

1.6 Влажно-тепловая обработка швейных изделий
Под ВТО швейных изделий понимают специальную обработку деталей или изделия влагой, теплом и давлением с помощью специального оборудования. При изготовлении одежды ВТО составляет 15...25 % всей трудоемкости обработки изделия (в зависимости от вида изделия и ткани). Влажно-тепловая обработка бывает внутрипроцессная (производится в процессе обработки изделий) и окончательная (при отделке готовой продукции).
Качество изделий, их внешний вид во многом зависят от влажно-тепловой обработки как в процессе пошива, так и при окончательной отделке. Влажно-тепловая обработка применяется для придания деталям изделия объемно-пространственной формы.
Весь процесс влажно-тепловой обработки состоит из трех стадий: размягчения волокна влагой и теплом; придания определенной формы; закрепления полученной формы путем удаления влаги. Влажно-тепловую обработку выполняют глаженьем (утюгом), прессованием на прессе и пропариванием (на паровых прессах, паровоздушных манекенах). В зависимости от плотности переплетения нитей разные ткани по-разному поддаются влажно-тепловой обработке.
Оборудование для влажно-тепловой обработки может иметь электрический, электропаровой и паровой обогрев. Режимы влажно-тепловой обработки тканей и других материалов зависят от вида применяемого оборудования. Для шерстяных тканей с лавсаном время воздействия утюга или пресса указывается в технических условиях на длину шва 0,5 м, а для других материалов – на длину шва 0,25 м.
Если применяются проутюжильники, температура нагрева гладильной поверхности может быть повышена на 5... 10 °С. На утюжильных операциях используют утюги массой 2,4...6 кг.
Оборудование и приспособления для влажно-тепловой обработки
Оборудование для влажно-тепловой обработки разделяют на пять основных групп: универсальное прессовое оборудование; специальное прессовое оборудование; гладильные столы; утюги; вспомогательное оборудование.
Применение прессов дает возможность механизировать наиболее трудоемкие операции влажно-тепловой обработки, повысить производительность труда, улучшить качество обработки и облегчить труд исполнителей.
 Прессы
различаются типом привода, усилием
прессования и видом
подушек. Привод в прессах может быть
механическим, электрическим,
пневматическим и гидравлическим. В
прессах с механическим
приводом механизмы закрывания и
открывания подушек работают от
электродвигателя, в прессах с
пневматическим приводом
– с помощью сжатого воздуха, а в прессах
с гидравлическим
приводом – с помощью давления масла в
цилиндре.
Прессы
различаются типом привода, усилием
прессования и видом
подушек. Привод в прессах может быть
механическим, электрическим,
пневматическим и гидравлическим. В
прессах с механическим
приводом механизмы закрывания и
открывания подушек работают от
электродвигателя, в прессах с
пневматическим приводом
– с помощью сжатого воздуха, а в прессах
с гидравлическим
приводом – с помощью давления масла в
цилиндре.
Все прессы приводятся в действие при нажатии двух пусковых кнопок. Для нагрева подушек применяют пар или электронагревательные элементы: спиральные, трубчатые (ТЭН) и полупроводниковые.
Широкое распространение в промышленности получили электропаровые прессы. Пар обеспечивает увлажнение обрабатываемых деталей, а электрический нагрев – необходимую температуру.
При обработке изделий на электропаровых прессах с вакуумным отсосом остаточной влаги значительно повышается качество влажно-тепловой обработки. Гладильные прессы с электрическим нагревом имеют ручные или автоматические опрыскиватели.
Температура подушек зависит от вида обрабатываемого материала. Если материал содержит разные волокна, температуру подушек устанавливают по волокну, наиболее чувствительному к теплу. Каждый пресс имеет две подушки – верхнюю и нижнюю. Форма подушек, применяемых при изготовлении верхней одежды, зависит от выполняемой операции.
В зависимости от усилий прессования прессы подразделяют на тяжелые, средние и легкие, а в зависимости от назначения – на универсальные и специальные для обработки отдельных участков и деталей.
При изготовлении платьев и белья используют также настольные фальцпрессы для загибания краев деталей (планок, застежек, накладных карманов и т.д.). Это оборудование снабжается паром от индивидуальных или групповых парогенераторов и служит для пропаривания обрабатываемых деталей и изделий, нагрева нижних подушек прессов и гладильных плит утюжильных столов. Верхние подушки прессов имеют электрический обогрев. Температура нагрева верхних подушек регулируется в пределах 80... 200 °С. Автоматическое устройство прессов позволяет контролировать продолжительность пропаривания, прессования и отсоса влаги из обрабатываемых деталей.
К группе специальных прессов относятся пресс для приутюживания окатов рукавов ПЛГС, прессы СПР-1, СПР-2, СПР-3 для сутюживания посадки по проймам рукавов (с пневматическим приводом), прессы СПРГ-1, СПРГ-2, СПРГ-3 для сутюживания посадки по проймам рукавов (с гидравлическим приводом), пресс ПМ-1 для приутюживания манжет мужских сорочек, прессы ГПКС-П, ГПКС-Л для обработки шлиц и низа спинок мужских пальто, пресс БФС бортоформовочный для мужских пальто, пресс для обработки стана мужских сорочек, пресс для обработки воротников и манжет мужских сорочек. К специальному оборудованию относится, например, установка для дублирования деталей верхней одежды.
Изделия отпаривают с помощью отпарочных аппаратов и паровоздушных манекенов.
Пресс-отпариватель отличается от обычного пресса тем, что при работе подушки неплотно зажимают обрабатываемую деталь, верхняя подушка обогревается паром и имеет множество отверстий для его выхода.
На небольших предприятиях получил распространение отпарочный аппарат ОАГ-2, на котором с помощью пара с готовых швейных изделий снимают блестящие пятна – ласы, возникающие в результате прессования.
Паровоздушный манекен предназначен для окончательной влажно-тепловой обработки плечевых швейных изделий. Манекен состоит из вентилятора, основания и остова, на который надет чехол из теплостойкой ткани, имеющий форму фигуры определенного размера.
Готовое изделие надевают на манекен, расправляют, зажимают края специальными зажимами и включают вентилятор, который нагнетает воздух. В результате все морщины и складки на изделии расправляются. Затем пропускают нагретый пар, который пропаривает изделие, и горячий воздух для просушивания изделия в расправленном виде.
Гладильные столы (вместе с утюгом или без него) выпускают различных марок. Гладильные столы имеют плоскую прямоугольную гладильную плиту, размеры которой зависят от вида обрабатываемых изделий. Плита нагревается паром температуры до 110°С и имеет устройство для вакуум-отсоса. Гладильные столы СУ-В применяют для внутрипроцессной влажно-тепловой обработки женских и детских платьев; СУ-М (с механическим утюгом) – для различных швейных изделий; СУ-ОК (с электропаровым утюгом УПП-ЗМ) – для мужских пиджаков; СУ-ОП – для пальто; СУ-1 Пл – для влажно-тепловой обработки платьев.
Утюги применяют для влажно-тепловой обработки изделия как в процессе его изготовления, так и при окончательной отделке. В зависимости от способа нагрева различают паровые, электрические и пароэлектрические утюги. Наибольшее распространение в швейной промышленности получили электрические утюги с пластинчатыми или спиральными нагревательными элементами. Соблюдение температурного режима влажно-тепловой обработки осуществляется благодаря утюгам с терморегулятором. При изготовлении одежды из различных материалов в промышленности широко используются утюги со спирально-трубчатыми нагревательными элементами. Трубчатый нагревательный элемент обеспечивает быстрый и равномерный нагрев гладильной поверхности утюга до температуры 0...250°С, с помощью терморегулятора поддерживается необходимая температура. При выполнении различных операций применяют утюги, отличающиеся друг от друга массой, размерами и мощностью.
Декатиры применяют для обработки ткани паром в целях ее уплотнения, увеличения мягкости и предотвращения усадки в процессе обработки и эксплуатации.
Для повышения производительности труда и улучшения качества обработки изделия при выполнении влажно-тепловых работ применяют различные приспособления: колодки, пульверизаторы и проутюжильники.
Колодки (рис. 44) используют при работе с ручными утюгами. Их формы и размеры должны соответствовать характеру выполняемых на них операций. Для выполнения отдельных операций при работе с определенными материалами применяют колодки, покрытые сукном.
Увлажнители ткани – пульверизаторы – работают как от водопроводной сети, так и от специального бочка с насосом.
Рис. 43 Утюг
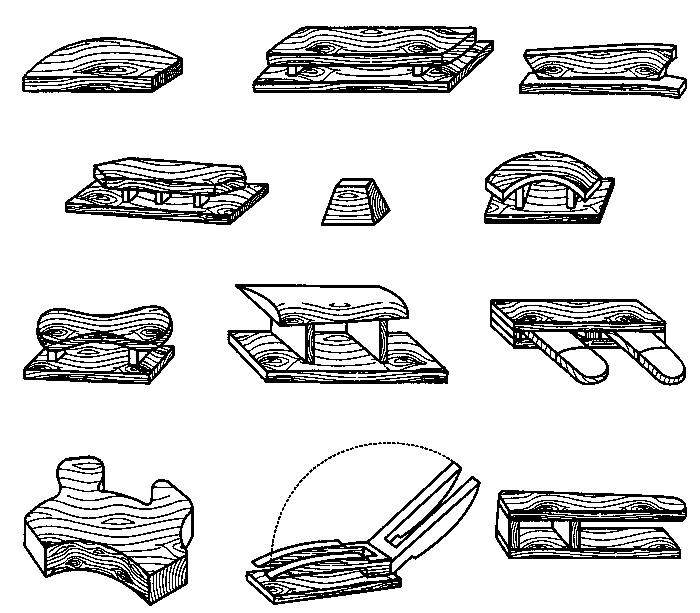
Рис. 44 Колодки