

2.2 Обработка прокладочных деталей Обработка бортовой прокладки
Назначение бортовой прокладки – сохранение в процессе носки изделия формы переда, приданной им при обработке, обеспечение устойчивости бортов, прочности пришивания фурнитуры и закрепления карманов.
Для изготовления бортовой прокладки применяют материалы, хорошо поддающиеся формованию, устойчивые к физическим нагрузкам, воздействию влаги, пара и веществ, применяемых при химической чистке изделий.
В соответствии с рекомендациями типовой технической документации, разработанной ЦНИИШП на различные виды верхней одежды (костюм мужской, пальто мужское и женское), ассортимент прокладочных материалов (с клеевым покрытием или без него) включает прокладочные ткани, содержащие вискозные, лавсановискозные, льнолавсановые, хлопчатобумажные волокна в основе и полиамидные мононити или волос в утке и т. п., а также нетканые полотна (прокламилин, флизелин и др.).
Конструкция и способы обработки бортовых прокладок разнообразны и зависят от вида изделия (пиджак, пальто мужское, женское, детское), модели (пальто с застежкой до верха или с лацканами), вида применяемых материалов, а также наличия на переде дублирующей прокладки.
Дублирование переда прокладкой в настоящее время получило широкое распространение и практически применяется во всех видах изделий, изготовляемых из материалов, подвергающихся влажно-тепловой обработке.
В пальтовых изделиях дублирующая прокладка, как правило, обеспечивает формоустойчивость переда. В отдельных моделях изделий в соответствии с техническим описанием на модель при дублировании в области груди или плечевого по- яса ставят дополнительные клеевые прокладки.
В мужских пиджаках, а иногда и в мужских пальто дублирующая прокладка не обеспечивает необходимой устойчивости и жесткости переда, поэтому в этих изделиях, кроме дублирующей прокладки, применяют дополнительные детали, составляющие пакет бортовой прокладки.
В соответствии с «Типовой технической документацией по конструированию, технологии изготовления, организации производства и труда, основным и прикладным материалам, применяемым при изготовлении мужских костюмов», разработан- ной ЦНИИШП, в зависимости от модели, категории качества и принадлежности к полнотно-возрастной группе пакет бортовой прокладки пиджака может состоять из двух, трех или четырех слоев, т. е. набора унифицированных деталей (показанных на рис. 45, а: первого слоя (деталь 1); второго (деталь 2) и третьего слоя (деталь 3) пакета (плечевой накладки) и волосяной прокладки 4. Перечисленные детали могут быть выкроены из материала с клеевым покрытием или без него, от чего будет зависеть способ обработки бортовой прокладки.
Детали пакета бортовой прокладки мужского пальто аналогичны по назначению соответствующим деталям пиджака, видоизменяется только форма деталей с учетом особенностей конструкции этого вида изделий (рис. 45, б, детали 1 – 3). В моделях изделий с отворотами лацканов прокладка в лацкан может быть отрезной (деталь 4) и выкраивается из материала с клеевым покрытием.
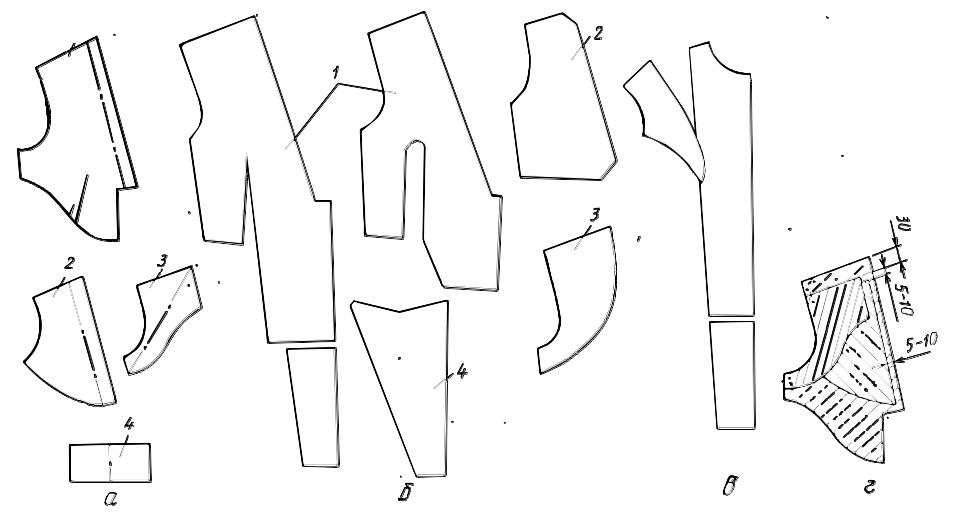
Рис. 45 Обработка бортовой прокладки
В отдельных случаях с учетом вида материала и модельных особенностей изделия допускается применение неклеевой бортовой прокладки без дублирования деталей переда изделия.
Типовая техническая документация на изготовление женских пальто рекомендует конструкцию бортовой прокладки, показанную на рис. 45, в.
Обработка бортовой прокладки заключается в обработке вытачек, соединении составных деталей, т, е. сборке бортовой прокладки и формовании прокладки. Выполняется это клеевым или ниточным способом.
Надставки и разрезные вытачки соединяют накладным швом с открытым срезом или швом встык. При соединении клеевым способом это выполняется с помощью клеевой паутинки или пленки (накладной шов) или отрезка клеевой кромки (шов встык). При соединении ниточным способом срезы деталей соединяют на стачивающей машине или на машине зигзагообразной строчки. Шов встык рекомендуется применять при соединении деталей бортовой прокладки в изделиях из тонкой ткани во избежание пролегания швов через ткань верха.
Сборка многослойной бортовой прокладки клеевым способом производится на прессе со специальными подушками отдельно для левой и правой частей переда. Детали бортовой прокладки, имеющие клеевое покрытие, укладывают по разметкам (наколам и надсечкам) в следующем порядке: первый слой бортовой прокладки, волосяная накладка, второй слой бортовой прокладки, плечевая накладка (рис. 45, г). Некоторые из этих деталей могут отсутствовать, что обусловливается техническим описанием на модель. При наличии второго слоя бортовой прокладки волосяная накладка может быть без клеевого покрытия. Плечевая накладка может располагаться и под вторым слоем бортовой прокладки. Если плечевые срезы переда и спинки изделия стачивают с бортовой прокладкой, то для уменьшения толщины шва плечевые срезы второго и третьего слоя прокладки смещают на 30 – 35 мм относительно плечевого среза детали первого слоя пакета бортовой прокладки. Одновременно со сборкой производится формование бортовой прокладки.
Составные части пакета бортовой прокладки можно предварительно (до сборки на прессе) соединить на стачивающей машине или машине зигзагообразной строчки, прокладывая эту строчку по центру выпуклости груди.
В моделях изделий с лацканами отрезная клеевая прокладка в лацкан в сборке бортовой прокладки не участвует. Ее настрачивают на срез бортовой прокладки накладным швом шириной 10 мм после формования прокладки или приклеивают непосредственно к переду после соединения с полочкой бортовой прокладки.
Неклеевую бортовую прокладку формуют на прессе со специальными подушками, придавая прокладке выпуклую форму в области груди и приутюживая остальные участки прокладки.
В женских изделиях с непритачанной по низу подкладкой внутренние срезы неклеевой бортовой прокладки обметывают на участке длиной 40 – 50 см от низа в изделиях для взрослых и 25 – 30 см в детских.
Из рассмотренных способов сборки бортовых прокладок наиболее эффективным является клеевой, при котором операции выполняются параллельным методом, что ведет к сокращению трудовых затрат и повышению производительности труда. К качеству обработки бортовых прокладок предъявляются большие требования, так как, являясь каркасом изделия, бортовая прокладка во многом определяет товарный вид изделия, надежность, долговечность его формы. Клеевые соединения более формоустойчивые по сравнению с ниточными.
Работы по совершенствованию способов обработки бортовых прокладок ведутся в следующих направлениях: дальнейшая унификация деталей и совершенствование конструкции, уменьшение количества швов и многослойности; применение новых видов прокладочных материалов – многозональных, позволяющих совмещать обработку бортовых прокладок с дублированием переда.