

2.3 Обработка мелких деталей
В пальто, костюмах, платьях и других изделиях верхней одежды применяют различные отделочные детали, разнообразие которых зависит от модельных особенностей, назначения изделия, вида материала.
Как правило, эти детали обрабатывают заранее перед соединением их с изделием и поэтому относят к процессу предварительной обработки (заготовке) деталей. Отделочные детали обрабатывают различными видами швов – стачными, накладными, обтачными, окантовочными.
Рассмотрим обработку отделочных деталей по технологической сходности, разделив их на группы:
клапаны, паты, листочки, погоны, хлястики, пояса, шлевки;
детали накладных карманов, вставки, кокетки;
вытачки, подрезы;
воланы, сборки, баски, рюши, тесьма, отделочные полоски; буфы, аппликации, вышивки.
Клапаны, паты, листочки, погоны, хлястики, пояса, шлевки
Клапаны, паты, листочки, погоны, хлястики, пояса, шлевки в зависимости от назначения модели, вида материала и т. п. могут иметь различную конструкцию и в зависимости от этого различные способы обработки. Эти детали могут быть с подкладкой (из основной ткани, подкладочной, жесткой, полужесткой) и цельнокроеными.
Отделочные детали в пальто, пиджаках, куртках и т. д. чаще всего изготовляют на подкладке из подкладочной ткани, в платьях, блузках, юбках – на подкладке из основной ткани или цельнокроеными. Эти детали могут быть без прокладок и с прокладками – ткаными и неткаными, клеевыми и неклеевыми, с кромками (в листочках) или без них.
Детали в готовом виде должны быть формоустойчивыми, иметь хорошо обработанные тонкие края, парные детали должны быть симметричными, с ровными отделочными строчками, параллельными сторонами, при обработке обтачными швами кант должен быть выполнен из верхней детали и т. п.
Детали с мягкой подкладкой обрабатывают обтачными швами (мелкие унифицированные детали – на полуавтоматах типа 570 кл. ПМЗ), с жесткой подкладкой (корсажная лента, искусственная кожа и пр.) – накладными краевыми швами с открытым и закрытым срезами.
При изготовлении деталей на подкладке обтачными швами их выкраивают ýже деталей из основной ткани на 4 – 6 мм в зависимости от толщины ткани. Это необходимо для образования канта из основной ткани по контуру детали. Основную деталь выкраивают с соблюдением необходимого расположения нитей основы (чаще всего в клапанах, листочках поперек детали), а детали подкладки в этом случае выкраивают с направлением нитей основы вдоль детали.
Разное расположение нитей основы на основной детали и на подкладке препятствует растяжению детали в процессе обработки и в носке. В тканях с рисунком в полоску или ярко выраженную клетку рисунок на мелкой детали должен совпадать с рисунком на сопряженной детали изделия, например клапана и переда. В этих случаях детали выкраивают с учетом подгонки их по рисунку.
Клеевые прокладки соединяют с деталями на прессах. Срезы прокладок должны входить в швы соединения деталей не менее чем на 1 – 2 мм (рис. 53, а) или закрепляться при прокладывании отделочных строчек (рис. 53, б).
Неклеевую прокладку соединяют с деталями при обтачивании их срезов (клапан, пата, листочка и др.), располагая ее со стороны изнанки основной детали (рис. 53, в).
б в г
Рис. 53. Закрепление прокладок в деталях:
а, б – клеевых; в, г – неклеевых
Прокладку можно настрочить на нижнюю часть детали, располагая ее по линии перегиба и прокладывая строчку на расстоянии 1 – 2 мм от среза прокладки (рис. 53, г).
К р о м к у прокладывают с небольшим натяжением по краям деталей, подвергающихся в процессе носки большим растягивающим усилиям (края деталей, оформляющие вход в карман).
Клеевую кромку прокладывают с помощью утюга по перегибу со стороны изнанки нижней части детали (рис. 54, а). На толстых тканях кромку прокладывают по изнанке верхней части детали (рис. 54, б). Неклеевую кромку настрачивают на расстоянии 1 – 2 мм от края кромки по изнанке нижней части детали (рис. 54, в).
Обработку деталей на подкладке обтачными швами рассмотрим на примере клапана. Унифицированные к л а п а н ы верхней одежды обрабатывают на полуавтомате типа 570 кл. ПМЗ. Модификации полуавтомата применяют для обтачивания клапанов карманов мужского пальто, закругленных манжет сорочки, воротников детского платья, клапанов костюма для мальчиков, хлястиков мужских брюк и других деталей из разных тканей и с прокладками. Замена кассет дает возможность обработки деталей разной конфигурации.
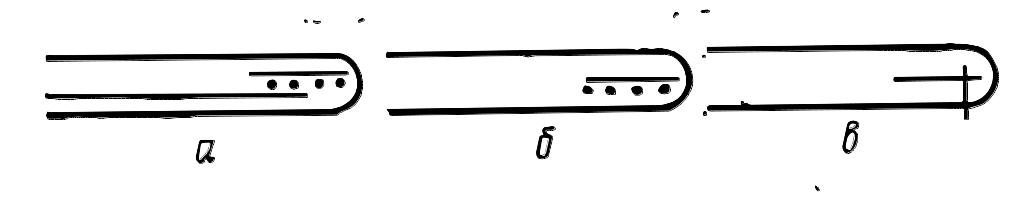
Рис. 54 Прокладывание кромок
а, б – клеевых по нижней детали; в – неклеевых по нижней детали
При обработке клапана на полуавтомате последовательно в первую часть спаренной кассеты укладывают подкладку лицевой стороной вверх, затем основную деталь клапана лицевой стороной вниз. Для обеспечения посадки клапана в углах при обтачивании предварительно на подкладку опускают две пластины, поднимающие клапан по углам.
При работе полуавтомата кассета непрерывно перемещается под иглой, нож обрезает неровности срезов, оператор укладывает очередные детали на вторую симметричную часть кассеты. Ширина шва обтачивания 5 – 6 мм, детали снимаются с полуавтомата цепочкой.
Припуски шва в углах подрезают. Вывертывание и приутюживание клапана с образованием канта выполняют на прессе с раздвижными шаблонами, на которых выправляют кант.
В период прессования исполнитель надевает на шаблон второй клапан.
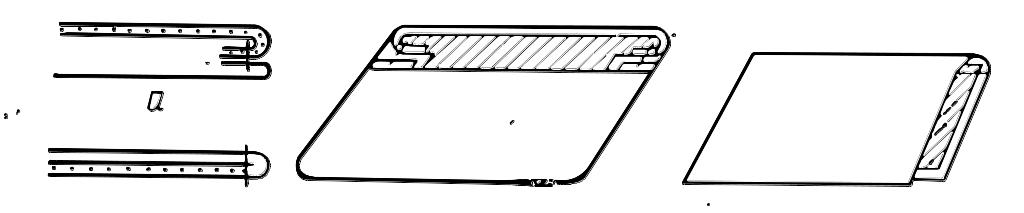
Обработку клапана и других деталей, выполняемых обтачными швами (хлястиков, пат, широких шлевок, листочек и пр.) можно производить и на стачивающей машине (рис. 55, а,б).
Клапан 1 и подкладку клапана 2 складывают лицевыми сторонами внутрь, совмещая срезы, и обтачивают по подкладке швом шириной 5 – 7 мм строчкой 3, посаживая клапан в углах на 1,5 – 3 мм в зависимости от толщины сшиваемых материалов.
После обтачивания клапан в углах подрезают, оставляя шов шириной 2 – 3 мм, вывертывают на лицевую сторону с помощью шаблона, выправляя кант и углы, и заутюживают со стороны подкладки.
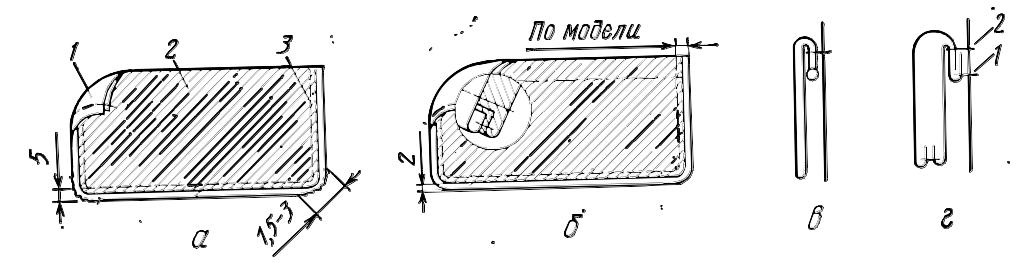
Рис. 55 Обработка клапана последовательным способом:
а – обтачивание; б – прокладывание отделочной строчки; в – соединение отделочного клапана с деталью стачным швом; г – соединение отделочного клапана с деталью настрочным швом
Если моделью предусмотрена отделочная строчка (две строчки), ее выполняют со стороны верхней детали с помощью направляющей линейки.
Если клапан обрабатывают без последующего заутюживания или выметывания канта, то отделочную строчку выполняют по изнанке клапана (со стороны подкладки) для обеспечения ровноты канта.
Линию притачивания клапана к основной детали наносят по подкладке с помощью специальной линейки или лекала.
В изделиях из тонких и средней толщины тканей клапан (листочка, пояс, хлястик и др.) может быть цельнокроенным с подкладкой. В этом случае его перегибают лицевой стороной внутрь, уравнивая срезы, и обтачивают по боковым сторонам, затем подрезают и выправляют швы, заутюживают, располагая шов обтачивания на сгибе детали.
Клапан (листочка, пата, погон), который не является составной частью кармана, а является лишь отделочной деталью, соединяют с изделием стачным или настрочным швом. В первом случае внутренний срез обметывают на специальной машине, во втором – подкладку выкраивают шире на 5 мм, выпуская ее за линию притачивания. Это необходимо, чтобы при соединении клапана с изделием закрыть припуск шва притачивания клапана. При этом сначала притачивают к изделию припуск подкладки строчкой 1, затем основную деталь строчкой 2 (рис. 55, в, г).
Варианты обработки клапанов даны на рис. 56.
Клапаны, листочки, хлястики, пояса и другие детали могут иметь отделки кантом, оборкой, кружевами, могут быть окантованы тесьмой или полоской ткани. Края деталей обрабатывают на машинах с приспособлением для прокладывания канта, канта со шнуром, с применением окантовывателей для подачи тесьмы или полоски, выполнения сборок при притачивании кружев, оборок и совмещения их со срезами обрабатываемых деталей.
Возможно и последовательное изготовление детали с отделкой. В этом случае отделку притачивают к лицевой стороне подкладки детали, совмещая срезы. Затем складывают основную деталь с подкладкой лицевыми сторонами внутрь и обтачивают по подкладке, совмещая строчки.
Л и с т о ч к а оформляет нижнюю (переднюю) часть разреза кармана и несет значительные нагрузки в процессе носки изделия, поэтому листочки изготовляют с прокладками (клеевого или ниточного крепления) или с кромками (например, в пальто из толстых тканей). В листочки жилета, платья прокладки и кромки можно не прокладывать.
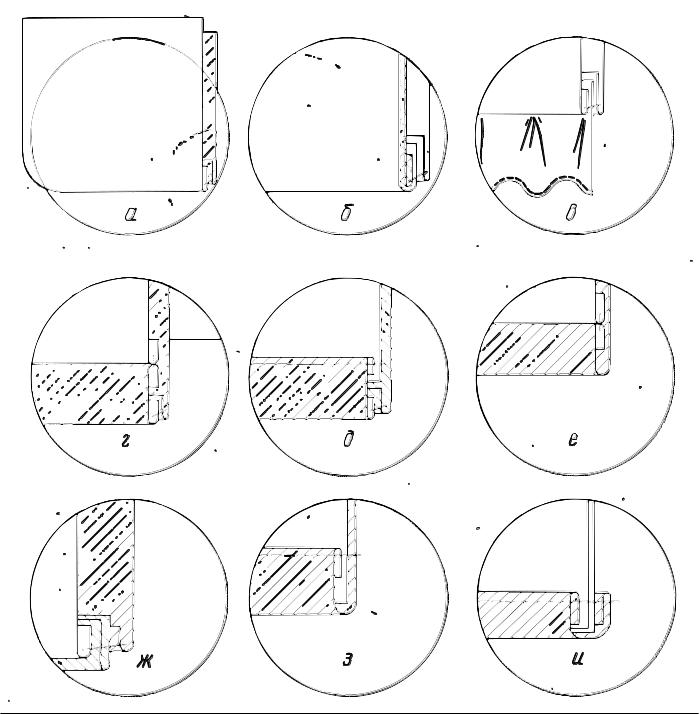
Рис. 56 Варианты обработки клапанов:
а – обтачивание; б – обтачиванне с прокладкой; в – обтачивание с отделочной оборкой; г – обтачивание с отделочной полоской, притачанной по нижнему срезу клапана; д – обтачивание с отделочной полоской, настроченной по нижнему срезу клапана; е – притачивание материала подкладки как отделочной полоски к нижнему срезу клапана и обтачивание боковых срезов клапана; ж – обработка обтачным швом с кантом; з – окантовывание подкладкой; и – окантовывание двойной полоской
Листочки могут быть из двух частей (на подкладке) или цельнокроеные, с настрачиваемыми или втачными (цельнокроеные) концами. Листочки с втачными концами дублируют клеевой прокладкой и заутюживают по сгибу (рис. 57, a).
Листочки с подкладкой можно обрабатывать с отделками аналогично клапану, обтачивая деталь листочки по боковым и верхнему срезам. Если листочку соединяют с изделием стачным швом, то строчку обтачивания и настрачивания не доводят на 7 – 10 мм до нижнего среза, отгибая при этом подкладку.
Цельнокроеную листочку с настрачиваемыми концами обтачивают только по боковым срезам (рис. 57, б).
П о я с а по ширине могут быть узкие и широкие, по жесткости – мягкие, полужесткие и жесткие, по конструкции – цельнокроеные (одна деталь) и на подкладке (из основной или подкладочной ткани). Последовательность изготовления пояса включает операции по обработке концов, соединению срезов составных деталей и окончательной отделке пояса (прокладывание отделочных строчек, прикрепление пряжек). В зависимости от конструкции пояса последовательность этих операций может меняться.

Рис. 57 Обработка листочек:
а – соединение клеевой прокладки с листочкой с втачными концами;
б – обтачивание боковых сторон листочки с настрочными концами.

Рис. 58 Обработка пояса на двухигольной машине с подачей деталей с рулона (а); обработка конца пояса (б)
Обработку пояса и хлястиков (определенной ширины) на подкладке можно выполнить также краевыми швами с закрытыми срезами на двухигольной машине с приспособлениями, применив рулонное питание (рис. 58, а).
При обработке на двухигольной машине нижнюю и верхнюю части пояса, хлястиков, погон заправляют в направители и соединяют по продольным сторонам, подгибая срезы внутрь.
Ширина детали в готовом виде 22 мм (или 38 мм), расстояние между строчками 19 мм (или 28 мм). Конец оформляют уголком. Для этого высекают подкладку детали на расстоянии от конца, равном половине ее ширины плюс 5 – 7 мм. Конец складывают лицевой стороной внутрь вдоль детали и стачивают швом шириной 7 мм. Шов раскладывают (разутюживают), высекают концы припуска на уголок и вывертывают. Отлетной край угла настрачивают на деталь тройной обратной строчкой или закрепляют на специальной машине так, чтобы не были видны концы швов (рис. 58, б). В изделиях из тонких тканей отлетной край угла пояса может быть закреплен при обметывании петли.
При обработке изделий из толстых тканей детали складывают вдвое по длине лицевой стороной внутрь и стачивают швом шириной 5 – 7 мм. Шов разутюживают, располагая его посередине длины детали (рис. 59, а,б). Конец детали (уголок) обтачивают швом шириной 3 – 5 мм. Высекают припуски шва на конце, вывертывают с помощью приспособления, приутюживают. В изделиях из легких тканей срезы отделочных деталей обтачивают швом шириной 3 – 5 мм (рис. 59, в), располагая его по краю детали, или настрачивают на машине со спецприспособлением для подгибания срезов внутрь (рис. 59, г), а также краевым накладным швом с закрытыми срезами.
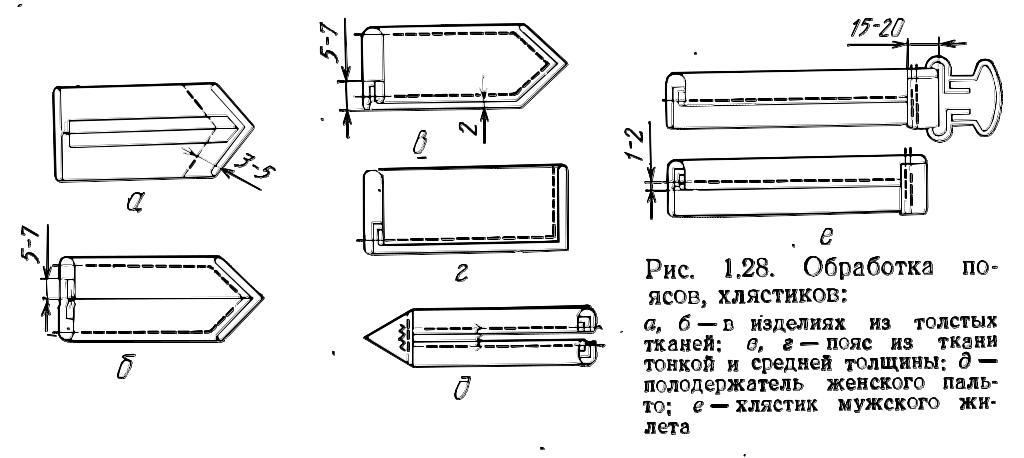
Рис. 59 Обработка поясов, хлястиков:
а, б – в изделиях из толстых тканей; в, г – пояс из ткани тонкой и средней толщины; д – полодержатель женского пальто; е – хлястик мужского жилета
Х л я с т и к и в мужских жилетах и полодержатели в женских пальто обрабатывают из долевых полосок ткани соединительным накладным швом с закрытым срезом, проходящим посередине вдоль детали. Конец детали застрачивают швом вподгибку с закрытым срезом, на конец хлястика надевают пряжку (рис. 59, е, д).
В женских платьях и блузках применяют п о г о н ы, их изготовляют с неклеевой прокладкой. Основную деталь погона перегибают пополам вдоль детали и стачивают ее конец, подкладывая под строчку прокладку в направлении, перпендикулярном направлению основной детали, так, чтобы ее острый угол был совмещен с линией перегиба основной детали (рис. 60, а). Строчку прокладывают посередине прокладки на расстоянии 5 – 7 мм от среза уступа основной детали. Угол вывертывают, отгибая припуск шва стачивания уступа в одну сторону (рис. 60, б). Затем основную деталь погона стачивают по длине, перегнув предварительно лицевой стороной внутрь (рис. 60, в). Погон вывертывают, распрямляя шов стачивания, и проутюживают (рис. 60, г).
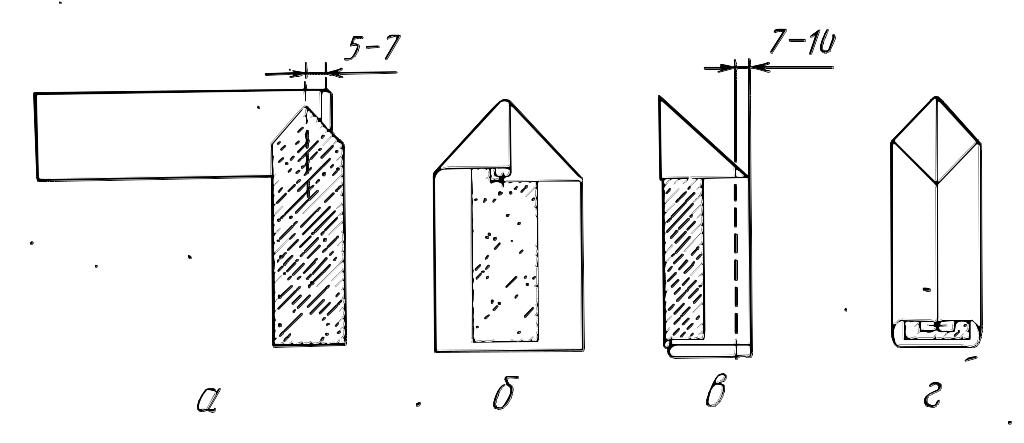
Рис. 60 Обработка погонов с мягкой прокладкой
Ш л е в к и могут быть широкие (на подкладке и без подкладки) и узкие. Шлевки на подкладке, так же как и клапан, обтачивают по двум боковым сторонам (рис. 61, а). Широкие шленки без подкладки обрабатывают стачным швом с последующим разутюживанием и вывертыванием (рис. 61, б); узкие – накладным швом с открытыми или закрытыми срезами (рис. 61, в, г), швом встык клеевым или ниточным способом.
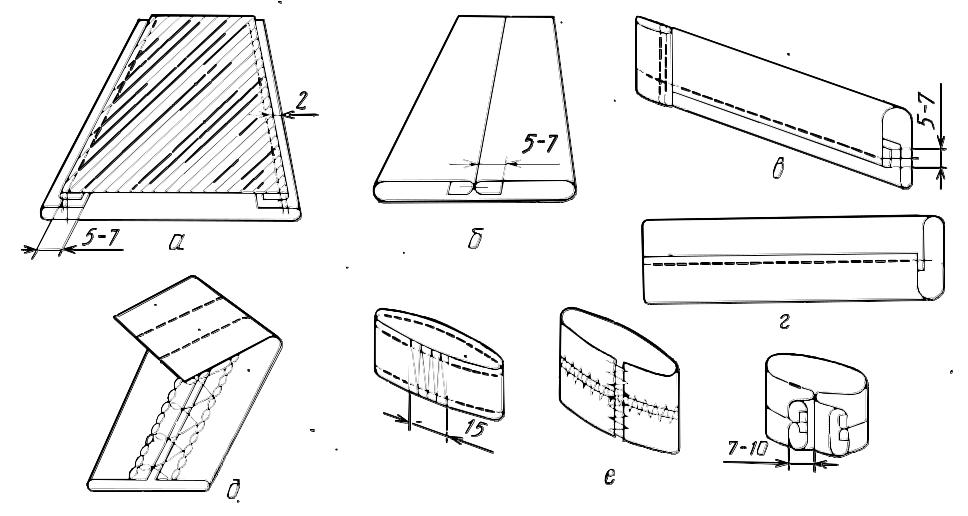
Рис. 61 Обработка шлевок широких с подкладкой (а), широких без подкладки (б), узких (в, г, д) и надеваемых на пояс (е)
Наиболее производительной является обработка узких шлевок ниточным способом с применением двухигольной машины 3076-1 кл. ПМЗ. В этом случае для изготовления шлевки можно использовать межлекальные отходы (заготовки), которые заправляют в спецприспособление лицевой стороной вверх, обрабатывая шлевку с одновременной обрезкой срезов заготовки (рис. 61, д). Закрепление концов шлевок, не соединенных с изделием, показано на рис. 61, е.