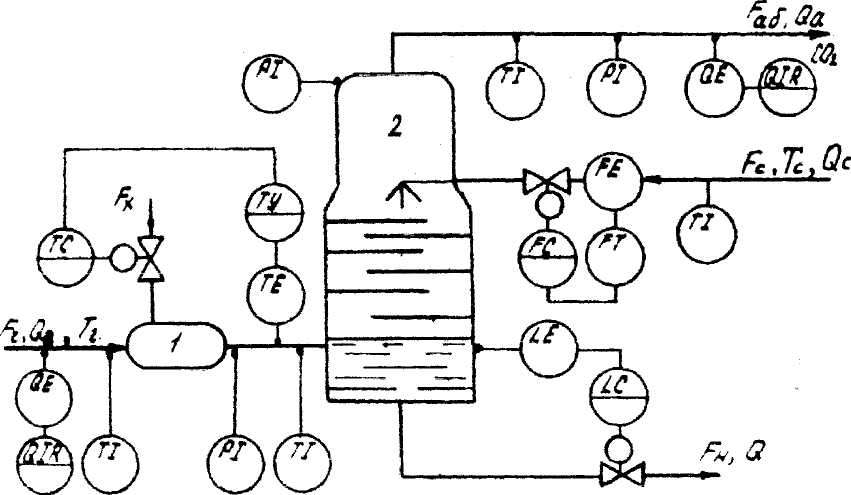
Рис 7.16 Схема автоматизації абсорбера конвертованого газу у виробництві аміаку
Конвертований газ, який надходить із конвертора оксиду вуглецю, охолоджується в повітряному холодильнику. Температура газу після холодильника стабілізується зміною кута повороту лопатей вентилятора.
Показником ефективності процесу абсорбції є концентрація Qа вилучуваного компонента в абсорбційному газі (абгазі), а мета керування - досягти мінімального значення цієї концентрації.
Кількість компонента, який надходить у колону, визначається витратою газової суміші Fг та початковою концентрацією в ній вилучуваного компонента Qг. Концентрація Qа залежить від витрати газової суміші, концентрацій Qг і Qс де Qс - концентрація моноетаноламіну або карсолу в розчині абсорбенту, відношення витрат Fc І Fг, температури та тиску в колоні.
Зміна витрати газової суміші може бути сильним збуренням, тому по можливості доцільно було б витрати газу стабілізувати. Використовувати її для регулювання недоцільно, оскільки при цьому продуктивність абсорбера може зменшитися.
Концентрації Qг і Qс визначаються режимами інших технологічних процесів, тому з їх зміною в об'єкт вносяться збурюючі впливи.
Відношення Fc І Fг можна підтримувати постійно його стабілізацією, причому змінювати необхідно витрати абсорбенту Fс.
Температура в абсорбері залежить від багатьох факторів: температури, теплоємності та витрат газової та рідинної фаз, інтенсивності масообміну між фазами, а також втрат теплоти. Такі збурення призводять до порушення теплового балансу і відповідно до зміни температури в абсорбері. Щоб забезпечити сталість температури в абсорбері, доцільно було б регулювати її (наприклад, за допомогою холодильника, розміщеного в абсорбері). Якщо кількість теплоти, яка виділяється при поглинанні, невелика, то температура стабілізується зміною витрати або температури абсорбенту.
У розглянутому прикладі тиск в абсорбері спеціально не регулюється, оскільки вся технологічна схема працює під одним і тим самим тиском, який створюють компресори. В інших випадках тиск газу в абсорбері доцільно стабілізувати зміною витрат абгазу.
Якщо в об'єкт надходять сильні збурення у вигляді зміни концентрації витрати Qг та витрати Fг, а до точності концентрації висуваються особливі вимоги, то можна використовувати каскадно-комбінований принцип регулювання (рис. 7.17).
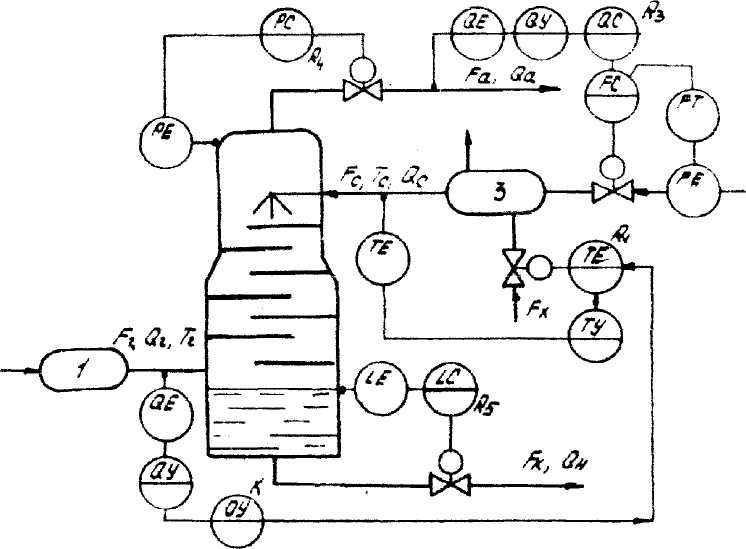
Рис. 7.17 Схема каскадно-комбінованого регулювання абсорбером: 1 - холодильник газової суміші; 3 – холодильник абсорбенту.
У разі сильного збурення з боку концентрації основного продукту Qг компенсуючий сигнал, сформований компенсатором К, надходить на регулятор стабілізації температури абсорбенту на вході в колону. Компенсуючий сигнал діє так, що в разі збільшення концентрації Qг дещо знижується температура Тс абсорбенту. Це призводить до того, що збільшення температури абсорбції в колоні буде компенсоване зниженням температури абсорбенту. Якщо при цій дії комбінованої АСР не вдається стабілізувати концентрацію Qа, то в роботу вступає каскадна АСР.
Збільшення Qа призведе до збільшення витрат абсорбенту і відповідно до глибшого поглинання основного продукту.
Для оптимального проведення процесу абсорбції, а також при високих вимогах, які висуваються до показників його ефективності, використовують складні багатоконтурні системи регулювання, в яких основну роль відіграють АСР співвідношення витрат газу та абсорбенту (рис. 7.18). При цьому можуть мати місце як компенсуючі, так і коректуючі контури. Регулювання, як правило, проводиться шляхом впливу на витрату абсорбенту. У цьому разі тиск, температура абсорбенту на вході в колону і рівень стабілізуються одноконтурними АСР. Схема, яку показано на рис. 7.18, має компенсуючий контур за концентрацією Qг і коректуючий - за концентрацією Qа.
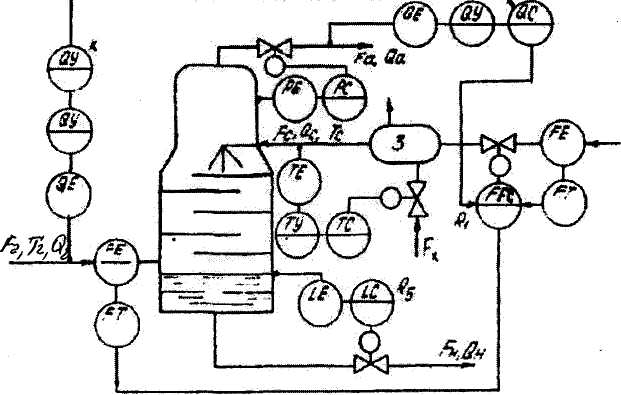
Рис. 7.18. Схема регулювання абсорбером за допомогою АСР співвідношення
Основним
є регулятор співвідношення
![]() .
АСР співвідношення потоків являє собою
внутрішній контур каскадно-комбінованої
системи регулювання концентрацією
основного компонента в абгазі. Якщо
витрата
.
АСР співвідношення потоків являє собою
внутрішній контур каскадно-комбінованої
системи регулювання концентрацією
основного компонента в абгазі. Якщо
витрата
![]() і
концентрація
і
концентрація
![]() можуть змінюватися в доволі вузьких
межах, то достатньо замість регулювання
концентрації Qа
обмежитися стабілізацією співвідношення
потоків
Fг
і Fc.
можуть змінюватися в доволі вузьких
межах, то достатньо замість регулювання
концентрації Qа
обмежитися стабілізацією співвідношення
потоків
Fг
і Fc.
Зазначимо, що деякі конструкції абсорберів дуже чутливі до зміни гідростатичного режиму. Навіть неістотна зміна швидкості газу в колоні призводить до нестійких режимів роботи. У таких випадках необхідно стабілізувати не тиск, а його перепад за висотою колони за рахунок впливу на витрати абгазу (рис. 7.19).
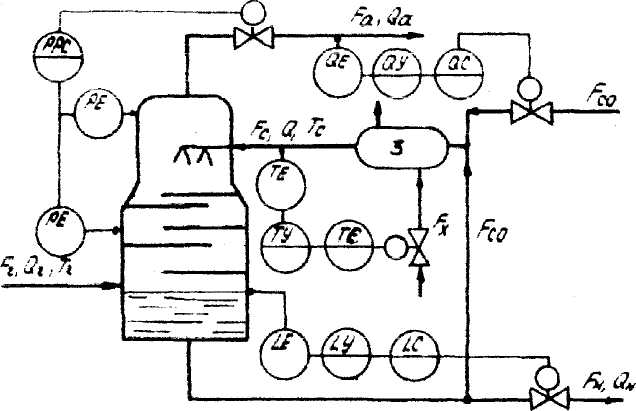
Рис. 7.19 Схема регулювання абсорбером при рециклі абсорбенту
Досить часто, наприклад у виробництві аміаку, метанолу, оцтової кислоти використовують режим ре циклу абсорбенту . останні полягає в тому, що частина відпрацьованого (насиченого) абсорбенту повертається в колону. Особливість регулювання процесом при рециклі абсорбенту полягає в тому, що рівень рідини в кубовій частині стабілізується зміною витрати насиченого абсорбенту, який виводиться з колони, а концентрація Qа - зміною витрати абсорбенту (див. рис.7.19).
У цьому разі на зрошення надходить абсорбент, який концентрацію QH вилучуваного компонента.
Автоматичному контролю підлягають витрати газової суміші на вході в колону, абсорбенту на вході в колону та виході з неї; температура газової суміші на вході в колону, абсорбенту на вході в колону, абгазу; температура за висотою колони, холодоносія; концентрація вилучуваного компонента в газовій суміші, абгазі та насиченому абсорбенті; тиск і перепад тиску в колоні (рис 7.20).
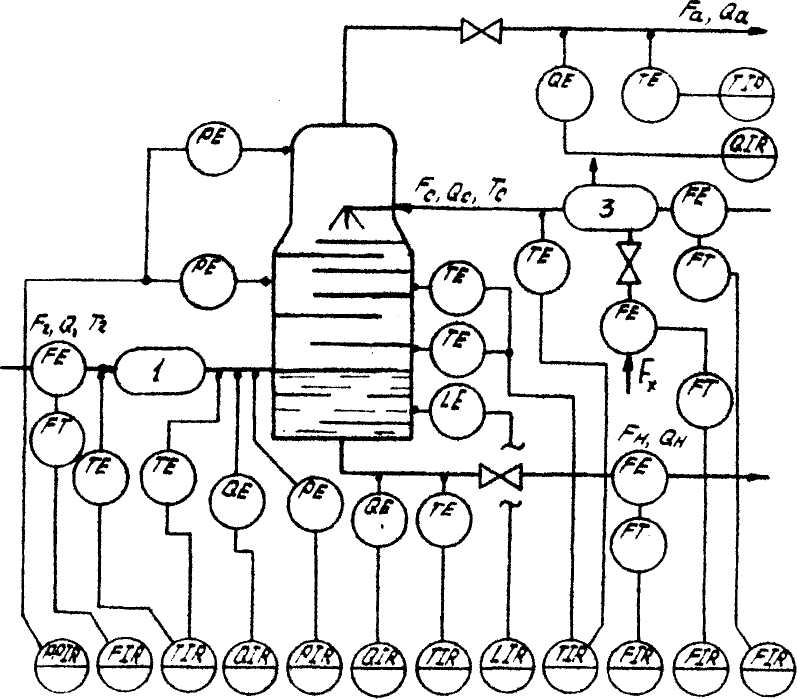
Рис. 7.20 Схема автоматичного контролю процесу абсорбції
Сигналізації підлягають тиск (або перепад тиску) у колоні та концентрація вилучуваного компонента в абгазі при її граничному перевищенні.
Захист колони виконується за тиском. У разі значного перевищення тиску пристрої захисту мають повністю відкривати регулюючий орган у лінії абгазу і закривати в лінії подавання газової суміші та абсорбенту.