

Обработка подбортов
Конструкция и способы обработки подбортов в изделиях верхней одежды разнообразны, так как зависят от модели (борта с лацканами или с застежкой до верху), наличия в изделии подкладки, вида поверхности ткани, вида застежки (застежка внутренняя, навесные петли и др.).
В моделях с лацканами подборта, как правило, отрезные или цельнокроенные с передом в нижней части борта (до перегиба лацканов) и отрезные на участке лацканов. В моделях изделий с застежкой до верха целесообразнее делать подборта, цельнокроенные с передом.
Общим в обработке отрезных подбортов всех изделий является то, что подборта выкраивают составными с одной или двумя надставками. Надставки притачивают к подбортам на стачивающей машине или прямострочном полуавтомате проходного типа 904 кл. ПМЗ швом шириной 7 – 10 мм, швы разутюживают или расстрачивают с учетом пошивочных свойств материала. Части подбортов можно также соединить швом встык на машине зигзагообразной строчки с приспособлением для подгибания срезов деталей (рис. 82, a).
В изделиях без подкладки внутренние срезы подбортов (и отрезных, и цельнокроенных с передом) окантовывают специальной тесьмой или полоской подкладочной ткани. Это не только предохраняет их от осыпания, увеличивает прочность, но и улучшает внешний вид изделия.
Вместо окантовывания с учетом пошивочных свойств материала допускается обметывание срезов или обметывание с последующим застрачиванием среза на стачивающей машине или застрачивание среза без обметывания на плоскошовной, машине. В изделиях из легкоосыпающихся материалов также обметывают срезы швов притачивания надставок к подбортам. Окантовывание внутренних срезов подбортов выполняют также в мужских пальто на подкладке, если это предусмотрено техническим описанием на модель.
Основные виды застежек в верхней одежде следующие: на прорезные (обметанные, обтачные) петли, на навесные петли (из шнура, кожи), потайные (внутренние) застежки и застежки-молнии.
Дополнительной обработки подбортов требуют только внутренние застежки. Внутренние застежки могут быть нескольких видов.
Петля с дополнительным прорезом, параллельным бортовому срезу. Такая петля, как правило, комбинируется со сквозными петлями и располагается в нижней части подборта. Назначение дополнительного прореза – обеспечить удобство пользования застежкой. Обработка петли показана нарис.82, б, в.
Дополнительный прорез длиной 60 мм размечают на подборте тремя линиями: одной – вдоль прореза (параллельно внешнему срезу подборта на расстоянии 40 мм от него) и двумя – поперек в концах прореза. Для обработки прореза используют обтачку, нить основы в которой проходит вдоль прореза.
Обтачку (деталь 1) перегибают изнанкой внутрь так, чтобы нижняя часть обтачки была шире верхней на 5 – 6 мм, и притачивают сгиб обтачки к подборту (деталь II) строчкой 1. Строчкой 2 притачивают вторую часть обтачки и разрезают подборт и обтачку между строчками 1 и 2 так же, как при разрезании входа в карман. Обтачку вывертывают наизнанку, швы расправляют. На расстоянии 7 – 10 мм от прореза обметывают петлю (строчка 3, рис. 82, в), располагая ее на двух слоях ткани – подборте и верхней части обтачки. Нижнюю часть обтачки расправляют и стачивают срезы частей обтачки строчкой 4, закрепляя при этом концы дополнительного прореза. После соединения подборта с передом (обработки борта) срезы обтачки прикрепляют к бортовой прокладке на спецмашине потайного стежка или клеевой паутинкой.
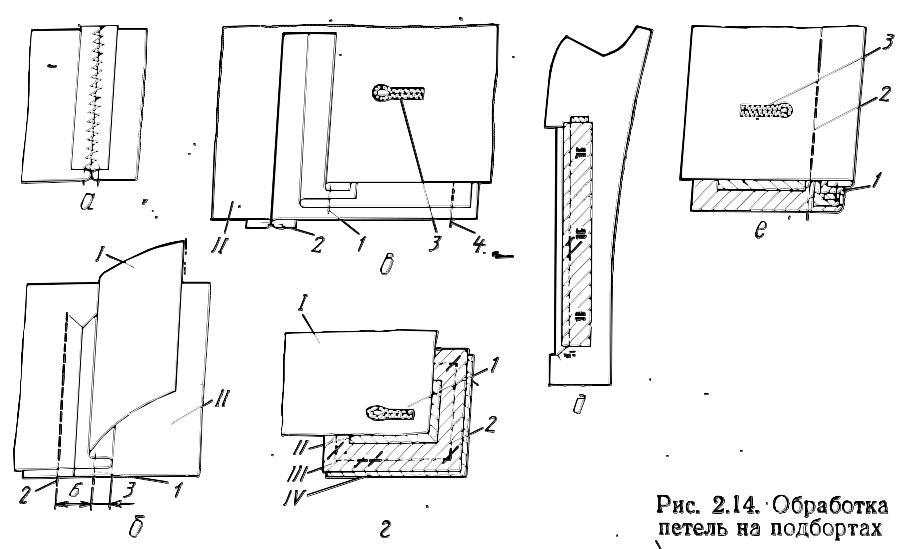
Рис. 82 Обработка петель на подбортах
Петля без дополнительного прореза. Эта петля тоже, как правило, комбинируется с застежкой на сквозные петли и располагается в нижней части подборта. Петлю обметывают на спецмашине, размещая ее поперек подборта (строчка 1 на рис. 82, г). Для увеличения прочности петли с изнанки подборта (деталь 1) подкладывают отрезок прокладочной ткани (деталь II) размером 30х50 мм, выкроенный по долевой нити. Чтобы прокладка не была видна в прорез петли, под прокладку (изнанкой к прокладке) подкладывают отрезок подкладочной ткани (деталь III) размером 60х70 мм. На трех слоях материала обметывают петлю. Второй такого же размера отрезок подкладочной ткани (деталь IV) складывают лицевой стороной с первым отрезком ткани и стачивают по четырем сторонам (строчка 2) Назначение этого отрезка – закрыть бортовую прокладку на уровне прореза петли.
Петли на подборте для застежки в шве обтачивания борта. Застежка располагается в шве соединения подборта с передом (рис. 82, д, е). Для увеличения прочности петель с изнанки подборта приметывают отрезок прокладочкой ткани поперечного направления, располагая его срез от внешнего среза подборта на расстоянии 10 – 15 мм. Срез подборта на участке застежки обтачивают обтачкой из подкладочной ткани с небольшой посадкой подборта швом шириной 3 – 4 мм, одновременно прокладывая кромку (строчка 1 на рис. 82, е). Строчкой 2 закрепляют кант, выправленный при выметывании края подборта. На расстоянии 20 – 25 мм от края подборта обметывают петли (строчка 3) на спецмашине, устанавливая расстояние между ними по спецлинейке – шаблону, закрепленному на платформе машины.
Работы по совершенствованию способов обработки подбортов ведутся в следующих направлениях: более широкое внедрение технологичной конструкции, исключающей операции подрезки деталей подбортов и формование с помощью влажно-тепловой обработки; использование прямострочных полуавтоматов, выполняющих строчки заданной длины, или машины зигзагообразной строчки при притачивании надставок к подбортам; применение рулонного питания машин при обработке срезов подбортов.