

Закрепление детали в приспособлении
В процессе выполнения операции резания на заготовку действуют большие силы. Чтобы они не изменяли положения детали, ее закрепляют при помощи различных зажимных устройств.
При этом реализуется цель – лишение детали шести степеней свободы.
В общем случае устройство включает в себя три элемента:
- зажимаемая деталь
- трансформирующий элемент
- контактный элемент
Требования к зажимным устройствам:
- не должно нарушаться положение заготовки, что обеспечивается рациональным выбором гнаправления и точек приложения усилия зажима
- зажим не должен деформировать заготовку
- сила зажима должна быть минимально необходимой для достижения цели закрепления
- зажим и раскрепление детали должны выполняться при минимальных затратах силы и времни исполнителя
- простота конструкции, удобство и безопасность в работе
При выборе направления зажимного усилия следует руководствоваться следующими правилами:
- оно должно быть перпендикулярно поверхности установочного элемента, чтобы обеспечить надежный контакт технологической базы с ним
- при базировании по нескольким базам сила зажима должна быть направлена на тот установочный элемент, с которым заготовка имеет большую площадь контакта
- должно совпадать с направлением силы тяжести и результирующей силы
- в точке его приложения не должно появляться изгибающих или опрокидывающих моментов
Расчет усилия закрепления
Решение задачи статики на неизменность положения твердого тела в пространстве под действием внешних сил.
При выполнении операции резания к заготовке приложены следующие силы: сила тяжести, сила резания, сила реакции опоры, сила зажима.
Исходными данными являются: схема базирования заготовки, величина, направление и место приложения усилий, возникающих при обработке, схема закрепления заготовки (направление и точность приложения зажимного усилия).
Для обеспечения надежности закрепления существует коэффициент надежности:
К=Ко.К1.К2.К3.К4.К5.К6
Ко ≈1,5
К1 - состояние базовых поверхностей (при черновой обработке равен 1,2, при чистовой равен 1)
К2 ≈1,2÷1,7 – затупление инструмента (вид обработки и обрабатываемый материал, соотношение составляющих сил резания)
К3=1,2 – учитывает наличие ударной нагрузки (прерывистое резание)
К4 - стабильность сил привода (при ручном равен 1,3, при механизироанном равен 1)
К5 – характеризует удобство работы (1,2 при неудобной)
К6 – учитывает расположение опорных точек при смещении заготовки моментом сил (для точечного контакта равен 1, для неограниченного равен 1,5)
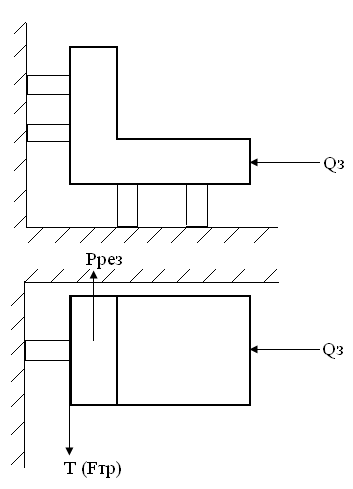
Для упрощения конструкции приспособления и облегчения работы с ним закрепление заготовки происходит в одном направлении, то есть одним общим усилием, независимо от числа степеней свободы, которых необходимо лишить заготовку. При этом неподвижность заготовки обеспечивается силой трения при приложении усилия закрепления. Необходимо, чтобы силы трения о неподвижный установочный элемент были больше сил резания.
Рассмотрим пример

Применительно к телу вращения, деталь закрепляется на оправке
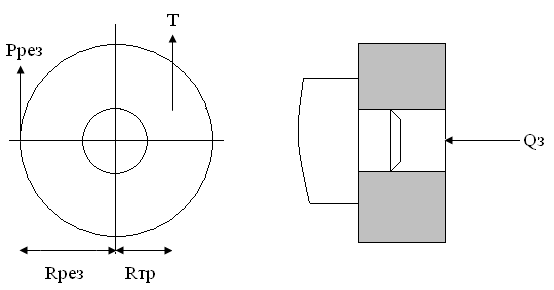
Для токарной обработки неподвижность обеспечивается равенством момента резания и трения.

═════════════════════════════════
Зажимные механизмы
Винтовые
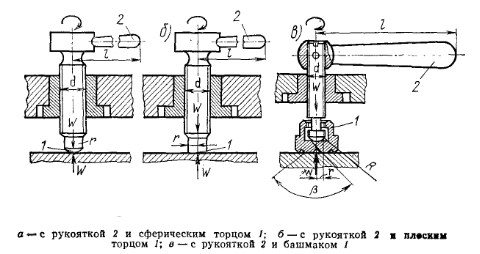

![]()
Разрешается усилие порядка 10 кг.
![]() - диаметр винта
(с=1,4, σ используется от 80 до 100МПа)
- диаметр винта
(с=1,4, σ используется от 80 до 100МПа)
Усилие раскрепеления рассчитывается по той же формуле, но при значениех ρ и f больших на 30÷40%.
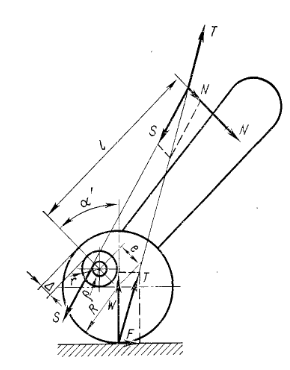
Клиновые
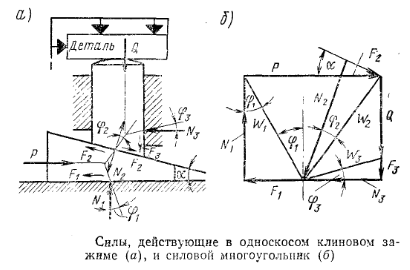
Применение клина позволяет изменять зажимное усилие, изменять его направление.
![]()
ρ и ρ’ – углы трения по наклонной и прямой поверхностям.
Недостаток зажима – большие потери на трение, трение скольжения стараются заменить трением качения.
Эксцентриковые
Источники усилий закрепления
Пневмоцилиндр
Используется энергия сжатого воздуха.
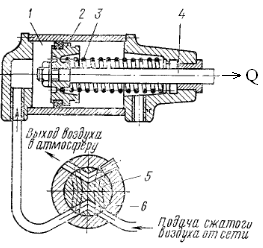
Q – усилие пружины
1 – полость пневмоцилиндра (D)
2 – поршень
3 – пружина
4 – шток (d)

По величине необходимого усилия выбирают диаметр из стандартного ряда (50, 75, 100, 150, 200, 300)
Пневмокамера
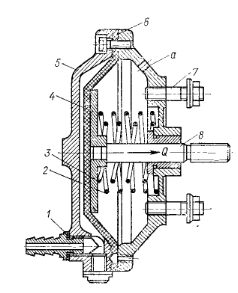
Пневмокамера состоит из корпуса 5 и крышки, между ними винтами зажата тарельчатая резинотканевая диафрагма 6, жестко закрепленная к стальному диску 4, установленному на штоке 8, От распределительного крана сжатый воздух через штуцер 1 поступает в бесштоковую полость пневмокамеры и перемещает диафрагму 6 с диском и штоком вправо. При этом шток через тягу и промежуточные звенья перемещает зажимные устройства приспособления и деталь зажимается. Во время перемещения диафрагмы вправо воздух через отверстие а уходит в атмосыеру. После обработки детали сжатый воздух из бесштоковой полости через отверстие штуцера 1 и распределительный кран выпускается в атмосферу. Пружины 2 и 3 отводят диафрагму с диском и штоком влево, зажимные устройства расходятся, и деталь разжимается. Пневмокамера крепится к корпусу приспособления шпильками 7.
Преимущество данного устройства – компактность, малое перемещение за счет сопротивления мембраны
d=0,15.D