

8.8. Закрытие агрегата после ремонта и его опробование
Все работы по ремонту агрегата производятся только по технологии, разработанной заводом-изготовителем ГПА. Конструктивные изменения основного оборудования, изменение технологических и принципиальных схем агрегата во время ремонта могут производиться по согласованию с заводом-изготовителем.
В процессе ремонта ГПА, начальник КС или инженер по ремонту производят приемку из ремонта отдельных отремонтированных узлов вспомогательных механизмов с оформлением соответствующих актов и формуляров.
Перед сборкой ГПА рабочие поверхности деталей, воздушные и масляные каналы должны быть очищены, промыты и продуты сжатым воздухом, трущиеся поверхности притерты и смазаны маслом, используемым в маслосистеме ГПА. Узлы необходимо собирать согласно маркировке с установкой только отремонтированных деталей. Для предохранения резьбы крепежа турбины от пригорания можно использовать специальные составы на основе порошка дисульфид молибдена или серебристого графита. Перед нанесением состава резьбовая поверхность должна быть очищена и обезжирена бензином или ацетоном. Состав необходимо наносить мягкой льняной тряпкой до получения ровного тонкого слоя. Для предохранения вкладышей от ржавчины и обойм лабиринтовых уплотнений от пригорания их контактируемые поверхности рекомендуется натирать сухим графитом.
При сборке резьбовых соединений для обеспечения прилегаемости стыков и сохранения целостности резьбы необходимо выполнять следующие правила:
- использовать крепеж только с исправной резьбой;
- в целях избежания пригорания не применять смазку резьбы маслом или составом, разведенном на олифе;
- не допускать люфта резьбовых соединений;
- затяжку производить последовательным обходом диаметрально противоположных болтов и шпилек;
- крутящий момент, приложенный при
затяжке к болту или шпильке, должен
вызывать в них напряжение не более
(0,5-0,6)g![]() , где g
-
предел текучести;
, где g
-
предел текучести;
- торцы гаек должны быть перпендикулярны резьбе и параллельны фланцам;
- шпильки должны заворачиваться до упора торцевой части и не до конца резьбовой части, если резьбовая вворачиваемая часть шпильки окажется короче глубины резьбовой части фланца, необходимо в отверстие положить круглую шайбу;
- при сборке фланцев трубопроводов необходимо обеспечить их соосность и параллельность, причем площадь прилегания торцевых поверхностей по краске не должна быть не менее 70%;
- для обеспечения герметичности разъемов необходимо применять уплотняющие составы и материалы.
Начинать и заканчивать работу по сборке узлов должен один исполнитель. Объем контрольных измерений зазоров и натягов при сборе должен соответствовать объему измерений при разборке.
Сборку турбины и компрессора необходимо выполнять в такой последовательности:
- установить нижние половины обойм лабиринтовых уплотнений, вкладышей;
- плавающие кольца главного масляного насоса и импеллера, обоймы масляных уплотнений;
- уложить роторы согласно карте технологического процесса, соблюдая при этом все размерные цепи;
- установить нижние половины колец с рабочими и установочными колодками;
- установить верхние половины вкладышей и кольца с колодками упорного подшипника;
- поставить установочные штифты и обтянуть крепеж;
- установить в крышке подшипников верхние обоймы масляных уплотнений и закрыть подшипники крышками;
- установить верхние половины обойм лабиринтных уплотнений, поставить установочные штифты, обтянуть крепеж;
- перед закрытием турбины и компрессора для проверки отсутствия задеваний провернуть ротор;
- после нанесения мастики закрыть крышки корпусов;
- по направляющим стойкам опустить крышку, оставляя 3-5 мм до нижнего разъема, установить контрольные штифты.
При сборке нагнетателя следует обратить особое внимание на установку торцевых уплотнений и подшипников, проверку осевого разбега ротора.
Вывод агрегата из ремонта и приемка его в эксплуатацию производит комиссия в полном соответствии с положением о планово-предупредительном ремонте ГПА. Перед пуском агрегата в работу проверяется вся ремонтная документация: данные ремонтных формуляров, наличие актов на закрытие агрегата и его узлов, на осмотр и очистку воздушного и газового трактов, на опрессовку системы регулирования и маслоснабжения ГПА, а также системы уплотнения центробежного нагнетателя. Проверяются установочные величины системы регулирования и защит, проводится контрольный анализ масла.
Перед пуском агрегата в работу необходимо провести:
- осмотр воздухозаборной камеры с целью проверки отсутствия в ней посторонних предметов;
- проверку положений запорной арматуры, подвергшейся открытию или закрытию во время ремонта, а также заполнение гидросистем кранов гидравлической жидкостью;
- проверку действия и включение всех контрольно-измерительных приборов, систем автоматики, аварийной и предупредительной сигнализации с оформлением протокола проверки;
- проверку пусковых, резервных, аварийных и уплотнительных насосов, а также устройств их автоматического включения и соответствия давления масла в системе величинам, указанным в инструкции завода-изготовителя;
- проверку работы регулятора перепада давления "масло-газ" совместно с проверкой кранов "гитары" и заполнением контура нагнетателя;
- осмотр системы маслоснабжения агрегата.
Особый контроль при пуске ГПА после его ремонта уделяется:
- системе маслоснабжения агрегата;
- узлам системы регулирования и их взаимодействию;
- механическим задеваниям в узлах и проточных частях ГПА;
- уровню вибрации узлов агрегата;
- тепловому расширению корпусов ГПА;
- работе подшипников;
- наличию утечек воздуха, продуктов сгорания и масла.
После обкатки ГПА при отсутствии дефектов и соответствии его параметров техническим условиям завода-изготовителя производится приемка агрегата в эксплуатацию. Качество проведенного ремонта ГПА оценивают по таким критериям, как приведенная мощность ГПА, коэффициент полезного действия, вибрационное состояние агрегата. Одновременно на отремонтированном ГПА должны быть устранены все имевшиеся до ремонта дефекты.
После приемки агрегат проверяется в работе непрерывно под нагрузкой в течение 72 ч, после чего дается предварительная оценка качества проведенного ремонта. Если в процессе этой работы обнаруживаются какие-либо дефекты, ремонт считается незаконченным. Дефекты устраняются, после чего ГПА вновь проверяется в работе под нагрузкой в течение 24 ч.
В течение месяца работы под нагрузкой, после приемки агрегата из ремонта должны быть проведены эксплуатационные испытания ГПА, в результате которых необходимо определить его основные входные показатели (мощность, КПД), сравнить их с соответствующими показателями агрегата до проведения ремонта и на основании этого сделать оценку качества проведенного ремонта.
Пример 8.1. До ремонта центробежный
нагнетатель работал при следующих
рабочих параметрах: давление на входе
в нагнетатель
=
5,1 МПа, температура газа на входе
=
20 °С; давление на выходе
=
6,2 МПа, температура на выходе
![]() =
37,2 °С. После проведения ремонта нагнетатель
начал работать на режиме: давление на
входе 5,0 МПа, температура 18 °С; давление
на выходе 6,0 МПа, температура 33,5 °С.
Определить как изменился внутренний
относительный КПД центробежного
нагнетателя в результате его ремонта.
=
37,2 °С. После проведения ремонта нагнетатель
начал работать на режиме: давление на
входе 5,0 МПа, температура 18 °С; давление
на выходе 6,0 МПа, температура 33,5 °С.
Определить как изменился внутренний
относительный КПД центробежного
нагнетателя в результате его ремонта.
Решение. Внутренний относительный КПД нагнетателя определяется как отношение удельной обратимой работы сжатия в политропическом процессе к удельной работе сжатия в реальном процессе. Для наглядности рассмотрим обратимый политропический процесс как обратимый адиабатический процесс (рис. 8.3).
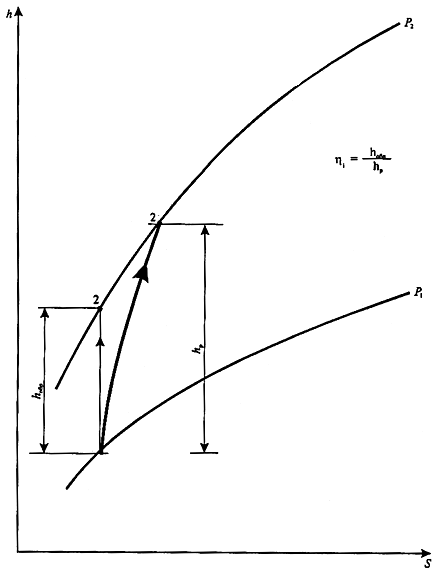
Рис. 8.3. К определению относительного КПД нагнетателя:
![]() -
удельная работа сжатия в обратимом
адиабатическом процессе;
-
удельная работа сжатия в обратимом
адиабатическом процессе;
![]() - удельная работа сжатия в реальном
процессе
- удельная работа сжатия в реальном
процессе
Удельная реальная работа сжатия газа в нагнетателе определяется по следующему соотношению:
![]() ,
(8.1)
,
(8.1)
где
и
-
соответственно реальная температура
газа на входе в нагнетатель (
)
и на выходе из нагнетателя (
);
и
- давление газа на входе (
)
и выходе (
)
нагнетателя;
![]() - комплекс, определяемый как произведение
теплоемкости на коэффициент Джоуля-Томсона
в интервале давлений
-
.
- комплекс, определяемый как произведение
теплоемкости на коэффициент Джоуля-Томсона
в интервале давлений
-
.
Численное значение теплоемкости можно определить с помощью данных рис. 1.2.
Численное значение величины для метана в зависимости от давления и температуры можно определить с помощью данных рис. 1.4.
Для природных газов с содержанием метана в диапазоне 90-100% комплекс можно определить по следующему эмпирическому уравнению:
![]() ,
(8.2)
,
(8.2)
где (
)![]() -
комплекс для чистого метана;
- мольное содержание метана в газе, в
долях единицы.
-
комплекс для чистого метана;
- мольное содержание метана в газе, в
долях единицы.
Реальная удельная работа сжатия будет
![]() =
2,52(37,2-20) - 11,4(6,2-5,1) = 30,8 кДж/кг.
=
2,52(37,2-20) - 11,4(6,2-5,1) = 30,8 кДж/кг.
В обратимом адиабатическом процессе
сжатия, конечная температура процесса
сжатия (![]() )
находится по уравнению адиабаты
(показатель адиабаты,
=
1,32:
)
находится по уравнению адиабаты
(показатель адиабаты,
=
1,32:
 К,
или
=
43,7 °С.
К,
или
=
43,7 °С.
Удельная работа в обратимом адиабатическом процессе сжатия будет
![]() =
2,51(34,7-20) - 11,4(6,2-5,1)= 24,4 кДж/кг.
=
2,51(34,7-20) - 11,4(6,2-5,1)= 24,4 кДж/кг.
Следовательно, относительный КПД центробежного нагнетателя до ремонта был

Проводя аналогичные расчеты по параметрам нагнетателя, полученных после проведения ремонта, установим следующее.
Реальная удельная работа сжатия при исходных параметрах по нагнетателю, полученных после ремонта, составит
![]() =
2,52(33,5-18) - 10,5(6,0-5,0) = 28,56 кДж/кг.
=
2,52(33,5-18) - 10,5(6,0-5,0) = 28,56 кДж/кг.
Конечная температура процесса сжатия в обратимом адиабатическом процессе
 =304,8К,
или
=31,6
°С.
=304,8К,
или
=31,6
°С.
Удельная работа в обратимом адиабатическом процессе сжатия
= 2,25(31,6-18) - 10,5(6,0-5,0) = 23,77 кДж/кг.
Относительный адиабатический КПД центробежного нагнетателя после проведенного ремонта составит
![]() .
.
Сравнительно с данными до ремонта, относительный КПД центробежного нагнетателя вырос на 4,8% по абсолютной величине. Одновременно можно утверждать, что и КПД ГПА в целом вырос примерно на такую же величину.