

Дублирование деталей
Применение клея при изготовлении одежды позволяет использовать параллельный и параллельно-последовательный метод обработки деталей и узлов. Использование этих методов дает возможность значительно повысить производительность труда по сравнению с ниточными способами соединения деталей, улучшить качество выполнения операций.
На качество выполнения клеевых соединений влияют: температура гладильной поверхности, удельное давление на обрабатываемую деталь, продолжительность воздействия тепла и давления, вид клея и вид клеевого покрытия, нанесенного на ткань, вид склеиваемой ткани, количество влаги, используемой для увлажнения детали перед склеиванием.
В настоящее время для изготовления одежды применяются самые разнообразные ткани с различным содержанием натуральных и химических волокон, с различными переплетениями и плотностью нитей. Поэтому для определенных видов тканей должны устанавливаться свои режимы склеивания (соответствующие температура, давление, время воздействия тепла и давления, влажность), которые также зависят и от марок оборудования для склеивания, применяемого на конкретных предприятиях. Режимы склеивания определяют в лабораториях швейных предприятий для каждого вида ткани, учитывая многослойность пакета подвергаемого действию влажно-тепловой обработки, применяемой при склеивании.
Особенности обработки клеевыми прокладочными материалами деталей пальто, курток, пиджаков, жакетов. Для предохранения от растяжения срезов деталей по пройме, горловине, а также по низу спинки (со стороны припуска на подгиб спинки) прокладывают кромку или полоску клеевого прокладочного материала, вырезанную по форме срезов. В качестве прокладочных материалов применяют ткани с нерегулярным точечным покрытием клеевым порошком П-54. Прокладки должны входить в швы соединения деталей.
Клеевую
прокладку в шлицу располагают на 10 мм
за линию перегиба
(рис. 46, а).
По низу
прокладывают кромку шириной 10–15 мм
или прокладку, которая должна быть уже
припуска на подгиб низа на 10–15 мм
(рис. 46, б).
По срезам проймы
и горловины спинки прокладывают кромку
или полоску прокладочного материала,
выкроенную по форме срезов шириной
30–35 мм.
Для предохранения
края карманов от растяжения в месте
разреза
входа в карман с изнаночной стороны
переда прокладывают клеевой
долевик. Его располагают так, чтобы
линия разреза 1
(рис. Б, а)
входа в
карман находилась посередине долевика.
В некоторых случаях вместо долевика
по
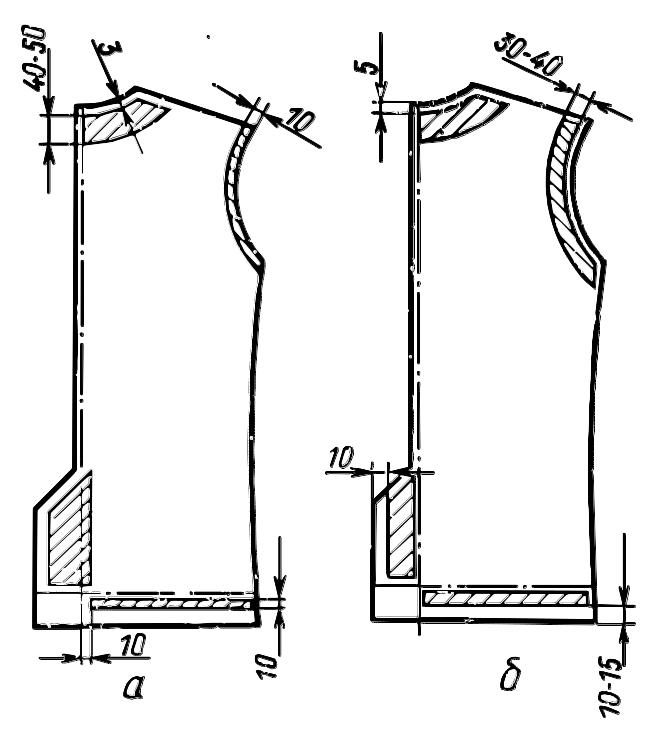
Рис. 46 Варианты
расположения клеевых прокладок в
шлице, по припуску
на подгиб низа спинки, по срезам проймы
и горловины
краям предполагаемого разреза 1 входа в карман прикрепляют кусочки клеевой ткани 2 (рис. 47 б).
 При
обработке накладных карманов в изделиях
из тяжелых тканей прокладку для карманов
изготовляют в виде полоски шириной
40–60 мм, при этом необходимо, чтобы
клеевая полоска совпадала со срезом
верхней части кармана
При
обработке накладных карманов в изделиях
из тяжелых тканей прокладку для карманов
изготовляют в виде полоски шириной
40–60 мм, при этом необходимо, чтобы
клеевая полоска совпадала со срезом
верхней части кармана


 (рис. 47 в).
В изделиях
из тонких тканей прокладку выкраивают
по форме детали накладного кармана,
оставляя припуск на шов по контуру
основной ткани (рис. 47, г).
(рис. 47 в).
В изделиях
из тонких тканей прокладку выкраивают
по форме детали накладного кармана,
оставляя припуск на шов по контуру
основной ткани (рис. 47, г).

 Прокладка
с клеевым покрытием, проложенная по
участку оката рукава (рис. 48, а),
значительно
повышает ее несминаемость. Этот участок
оката рукава, выкроенный под углом,
близким к 45°, при втачивании в пройму
легко и равномерно посаживается на
необходимую величину, имеет красивый
внешний вид.
Прокладка
с клеевым покрытием, проложенная по
участку оката рукава (рис. 48, а),
значительно
повышает ее несминаемость. Этот участок
оката рукава, выкроенный под углом,
близким к 45°, при втачивании в пройму
легко и равномерно посаживается на
необходимую величину, имеет красивый
внешний вид.
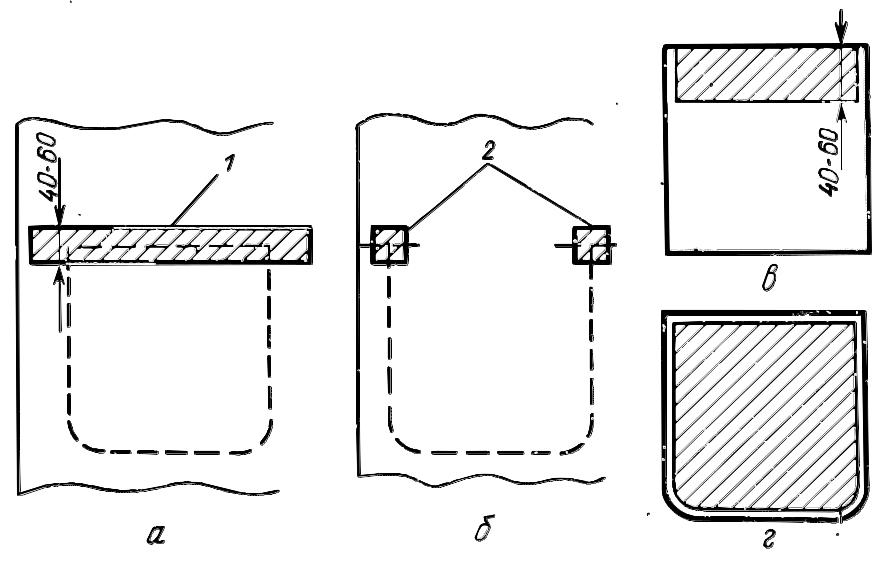
Рис. 47 Закрепление срезов входа в карман:
а, б – прорезного; в, г – накладного
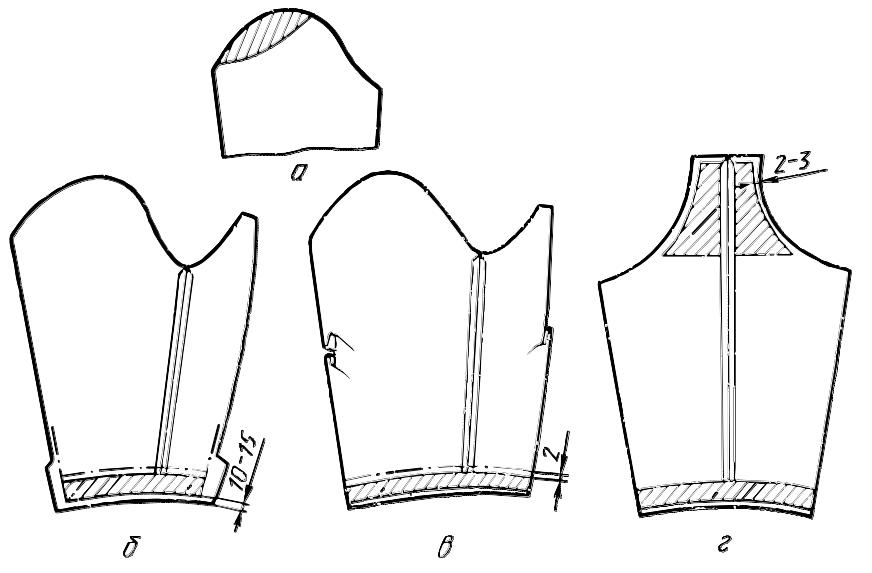
Рис. 48 Обработка рукава прокладками
Для сохранения формы и придания большей упругости прокладку в низ рукавов располагают со стороны припуска на подгиб по ширине припуска или шире него. Срезы прокладки могут не доходить до нижнего среза на 10–15 мм (рис. 48, б), а до линии перегиба низа рукава – на 2 мм (рис. 48, в). В рукавах покроя реглан прокладку приклеивают также в верхней части рукава (рис.48 г).
Для улучшения внешнего вида изделий и увеличения срока носки применяют так называемое фронтальное дублирование – соединение основных (крупных) деталей одежды (например, переда пальто, пиджаков, плащей, курток) с клеевыми прокладками по всей поверхности детали или ее части.
Дублирование деталей выполняют на прессах периодического или непрерывного действия.
К прессам периодического действия относятся прессы различных марок: фирмы «Майер» (ФРГ) – ANT-1690-7; фирмы «Паннония» – Cs-371 KMH-1+32-36A-956A с программным механическим управлением и Cs-371 KHE+32-36+956А с электронным управлением, которое позволяет заложить в память до 10 программ; объединения «Текстима» – 19102F и 19102F-1, по принципу действия аналогичные прессам фирмы «Паннония», которые работают на пяти программах. К прессам непрерывного действия (проходного типа) относятся прессы фирм «Майер», «Каннегиссер» (ФРГ). Прессы применяют для дублирования деталей мужских сорочек и изделий из тканей пальтово-костюмной группы.Для деталей, имеющих криволинейную поверхность применяют пресс модели «Мультистар» RPS-1400.
Аналогично прессам типа «Мультистар» фирмой «Паннония» разработан пресс ПФС-1000. На этом прессе совмещаются операции склеивания и одновременного формования переда пальто и пиджаков.
Для дублирования воротников и манжет мужских сорочек применяется пресс PFS-600 УМОВ (Чехословакия)
Наиболее удобным но конструкции и выполняющим процесс дублирования без предварительного скрепления прокладки с деталью является пресс VH-60Q фирмы «Каннегиссер» (ФРГ) .
Для сохранения формы и придания большей упругости подбортам, кокеткам, клапанам, листочкам, накладным карманом, хлястикам, патам, поясам и другим деталям используют клеевые прокладочные материалы. В зависимости от свойств обрабатываемых материалов прокладки в деталях могут располагаться по всей поверхности или только на отдельных участках. Прокладки в верхнем и нижнем воротниках пальто, пиджаков, плащей располагают по всей детали или по отлету, стойке и концам (рис. 49, а).
В нижних воротниках с отрезной стойкой, соединенных с изделием накладным швом, прокладку располагают на расстоянии 2 мм от среза раскепа, 7 мм – от среза стойки и 10 мм – от среднего среза (рис. 49, б). В нижнем воротнике может быть предусмотрена дополнительная прокладка в уголках (рис. 49 в).
Прокладку верхнего воротника прокладывают в уголках от среза отлета на расстоянии 12 мм, от среза раскепа – 10 мм и среза стойки –12 мм (рис. 49, г).
Рис. 49 Дублирование прокладками деталей верхнего и нижнего воротников пальто, пиджаков, плащей
Н
С целью увеличения
жесткости и формоустойчивости переда
могут быть обработаны с дополнительными
накладками в области плеча.
Различные варианты
обработки
клеевыми прокладочными материалами
переда мужского пиджака представлены
на рис. 51. В мужских пиджаках для
дублирования переда и верхней
отрезной и боковой частей применена
клеевая прокладка из нетканого
нитепрошивного полотна, лацканы
дополнительно дублированы вторым
слоем нетканого полотна (рис. 51, а).
После стачивания
боковых срезов перед соединяют с
дополнительным слоем бортовой
ткани. Внутренний срез этого слоя, не
доходящего до линии лацкана на 5 мм,
прикрепляют к переду с
помощью клеевой кромки шириной 20 мм.
В
проймы на участке отрезной
боковой части спинки и по срезу
горловины спинки на расстоянии 5 мм
от срезов прокладывают кромку
шириной 10 мм и закрепляют строчкой
на стачивающей машине.
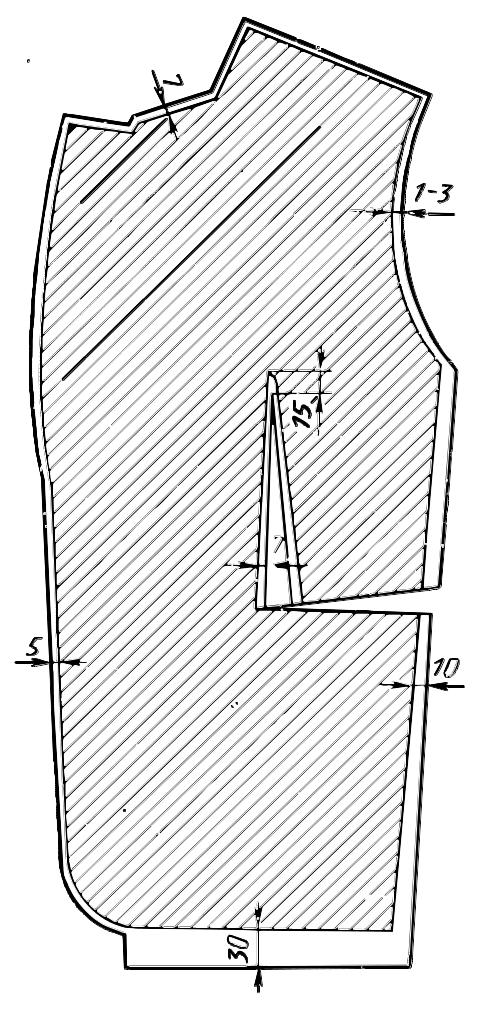
Рис. 50 Расположение
клеевой прокладки на полочке пиджака
В низ изделия и рукавов, в нижний воротник прокладывают прокладку из нетканого полотна с перфорацией, что позволяет фиксировать линию перегиба без предварительной намелки.
На рис. 51, б, в представлены варианты обработки бортовой прокладки переда.
В некоторых конструкциях изделий для повышения устойчивости формы внизу бортов (рис. 51, г) и по срезу горловины спинки (рис. 51, д) прокладывают полоски клеевой бортовой ткани или нетканого материала шириной 30 мм, выкроенные по форме соответствующих срезов.
На приведенных рисунках стрелками обозначены расстояния краев клеевых прокладок от срезов переда.
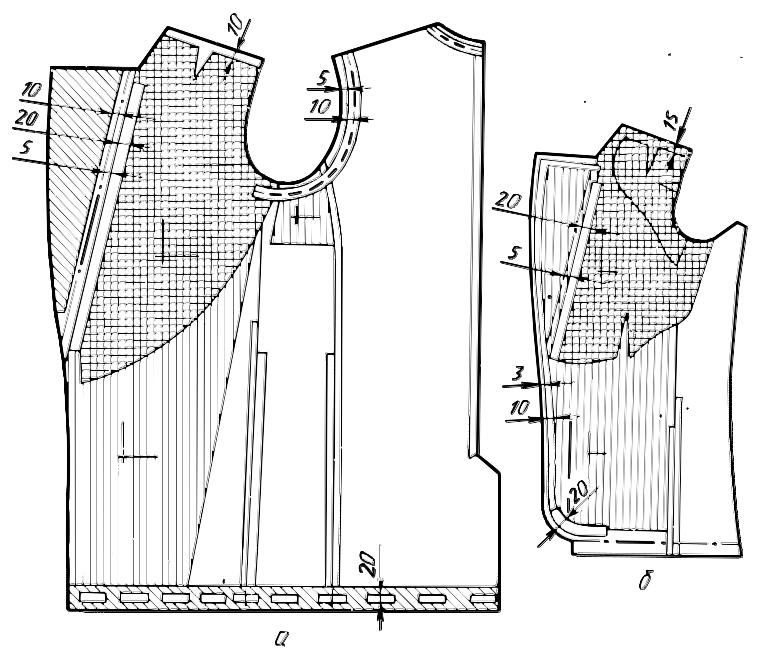
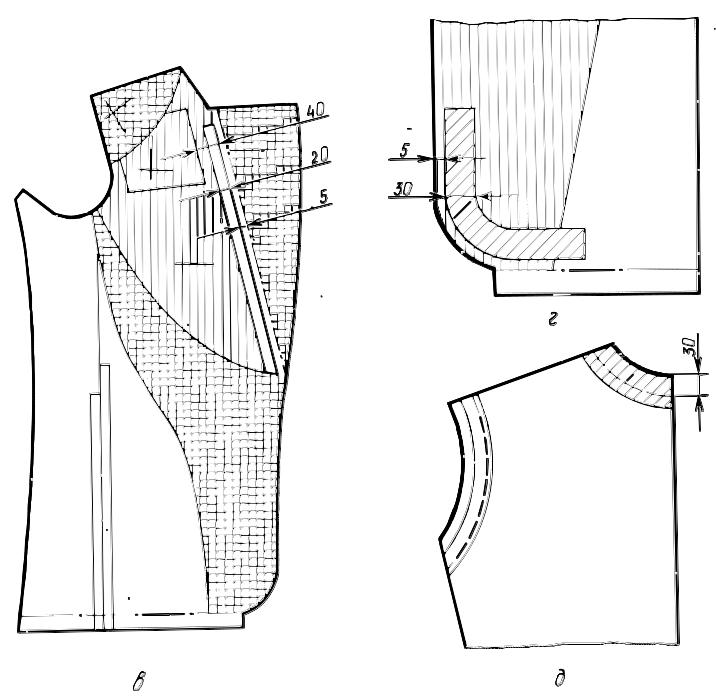
Рис. 51 Варианты
обработки клеевыми прокладочными
материалами переда
мужского пиджака
При фронтальном
дублировании могут быть использованы
прокладочные ткани с многозональным
клеевым покрытием. Особенностью
прокладочных тканей с зональным клеевым
покрытием является
наличие ярко выраженных зон, чаще всего
трех: жесткая 1(рис.
52), переходная (полужесткая) 2,
мягкая 3.
Многозональные
прокладочные ткани имеют сополиамидное
точечное покрытие,
наносимое из порошков или паст.
Основные детали
изделия дублируют прокладками до
стачивания вытачек, притачивания
отрезных боковых частей переда,
обработки карманов и до выполнения
других соединительных швов. Места
расположения неразрезных вытачек и
карманов наносят после дублирования
деталей.
Режимы прессования
для дублирования устанавливают в
зависимости
от вида клеевого материала, вида и
свойства прокладочного
материала.
При
дублировании должно быть обеспечено
выполнение
следующих
требований: правильное расположение
прокладки относительно
срезов
основной
детали; отсутствие заминов, неровностей;
обеспечение
прочности соединения по всей поверхности
(соблюдение
режимов склеивания);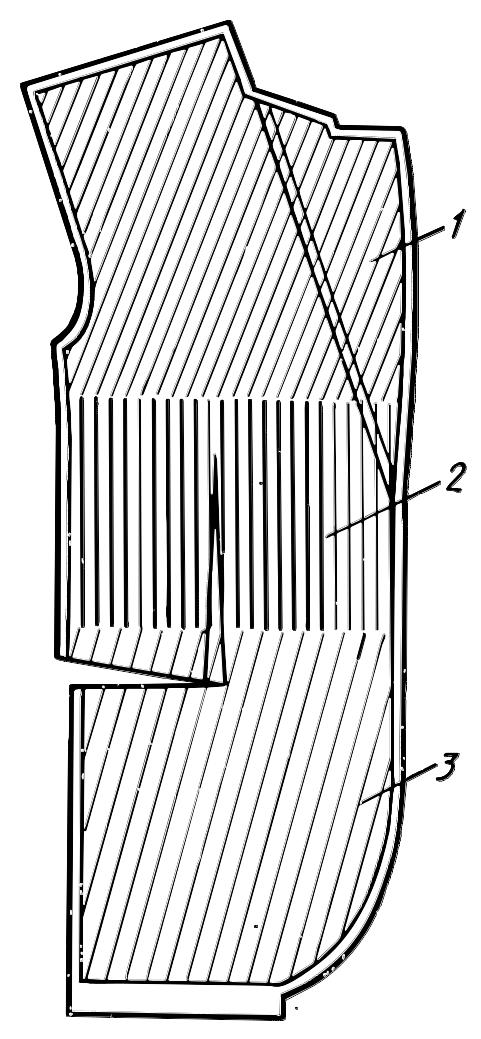
Рис. 52 Зональная
бортовая прокладка переда пиджака
отсутствие скрытых дефектов (уменьшение прочности основной ткани, лас, опалов, отсутствие проникания клеевой массы на лицевую сторону основного материала и т. п.).
Процесс дублирования совершенствуется в направлении создания рациональной конструкции деталей прокладок, технологии дублирования, создания высокопроизводительного оборудования.
Для повышения производительности труда и улучшения качества швейных изделий операции дублирования и формования совмещают. В этом случае дублирование проводят на прессах с объемными подушками.
Установлена возможность повышения формоустойчивости деталей одежды дублированием на объемной поверхности прокладками с клеевым покрытием, нити которых располагаются под определенным углом к нитям основы. Разработан метод формования деталей одежды на объемных подушках вибропресса, применение которого открывает широкие возможности для однопроцессной обработки и сборки переда пальто и пиджаков.