

8.6. Организация ремонта лопаточного аппарата осевого компрессора
Перед остановкой турбоагрегата для вывода его в ремонт очищают проточную часть осевого компрессора. Внешним осмотром после вскрытия без применения специальных средств фиксируются явно выраженные дефекты.
По признакам усталости с помощью специальных средств обнаруживают дефекты лопаточного аппарата. В зависимости от характера и степени повреждения лопаточного аппарата определяют необходимость перелопачивания той или иной ступени или замене отдельных лопаток. Все лопатки и вставки, имеющие трещины усталости, заменяются. Лопатки, имеющие небольшие вмятины, изгибы и надрывы на кромках пера, подвергаются правке (при изгибах), радиусной запиловке (при надрывах), шлифовке (при вмятинах).
Рабочие лопатки ОК больше, чем другие, подвержены эрозионному износу, поэтому при осмотре профилей этих лопаток обращают особое внимание на остроту кромок пера. При значительном износе лопатки заменяют. Мелом в порядке номеров промаркировывают каждую лопатку на перелопачиваемой ступени. Номер наносят на выпуклую поверхность, на дефектных лопатках, обозначенных буквой "Д". Выворачивают, а при необходимости высверливают до полного удаления металла замковые винты. Глубина сверления не более 45 мм. После удаления замковой лопатки поочередно выдвигают и удаляют остальные лопатки перелопачиваемой ступени. Лопатки складывают по порядку номеров. Освободившийся паз на бочке ротора предварительно протирают ветошью, смоченной в керосине, и окончательно сухой салфеткой. Поверхности пазов предъявляют на дефектоскопический контроль. Дефектные лопатки по нормам отбраковки заменяют на новые, причем их масса не должна отличаться от прежних более чем на 2,5 г. При подборе лопатки по массе разрешается снимать металл на конусе пера лопатки, образуя утонение.
Перед опиловкой рабочих лопаток ОК необходимо ознакомиться с результатами их дефектоскопии. Затем в каждой ступени наметить по две-три контрольные лопатки, наиболее изношенные и подлежащие запиловке. При этом необходимо (рис. 8.1):
- замерить на каждой контрольной лопатке хорду "Аф";
- определить "углубление" губок штангенциркуля для каждой отобранной для контроля лопатки "С ";
- замерить штангенциркулем толщину выходной кромки "К" в контрольном сечении каждой, подлежащей запиловке, лопатки. Если "К" в контрольном сечении превысило минимально допустимую величину, то это свидетельствует о возможности исправления утоненной лопатки методом опиловки (уменьшения) хорды лопатки. В противном случае лопатка подлежит замене.
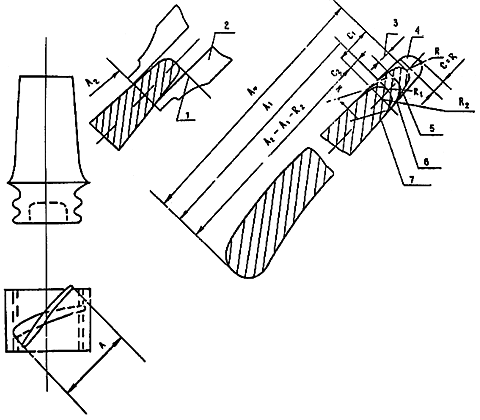
Рис. 8.1. Геометрические формы и размеры лопатки:
1 - риска; 2 - губки штангенциркуля; 3 - припуск на обработку; 4 - профиль неизношенной лопатки; 5 - фактический профиль;
6 - возможный профиль после опиловки; 7 - предельно допустимый ремонтный профиль
Расстояние от контрольного сечения до входной кромки А назначают, исходя из минимально возможного значения хорды А . Лопатки, имеющие аналогичный дефект на высоте более 40 мм от хвостовика, опиливают. Затем анализируют результаты замеров выходных кромок в соответствии с изложенными требованиями и намечают окончательно тело лопатки к заливке или замене. При необходимости выступающую часть замковых вставок и стопорных винтов запиливают заподлицо с поверхностью ротора. Запиленные места зашлифовывают шкуркой.
Перед заменой лопаток на каждой новой из них проверяют наличие клейма ОТК, снимают консервацию, проверяют на отсутствие дефектов. В разлопаченный паз на бочке ротора заводят три - четыре не дефектные лопатки с разлопаченной ступени и замеряют их высоту пера по входной кромке. Определяют среднее арифметическое значение. Лопатки снимают и повторяют операцию для новых лопаток. При больших отклонениях по высотам необходимо замерять высоту каждой лопатки и отмечать ее размер на выпуклой поверхности. Выступающую часть полки лопаток проверяют и при необходимости запиливают заподлицо с наружной поверхности бочки ротора. Допустимое выступание - не более 0,1 мм. На верхней части пера каждой подобранной лопатки штангенциркулем размечают риску для опиловки по ней припуска по высоте. После снятия припуска производят снятие заусенцев и притупление острых кромок. При опиловке необходимо взвешивать опиливаемую лопатку, обеспечивая разницу в массе старой и новой лопатки не более 2 г.
Широкое применение при развеске лопаток получили компьютерные программы, которые позволяют с максимальной эффективностью определить место каждой новой лопатки на роторе.
После подготовки замковых вставок и контроля геометрических размеров паза под лопатку приступают к облопачиванию ротора. При производстве работ по облопачиванию ротора особое внимание уделяют требованиям по пятну контакта. Площадь требуемого контакта не менее 70%. Подогнанные лопатки после установки на ротор расклинивают. На соседние с замком лопатки устанавливают щитки из отрезанного резинового шланга для предохранения их от повреждений при толкании, затем производят установку стопорных винтов. Каждый винт закернивают в трех точках. Производят снятие вибрационных характеристик и динамическую балансировку.