

2.5 Обработка карманов Виды карманов, их расположение
Карманы верхней одежды очень разнообразны по месту расположения на деталях изделий, конструкции и способам обработки. С учетом места расположения на деталях изделий все карманы можно разделить на две группы – внешние и внутренние.
Внешние карманы расположены на основных деталях изделия или в их швах (переде пальто, пиджака и других изделий, передних и задних половинах брюк и т. д.) и являются одним из немаловажных элементов оформления внешнего вида изделия.
Внешние карманы можно разделить на три основных вида: прорезные, карманы, расположенные в швах, и накладные. Каждый из этих видов карманов имеет ряд разновидностей, обусловленных конструкцией карманов и способами обработки. П р о р е з н ы е карманы могут быть с клапанами и одной обтачкой, с клапанами и двумя обтачками, без клапанов (в рамку), с застежкой-молнией, с листочками (боковые и верхние); к а р м а н ы в ш в а х – с клапанами, без клапанов, с листочками, с застежкой-молнией; н а к л а д н ы е – с верхним и прорезным входом.
Внутренние карманы расположены на деталях внутренней части изделия. Они могут быть с листочками (из основной и подкладочной ткани) или с о б т а ч к а м и из основной ткани (в рамку и с обтачками, окантованными подкладочной тканью или тесьмой) и расположены на переде, подбортах и в швах соединения подкладки изделия с подбортом (например, в женских пальто).
Способы обработки карманов зависят от вида изделия (например, прорезные карманы в пиджаке и брюках), вида материала и применяемого оборудования.
Прорезные карманы
Основными деталями для обработки внешних прорезных карманов являются следующие:
к л а п а н, л и с т о ч к а – отделочные детали для оформления прореза кармана, могут быть с подкладкой или цельнокроеные;
о б т а ч к а – деталь для обработки срезов прореза кармана;
п о д к л а д к а к а р м а н а составляет внутреннюю часть кармана;
п о д з о р закрывает подкладку кармана на уровне входа в карман, предохраняет подкладку кармана от истирания; в кармане с листочкой оформляет вторую часть прореза кармана;
д о л е в и к предохраняет карман от растяжения в процессе обработки узла и носки изделия.
При обработке карманов на переде, дублированных прокладкой, долевик не ставится. В некоторых карманах роль долевика выполняет подкладка кармана, выкроенная по основе в направлении прореза кармана.
Техническим описанием на модель могут быть предусмотрены дополнительные детали: подкладка внутреннего (потайного) кармана, обрабатываемого на подкладке кармана пиджака, пальто; прокладка клапана, листочки, обтачки для придания этим деталям жесткости, устойчивости.
Обработка прорезных карманов состоит из следующих основных этапов: обработки отделочных деталей – клапана, листочки; обработки подкладки кармана; сборки кармана (обработки прореза).
Прорезные карманы с клапаном и одной обтачкой
Этот вид кармана – один из самых распространенных в изделиях верхней одежды.
Обработка п о д к л а д к и кармана заключается в соединении с подкладкой обтачки и подзора и в обработке внутреннего (потайного) кармана, если он предусмотрен в модели.
Внутренний карман обрабатывают на подкладке правого бокового кармана пальто и пиджака из шерстяной ткани в карманах, имеющих горизонтальное направление входа.
Один из способов обработки внутреннего кармана показан на рисунке 68, а. В верхней части подкладки бокового кармана при раскрое делается надрез длиной, равной ширине подзора. Надрезанную часть подкладки кармана отгибают вниз, подкладывают под нее подкладку внутреннего кармана и настрачивают строчкой 1 на расстоянии 5 – 7 мм от срезов подкладки внутреннего кармана.
П о д з о р настрачивают на подкладку кармана с подгибанием среза внутрь на 7 мм на расстоянии 1 мм от сгиба (рис. 68, б) или на специальной плоскошовной машине без подгибания среза. Без подгибания среза настрачивают также подзор из специальной шелковой ленты.
В женских изделиях с подкладкой кармана из подкладочной ткани, одинаковой с подкладкой клапана, подзор можно не применять.
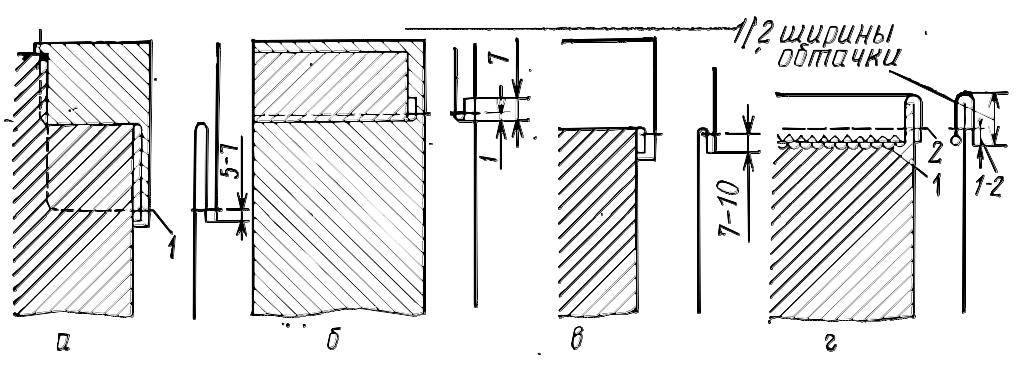
Рис. 68 Обработка подкладки кармана
Обтачку к подкладке кармана притачивают (рис. 68, в) или настрачивают (с подгибом или с предварительным обметыванием среза – строчка 1 на рис. 68, г). При настрачивании обтачки верхний срез подкладки кармана уравнивают с верхним срезом обтачки, как при настрачивании подзора (см. рис. 68, б), или перегибают обтачку по длине, огибая срез подкладки кармана (см. рис. 68, г, строчка 2).
Соединение подзора и обтачки с подкладкой кармана может быть выполнено также во время сборки кармана.
С б о р к а к а р м а н а показана на рис. 69 и 70, а, б.
Места расположения карманов на частях переда намечают по вспомогательному лекалу тремя линиями: одной вдоль (определяющей направление входа в карман) и двумя поперек в концах карманов, если предполагается последующее притачивание обтачки в разложенном виде (см. рис. 69 б), или четырьмя – двумя вдоль и двумя поперек, если обтачку будут притачивать в сложенном виде (см. рис. 69, а). Расстояние между продольными линиями должно быть равно ширине двух рамок из обтачки в готовом виде.
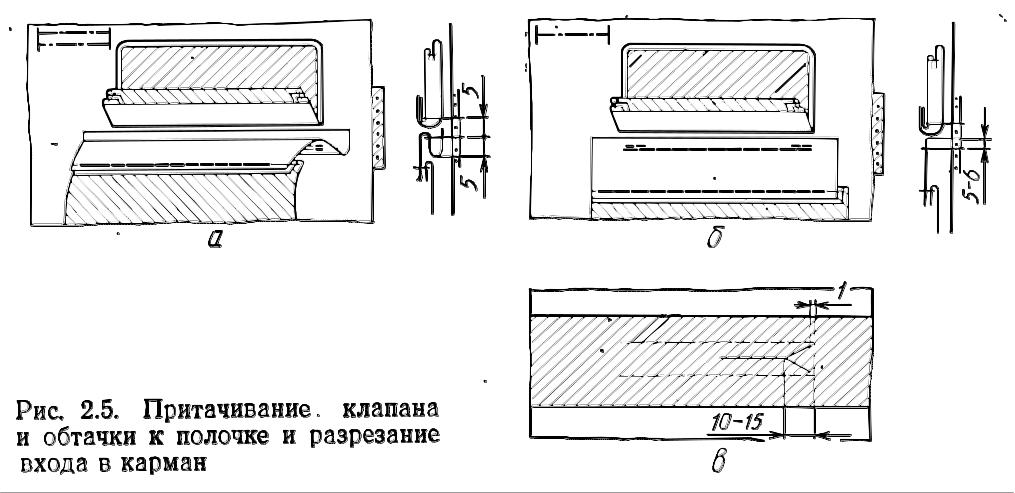
Рис. 69 Притачивание клапана и обтачки к переду и разрезание входа
в карман
На обработанных клапанах со стороны подкладки намечают линию притачивания клапанов к переду. В изделиях из ткани с рисунком рисунок на клапане и переде должен совпадать (в изделиях с боковыми вытачками – до боковых вытачек).
С изнанки переда по линии карманов на прессе или утюгом приклеивают долевики из материала с клеевым покрытием так, чтобы середина долевика располагалась по линии разметки прореза кармана, а концы выходили на 20 – 30 мм за концы карманов.
В карманах с горизонтальным расположением прореза кармана роль долевика может выполнить подкладка кармана, выкроенная так, чтобы нить основы в ней располагалась параллельно линии прореза кармана. Это не допускается в карманах с подкладкой из шелковой подкладочной ткани (в женских пальто и пальто для девочек).
На рис. 70, a и 70, б номерами строчек показана последовательность выполнения операций при обработке кармана. Строчки 1 – 3 относятся к заготовке клапана и подкладки кармана (строчка 1 – обтачивание клапана, 2 – настрачивание подзора на подкладку кармана и 3 – притачивание обтачки к подкладке кармана).
Обработка прореза кармана начинается с притачивания к переду клапана (строчка 4) и обтачки (строчка 5). Клапан притачивают, совмещая линии разметки и рисунок ткани на переде и клапане, закрепляя строчку в концах. Положение обтачки при притачивании может быть различное (см. рис. 18, a, б), что определяет способ обработки нижнего края прореза кармана.
В первом случае (см. рис. 18, a) обтачку притачивают, перегнув ее срез в сторону изнанки на 10 – 12 мм (ширина рамки плюс 5 – 7 мм), при этом нижний край прореза кармана обрабатывается обтачным швом в простую рамку (см. рис. 70, a). Во втором случае (см. рис. 69, б) обтачку притачивают в разложенном виде, положив срез обтачки встык к сгибу отвернутого клапана, при этом нижний край прореза кармана обрабатывается обтачным швом в сложную рамку (см. рис. 70, б). Концы строчек притачивания обтачки должны закрепляться и располагаться на одном уровне с концами строчек притачивания клапана.
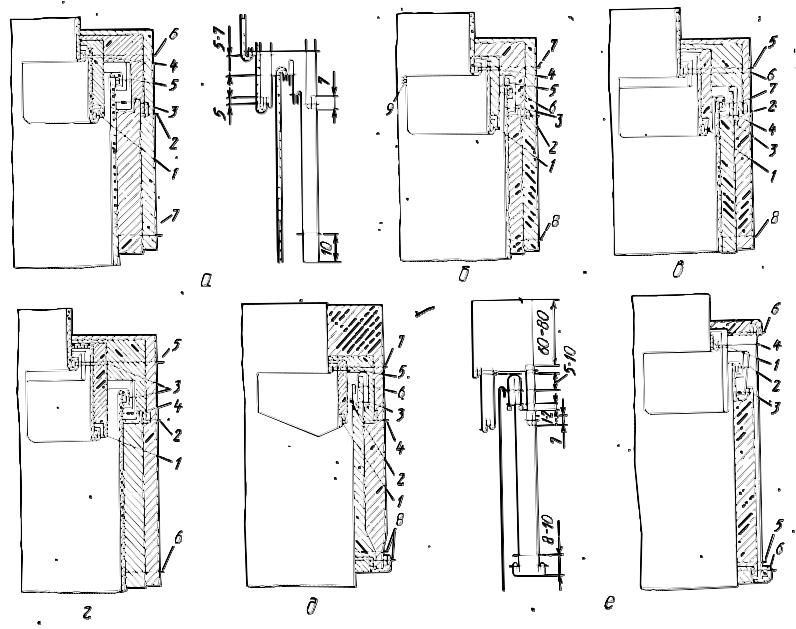
Рис. 70 Обработка прорезных карманов с клапаном
Затем перед между строчками притачивания клапана и обтачки разрезают с изнаночной стороны, начиная разрез с середины и не доходя до конца строчек 10 – 15 мм. В концах карманов перед прорезают под углом к строчкам, не доходя до строчек 1 мм (см. рис. 69, в).
Разрезание переда можно совместить с притачиванием обтачки, применяя машину с ножом, включая и соответственно выключая нож на расстоянии 10 мм от концов строчки притачивания обтачки. Надрезы под углом в концах кармана делают ножницами. Обтачку и подкладку кармана вывертывают наизнанку, выправляя швы притачивания клапана и обтачки.
При обработке нижнего края прореза кармана о б т а ч н ы м ш в о м в с л о- ж н у ю р а м к у шов притачивания обтачки раскладывают на две стороны или разутюживают, огибают срез обтачки, образуя из обтачки рамку, и закрепляют ее строчкой 6 (см. рис. 70, б). Эту операцию можно выполнить до разрезания входа в карман. Обработка нижнего края прореза кармана обтачным швом в простую рамку (см. рис. 70, а) не требует дополнительной строчки для закрепления рамки, что делает этот способ обработки более экономичным.
После оформления нижнего края прореза кармана подкладку кармана с подзором притачивают к шву притачивания клапана, уравнивая их срезы (строчка 6 на рис. 70, а и строчка 7 на рис. 70, б). Концы прореза кармана закрепляют с изнанки обратной строчкой, подтягивая обтачку и расправляя рассеченные углы переда в концах кармана. Срезы подкладки кармана стачивают швом шириной 10 мм (строчка 7 на рис. 70, а и строчка 8 на рис. 70, б). Расстояние между строчками стачивания боковых срезов подкладки кармана должно быть на 10 – 15 мм больше длины прореза кармана. В изделиях с отлетной понизу подкладкой (женское пальто, пальто для девочек и др.) срезы подкладки кармана стачивают с одновременным обметыванием на спецмашине.
Если предусмотрено в модели, по верхнему краю прореза кармана прокладывают отделочную строчку, располагая ее параллельно шву притачивания клапана. В пальто мужских и для мальчиков в концах карманов ставят закрепки на спецмашине. Закрепки должны располагаться параллельно боковым сторонам клапанов и заходить на 1 мм за строчки швов притачивания клапана и обтачки (строчка 9, рис. 70, б). Готовые карманы приутюживают на прессе.
В промышленности для обработки карманов с клапаном и обтачками применяют машины-полуавтоматы (рис. 71). Обработка кармана в рамку с клапаном (рис. 71, б) на полуавтомате 716 кл. фирмы «Дюркопп» (ФРГ) обеспечивает сборку кармана за два приема вместо шести, что повышает производительность труда почти в три раза. На полуавтомате указанного типа клапан и цельнокроеная на обе рамки кармана обтачка укладываются на специальные укладочные плоскости, которые подают их в рабочую зону полуавтомата, где формуются сгибы обтачек и одновременно двумя параллельными строчками к переду притачиваются сгибы цельнокроеной обтачки и клапан, разрезается вход в карман, обрезаются нитки в концах строчек, надсекаются углы кармана. После этого изделие выводится из зоны обработки и укладывается укладчиком в пачку.
В автоматическом режиме выполняются следующие операции: притачивание цельнокроеной обтачки и клапана двумя параллельными строчками, разрезание входа в карман, надсекание углов и перемещение полуфабриката из рабочей зоны с последующей упаковкой в пачку.
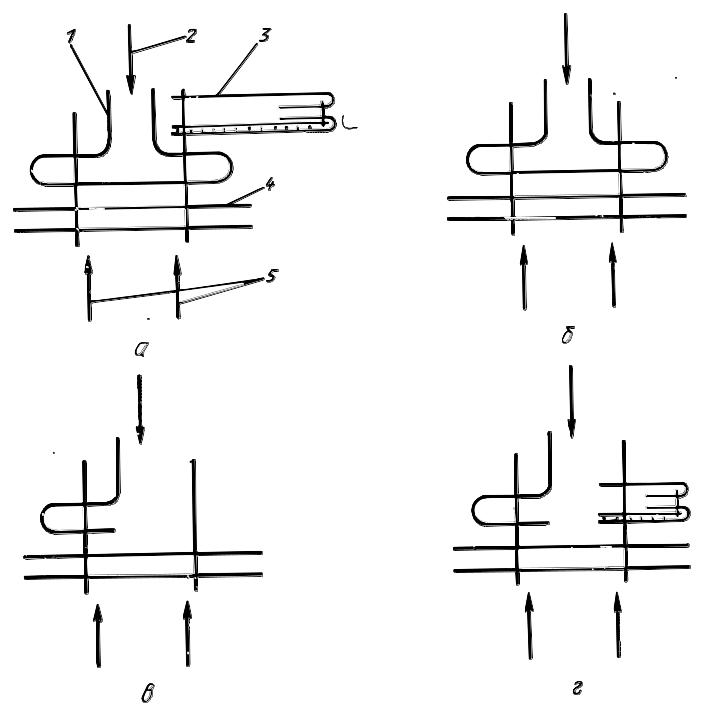
Рис. 71 Схема размещения деталей при обработке карманов на полуавтоматах:
а – карман в рамку е клапаном: 1 – цельнокроеная обтачка; 2 – нож для разрезания обтачки; 3 – клапан; 4 – основная деталь; 5 – нож для выполнения надсечек в углах; б – карман в рамку; в – карман с одной обтачкой; г – карман с одной обтачкой (нижней) и клапаном
Ориентация обтачек и их формование осуществляются также в автоматическом режиме. Для выполнения сборки кармана на полуавтомате необходим точный крой и, как правило, проведение предварительного дублирования участка детали, где будет располагаться карман. Полуавтомат имеет световые ориентиры, необходимые для укладывания деталей без предварительной разметки места расположения кармана. Полуавтомат снабжен устройством для слежения за наличием нитки в шпульке, имеющей увеличенную вместимость, а также сменными деталями, позволяющими обрабатывать прорезные карманы различных видов: в рамку, в рамку с клапаном, с листочкой и с клапаном и обтачкой. Расстояние между иглами 12 мм. Длина кармана 85 и 180 мм.
Нож включается после выполнения строчки длиной 8 мм и выключается, когда остается до конца длины кармана также 8 мм. Полуавтомат имеет ножи – верхний для разрезания входа в карман и нижний для надсекания углов кармана. Дальнейшие операции по вывертыванию кармана, закреплению входа в карман и стачиванию подкладки выполняют на одноигольной машине.